
并条机牵伸罗拉转动同步性测试与分析
2014-12-18 09:31:24王贯超李志东
纺织器材 2014年5期
孙 伟,王贯超,王 斌,李志东,贺 翊
(1.西安工程大学 机电工程学院,西安 710048;2.陕西宝成航空精密制造股份有限公司,陕西 宝鸡 721000)
研究现代高速并条机牵伸罗拉转动的同步性,尤其是并条机双速启动时段及伺服驱动牵伸罗拉的同步性,对于改善并条条干质量有着积极的影响。笔者应用虚拟仪器测试技术,分别对几款国产高速并条机进行了测试与分析,现将其中两款并条机的测试情况进行介绍。
A型并条机牵伸罗拉配有自调匀整装置,主电机为双速电机,伺服电机通过差速器与主传动合成后驱动第2、第3罗拉;B型并条机未配备自调匀整装置,主电机采用变频电机,第4罗拉直接由伺服电机驱动。
1 测试系统
1.1 系统组成
图1为测试系统组成框图,主要包括增量式旋转编码器和虚拟仪器[1]。编码器作为并条机牵伸罗拉测速传感器,虚拟仪器由数据采集卡、计算机及相应的软件组成。测试软件是基于LabVIEW[2]平台开发的T法测速软件,数据采集卡采用NI USB-6251,这是一款由美国国家仪器公司生产的M系列高性能多功能DAQ模块,提供了16路A/D,输入分辨率为16位,1.25 MS/s的单通道采样率,每条输入通道包括7档可编程输入范围(±100 m V~±10 V)。
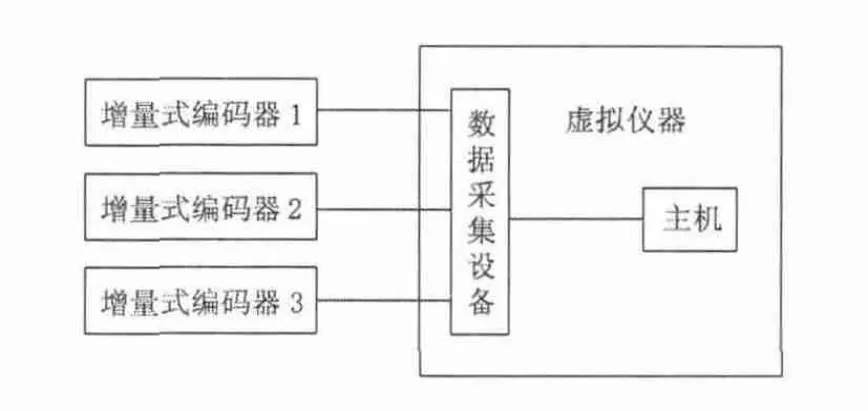
图1 测试系统组成
通过对并条机牵伸罗拉转动同步性的测试,结果表明本系统具有动态性能好、抗干扰能力强、测量精度高及成本低等优点,设定编码器光栅线数为720,可满足并条机出条速度为600 m/min情况下的测试。
1.2 虚拟测试仪
基于LabVIEW 2012软件平台开发的虚拟测试仪采用图形化语言编程,具有开发周期短、扩展性强、界面友好等特点[3];LabVIEW 2012提供了大量的连接控件与数学控件,支持与数据采集卡的无缝集成和对数据的数学分析。
