
铸球模具球腔加工技术方案改进
2014-12-14 03:56:46马利平
设备管理与维修 2014年7期
马利平
(金堆城钼业集团有限公司机电修配厂 陕西渭南)
一、前言
铸球是指用于冶金矿山、水泥建材、碳酸钙、石英砂等行业球磨机中的粉碎介质,用于粉碎磨机中的物料,直径有40 mm、60 mm、80 mm、100 mm、120 mm 等规格。铸球的生产多采用金属型多腔模具浇注而成。4铸球模具上模见(图1),下模见(图2)。模具半年消耗300套,通过不断改进模具球腔加工技术,彻底解决了模具互换性差、分型面错位问题,模具表面质量提高。
图1 4铸球模具上模
图2 4铸球模具下模
二、改进前多铸球模具球腔加工技术方案
1.铣床工装
图3 立式铣床加工多铸球模具简图
采用立式铣床加工多铸球模具简图(图3)。将多铸球模具上模或下模用压板固定在胎具上,松开压板后,上胎具和下胎具可相对旋转,其相互位置由定位销确定,然后将胎具固定在分度头上,并将分度头固定在铣床工作台上。将主轴倾斜α角,再利用工作台的平移和升降实现找正(找球心)和对刀。刀具装夹后应与立铣头主轴垂直。
2.α角和对刀半径e/2的确定
α角和e/2可根据几何三角形关系进行计算(图 4)。
对刀半径e/2=Rcosα
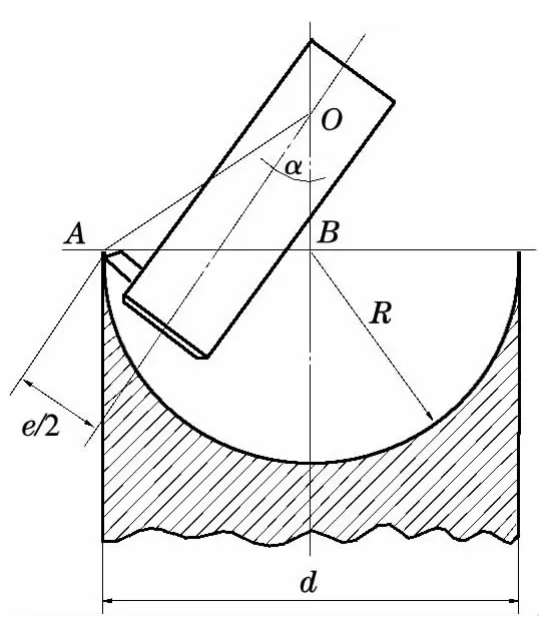
图4 铣床主轴倾斜角和对刀半径的确定
3.加工步骤
(1)加工球模具上模或下模(以下简称半球模具)上下平面及内孔。
(2)装夹半球模具,保证其中一个半球球心位于分度头的回转中心线上。
(3)将立铣头主轴倾斜α角,并调整好对刀半径e/2。平移并升降铣床工作台,保证待加工半球球心与铣刀中心线重合。锁紧铣床工作台。
(4)主轴带动铣刀旋转,同时匀速转动分度头手柄,即可实现模具半球球腔的加工。
(5)当一个半球球腔加工完成后,松开压板,上胎具和半球模具一起转动某个固定角度,用销子定位,实现分度,加工下一个半球球腔。以此类推,加工其余半球球腔。
三、改进后的多铸球模具球腔加工技术方案
1.加工原理
使用蜗轮蜗杆传动,在蜗轮上装上车刀,车削时工件高速飞转,刀具低速旋转,车刀旋转1/4圆周,用蜗轮蜗杆传动机构带动刀具做合成运动来加工半球腔型。
2.车床工装
采用普通车床加工多铸球模具简图如图5所示。将多铸球模具上模或下模固定在胎具上,胎具分度板和胎具分度板可相对旋转,其相互位置由定位销确定,然后将胎具固定在车床卡盘上,使其中一个半球球心位于车床主轴中心线上,并将重量合适的配重块固定在车床卡盘上。再将装上车刀的蜗轮、蜗杆装夹在刀架上。
3.加工步骤
(1)加工球模具上模或下模(以下简称半球模具)上下平面及内孔。

图5
(2)装夹半球模具及车刀。保证刀尖与待加工半球球心位于同一水平高度,且车刀刀尖与蜗轮回转中心距离为球模具球腔半径。
(3)车床主轴带动半球模具旋转,同时匀速转动蜗杆上的手柄,即可实现模具半球球腔的加工。
(4)当一个半球球腔加工完成后,松开压板,转动球模胎具,分度板和半球模具一起转动某个固定角度,上紧压板,加工下一个半球球腔。以此类推,加工其余半球球腔。
四、改进后效果
用普通车床加工多铸球模具,加工效率比铣床提高2~3倍。模具的主要加工在车床上1次装卡即可完成,减少划线、铣削、配钻等工序。钻床只用来加工侧面两个起模孔,便于生产安排。充分利用车间闲置车床,可以批量加工,设备和人员都可满足生产需求。加工精度有所提高,用蜗轮蜗杆传动机构加工的半球型腔是正圆,刀具切削不留死点,表面粗糙度值较低,如胎模再作改进还可提高互换精度。
各工艺参数的优化、精确控制,是加工出高质量多铸球模具的重要手段。在普通车床上加工多铸球模具的新工艺方法,很好地解决了装卡定位、分度互换问题。实验表明,用此方法加工模具定位准确、表面粗糙度、圆度符合要求,生产效率高。
猜你喜欢
中国铸造装备与技术(2022年3期)2022-05-27 01:28:56
哈尔滨轴承(2022年1期)2022-05-23 13:13:06
中国钼业(2022年5期)2022-03-24 10:42:01
橡塑技术与装备(2021年15期)2021-08-12 03:28:22
橡塑技术与装备(2018年21期)2018-11-13 01:36:00
制造技术与机床(2017年12期)2017-02-02 07:04:12
石油化工建设(2015年6期)2015-12-01 04:17:36
制造技术与机床(2015年3期)2015-01-27 15:45:24
机械与电子(2014年1期)2014-02-28 02:07:35
中国设备工程(2013年8期)2013-12-07 01:13:42
