
PROTOS70型卷烟机VE针辊驱动系统改造
2014-12-14 03:56:58巫廷友
设备管理与维修 2014年8期
巫廷友
(广东中烟工业有限责任公司韶关卷烟厂 广东韶关)
一、问题的提出
德国豪尼(HAUNI)公司PROTOS70型卷烟机原配置的VE针辊驱动系统采用直流电机进行调速驱动,设备使用过程中两极碳刷易磨损,维护工作量较大;直流驱动系统一旦损坏,修复时间较长,影响生产。为此,对PROTOS70卷烟机VE针辊驱动系统进行改造。
目前在卷烟行业装备中,直流电机驱动系统逐渐被淘汰,伺服控制系统因具有结构简单、精度高和可靠性强等特点,在行业中得到广泛应用。改造方案采用德国LENZE变频器代替原直流调速板,以交流伺服形式驱动针辊电机,通过LENZE变频器对主电机速度信号的同步处理,使针辊电机在伺服控制系统中保持与主电机的同步运转,改造所需硬件均为德国产,变频电机品牌为 Lenze,220 V、3000 r/min;变频器 0.25~7.5 kW、230 V/240 V;操作面板E82ZBC。
二、改造实施
1.控制电源获取
通过卷烟机内部电源X3/20取得+20 V直流电源(也可通过外部+24 V直流电源供电获取)。
2.针辊电机速度值提取
伺服变频器控制原理见图1,针辊速率设定值(SW)是根据RCP(烟条时钟脉冲)的频率得出的,RCP经过卷烟机内部的A49转换器转换为 0~10 V电压信号,由A49输出信号设定为针辊电机的速度。因此M16与卷烟机主电机的速度必须精确配合,否则卷制的烟支达不到设定指标,重量过轻或超重,都将由扫描器检出并剔除,同时引发停机。因此,改造需要从主机传动位置提取速度信号,动态反映主电机运行速度。
3.调试
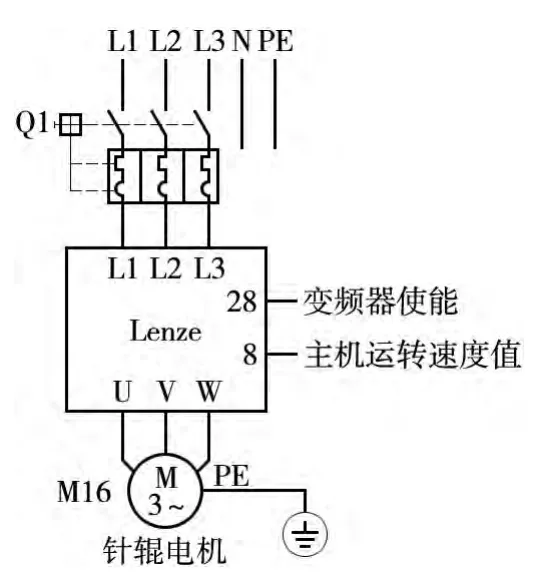
图1 伺服变频器控制原理
完成变频器动力接线及控制端子接线后给变频器通电,此时绿色LED指示灯闪烁。在控制端子位置将变频器使能28设置为低电平;E1~E3 设置为低电平;E4设置为低电平;电位器输出电压调到最低电压。在变频器的操作面板,设定C0002=1,调用工厂设定参数集并输入参数(表1)。完成参数设定后将变频器使能28设置为高电平,此时绿色LED指示灯快速闪烁,电机辨识过程将在2 min内完成,此时需保证电机处于静止状态。
在电机辨识过程结束后,将变频器使能28设置为低电平;C0148设置为0。正常识别情况下,可在C0084、C0092看到识别后的参数值。最后启动电机,将E4设置为高电平;变频器使能28设置为高电平,此时绿色LED指示灯常亮,调试成功。
设备改造后,实现了与新型PROTOS70(国产型号ZJ17)卷烟机的器件型号、规格统一。设备运行平稳、连续,维修保养效率提高,维修费用降低。
猜你喜欢
大学物理实验(2023年5期)2023-10-27 13:04:52
山西电子技术(2022年1期)2022-02-28 03:30:02
商品与质量(2021年43期)2022-01-18 05:30:08
轨道交通装备与技术(2021年5期)2021-11-19 11:46:46
装备制造技术(2020年4期)2020-12-25 05:26:16
科技传播(2019年15期)2019-08-22 08:07:44
汽车维修技师(2018年7期)2018-12-07 08:23:44
新商务周刊(2017年8期)2017-12-24 14:04:53
数字传媒研究(2017年11期)2017-02-05 05:12:33
西部广播电视(2016年16期)2016-11-09 03:37:43