图2为罗拉转速曲线测试仪界面,分成参数设置、定时设置、文件记录和触发四个模块。参数设置需要确定采集的物理通道、信号输入范围和编码器每转的脉冲数,接线端配置用于指定虚拟通道的接地方式;定时设置用于设置采样时间和采样率;文件记录可将已采集的数据存盘,便于后期对数据的处理与分析,数据以TDMS文件格式保存,兼顾了高速、易存取和方便等多种优势;触发模块可以通过软件触发或硬件触发完成一些特定要求的自动化测量任务。
图2 罗拉转速曲线测试仪界面
1.3 测试原理
编码器常用的测速方法包括M法、T法和M/T法,笔者采用T法测量,即检测编码器相邻两个脉冲上升沿之间的时间,并依据公式(1)的T法公式计算编码器相邻两个脉冲时间段的罗拉转速n[4]:
式中:
M——编码器每转的脉冲数;
T——周期;
N——点数;
f——采样频率。
为了消除采样率带来的测量误差,用最小二乘法对罗拉转速进行了分段拟合[5],图3为软件程序流程图。
2 测试结果与分析
2.1 A型并条机启动、制动阶段
高速优质是现代并条机的基本要求,因此并条机在高速要求下启动时段牵伸罗拉的同步性是一个值得注意的问题。图4是A型高速并条机在出条速度为400 m/min情况下,启动阶段第1、2、3罗拉的转速曲线,图中可以明显看出双速启动特征。
图5是该并条机在启动时段的总牵伸曲线(第1罗拉与第3罗拉的线速度之比),从图中可以看到0到0.7 s左右是并条机停车阶段,3个罗拉都未转动,因此总牵伸倍数不显示;随后开车信号到达,第1罗拉首先转动,由于机械传动链导致第3罗拉的转动时间有所迟滞,此时会产生瞬间牵伸冲击,这种由并条机启动产生的瞬间牵伸冲击而带来的条干问题应该引起注意。在0.7 s到3 s时段是并条机的低速启动时段,总牵伸倍数约为6.176,比正常运行时段总牵伸倍数6.26略小,并且在3 s~3.4 s时段会再次出现一个小的牵伸冲击。
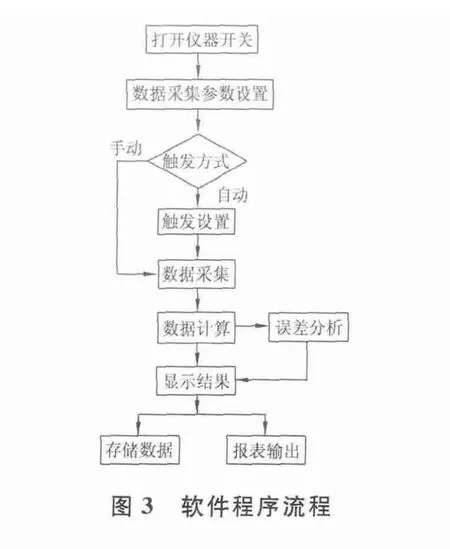

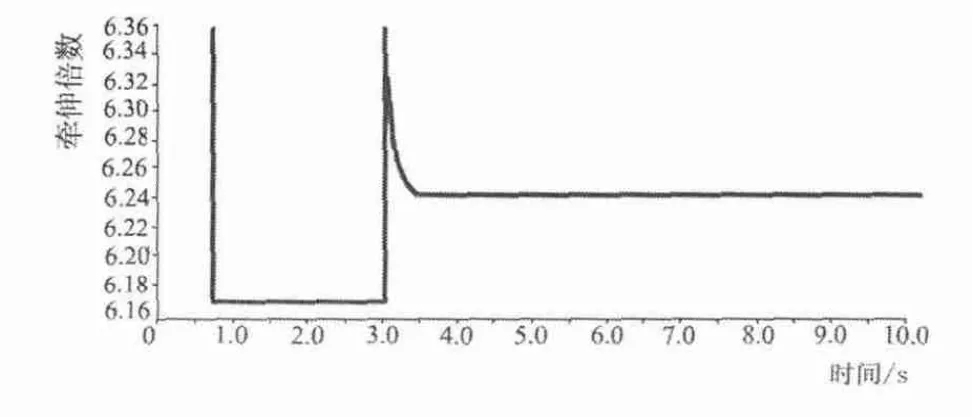
图5 启动阶段总牵伸倍数曲线
图6为并条机停车制动阶段的转速曲线,制动发生在1.2 s处;图7为同阶段总牵伸倍数变化曲线,在制动的末端阶段,总牵伸倍数缓慢减小,随后总牵伸倍数迅速变为“0”,在全程停车制动阶段无明显的瞬间牵伸冲击出现。
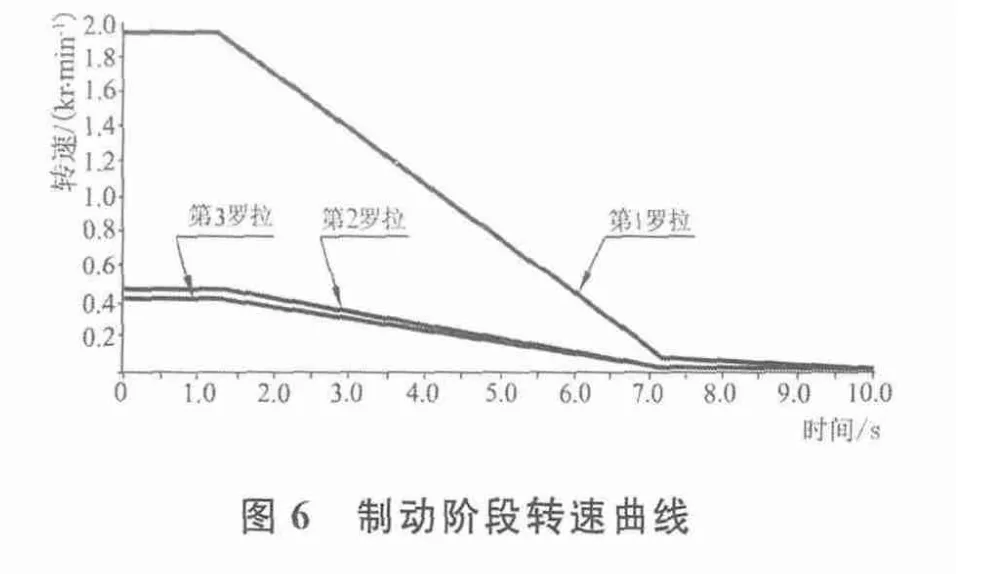

图8为B型并条机启动阶段第1罗拉和第4罗拉转速曲线;图9为总牵伸曲线(第1罗拉与第4罗拉线速度之比)。
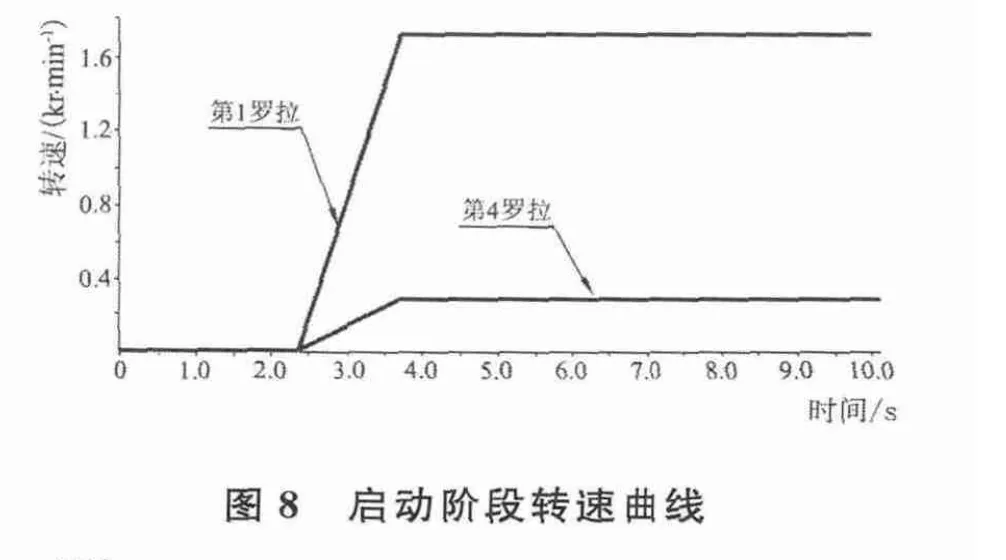

从图9中可以明显看出,在约2.3 s启动开始后,会出现因传动链造成的瞬间牵伸冲击,随后总牵伸逐渐减小,在约3.7 s时启动结束,总牵伸倍数稳定在正常运行时段的值为8.14。
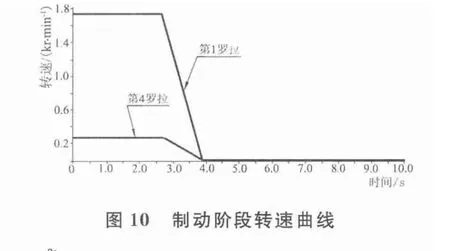
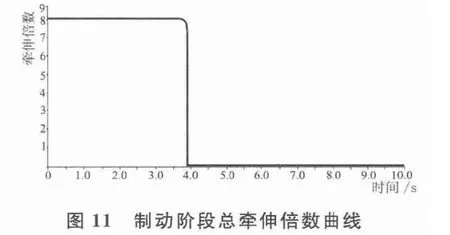
从图10的停车制动阶段的转速曲线中可以清楚看出,B型并条机的制动时间段为2.7 s~3.9 s,在这一阶段总牵伸倍数(见图11)有一缓慢减小的过程,随后第1罗拉与第4罗拉逐渐停止转动,总牵伸倍数也变为零。
2.3 并条机启动、制动阶段输出棉条长度
并条机启动、制动阶段的棉条条干质量与此阶段的牵伸波动量的大小及棉条输出长度密切相关,以图4曲线为例,第1罗拉从0.7 s启动开始到3.4 s启动结束。此阶段第1罗拉的转速曲线分别由变速斜线υ1、恒速水平线υ2和变速斜线υ3构成,可根据公式(2)计算出并条机启动时间段的输出棉条长度L。

依据公式(2)计算出A型并条机启动阶段输出棉条长度约为3.12 m,制动阶段输出棉条长度约为2.78 m。B型并条机启动、制动阶段输出棉条长度的计算方法与上述相同,计算结果是启动阶段约为2.46 m,制动阶段约为 2.12 m。
3 结论
3.1 运用虚拟仪器测试技术所开发的并条机罗拉同步转动虚拟测试系统,具有开发成本低廉、搭建快、编程简单、可靠、抗干扰性强、测量精确、通用性强等特点。
3.2 并条机的启动会产生瞬间牵伸冲击和牵伸倍数的变化,在一定程度上影响棉条的条干质量。
3.3 B型并条机的启动平稳、制动迅速,转动同步性也优于A型并条机。
3.4 开发的虚拟仪器测试系统,非常适合并条机的牵伸机械波分析和诊断,可快速、有效地找出产生牵伸机械波的原因。
[1]宋栓军,王贯超,梁海顺,等.基于虚拟仪器的织机回转不匀测试系统[J].西安工程大学学报,2008(1):79-82.
[2]龙华伟,顾永刚.LabVIEW 8.2.1 与 DAQ 数据采集[M].北京:清华大学出版社,2008.
[3]杨帮华,高晓丁,宋栓军.基于虚拟仪器的织机经纱张力测试方法[J].纺织学报,2005,26(1):90-91.
[4]崔桂梅,董丽荣,董文智.基于DSP控制器的M/T法测速[C]//中国计量协会冶金分会2009年年会论文集,2009.
[5]王贯超,梁海顺,宋栓军,等.基于编码器的织机主轴回转不匀检测方法[J].纺织器材,2008,35(5):13-15.
猜你喜欢
东坡赤壁诗词(2023年2期)2023-05-30 15:02:14
廊坊师范学院学报(自然科学版)(2021年2期)2021-09-10 23:36:42
小哥白尼·野生动物画报(2021年6期)2021-07-14 18:20:50
数学大王·趣味逻辑(2019年10期)2019-11-06 03:16:22
东西南北(2019年24期)2019-02-10 04:10:38
中国生殖健康(2018年8期)2018-10-22 03:32:24
电子测试(2018年6期)2018-05-09 07:31:50
消费者报道(2018年2期)2018-04-10 17:56:36
广州文艺(2017年8期)2017-09-13 17:07:28
上海管理科学(2015年6期)2015-07-31 18:08:35
