
爆炸压涂制备铜涂层的性能*
2014-12-12 06:24杜长星王金相
爆炸与冲击 2014年1期
杜长星,赵 铮,陶 钢,王金相
(1.南京理工大学能源与动力工程学院,江苏 南京210094;2.南京理工大学瞬态物理重点实验室,江苏 南京210094)
涂层制备技术是表面工程领域的研究重点,目前各种耐磨、耐高温、耐烧蚀、光敏、氧敏、绝缘涂层广泛应用于航空、航天、石油、化工、机械、电子、船舶、汽车、建筑等领域。现有涂层制备技术主要为热喷涂[1-2]、冷喷涂[3]、激光熔覆[4]、化学沉积[5]等,这些方法均需专用设备且喷涂效率较低,大面积涂层制备成本高昂,限制了材料的进一步应用。爆炸压涂是一种全新的爆炸加工技术,它是利用炸药爆轰产生的高压驱动金属板高速撞击粉末,使粉末在得到压实的同时牢固地附着在金属板表面形成涂层的加工技术[6-7]。
铜具有良好的导电和导热性能,在电气和制冷工业中有着广泛的应用。另外,铜具有很好的延展性,是典型的韧性金属。本文中,对铜涂层进行爆炸压涂研究,介绍爆炸压涂技术的具体实施工艺,利用爆炸压涂技术在铜基板上制备铜涂层,测量涂层的孔隙率、硬度和氧化程度。
1 爆炸压涂技术
爆炸压涂与现有的爆炸加工技术如爆炸焊接[8]、爆炸喷涂和爆炸压实[9],有着本质上的不同:爆炸焊接是实现金属板之间的结合,而爆炸压涂是实现粉末与板之间的结合;爆炸喷涂需要喷枪等专用设备,而爆炸压涂不需专用设备;爆炸压实是将粉末制成块体材料,而爆炸压涂是将粉末制成涂层。
爆炸压涂的实验装置非常简单,如图1所示。粉末装在铁槽内,放置在坚实的地面上,利用支架将金属板支撑在粉末上方,使金属板与粉末平行,两者之间的间隙称为炸高。炸药平铺在金属板上表面,雷管安装在炸药左端中心位置。起爆后爆轰波向右侧传播,金属板在爆轰产物驱动下向下方飞行,与粉末高速撞击后,将粉末压实,同时粉末涂覆在金属板下表面,形成涂层。
爆炸压涂属于冷喷涂,不需要对金属板和粉末进行预加热。这不仅简化了工艺,而且避免了热喷涂技术预加热粉末造成的晶粒长大或氧化,所以爆炸压涂不但可以制备常规的金属或非金属涂层,还适合制备纳米、非晶和氧敏涂层。爆炸压涂利用炸药爆轰驱动金属板飞行,撞击速度可达几千米每秒,而其他冷喷涂技术利用高压气体驱动粉末飞行,撞击速度不超过一千米每秒,因此爆炸压涂在制备难结合的高硬度涂层时比现有冷喷涂技术更具优势。

图1 爆炸压涂装置示意图Fig.1 Arrangement of explosive compaction-coating
2 铜涂层爆炸压涂实验
采用膨化硝铵炸药,密度为1.0g/cm3,爆速为3 200m/s,装药厚度为25mm。铜板为工业T2紫铜板,尺寸为400mm×200mm×2mm。铜粉为雾化法制取的球状铜粉,粒度为100~150μm,厚度为2mm。通过爆炸压涂实验[10]得出碰撞速度为900m/s时,铜涂层品量最优,因此设置炸高为10mm。爆炸压涂前铜板表面进行了打磨处理,使其表面具有一定的粗糙度,有利于与铜粉的结合。铜粉的表面形貌如图2所示。粉末的表面形貌直接影响粉末的松装密度,影响粉末颗粒之间的结合及涂层的整体性能。从图2中可以看出,粉末颗粒球形度较好,粒度较均匀。

图2 铜粉的表面形貌Fig.2 Morphology of copper powder
2.1 涂层样品的组织形貌
图3为光学显微镜下和扫描电镜下的涂层断面形貌。涂层有明显的层次结构,大概由6层颗粒组成,厚度均匀,为约280μm。铜粉与铜板结合紧密,无明显孔隙和裂纹。爆炸压涂时,炸药爆炸形成的高压驱动铜板高速撞击铜粉,铜粉颗粒发生了严重的塑性变形,流动堆垛,形成了机械咬合。铜粉颗粒整体尺寸仍保持100~150μm,说明铜粉颗粒在爆炸压涂时既没有整体熔化,也没有长大。
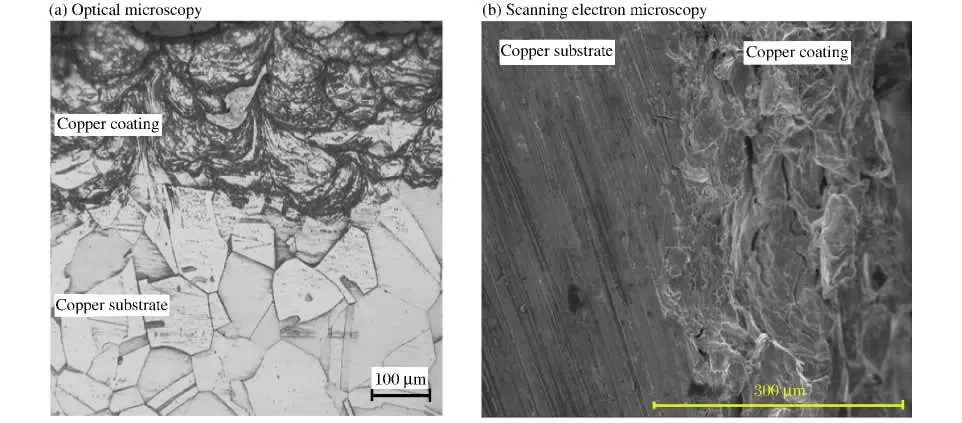
图3 涂层断面显微结构Fig.3 Cross-sectional metallographs of coating
2.2 涂层的孔隙率
图4为扫描电镜下的涂层表面形貌,可见涂层表面分布着少量的微小孔洞和裂纹,孔隙的数量直接反映涂层的密实程度。涂层的孔隙率高,则表示密实程度小。另外,涂层的孔隙率是衡量涂层表面品量和力学性能的重要参数之一,通常可以用定量截线法[11]在显微结构图上得到。在图3(b)上用截线法测得铜涂层的平均孔隙率为约2%。常规冷喷涂方法在预热330℃下,制备的铜涂层孔隙率在1%~15%[12-13]。由此可见,爆炸压涂制备的铜涂层比冷喷涂制得的铜涂层更致密。这是因为,爆炸压涂时炸药驱动铜板的速度可以达到900m/s,而冷喷涂时喷枪加速粉末颗粒的速度一般只有600m/s[14]。粉末与基板的碰撞速度越高,粉末颗粒的变形就越大,就能更好地填充粉末间的空隙,涂层的孔隙率也就越低。如果对爆炸压涂制备的铜涂层进行后续热处理,可以进一步消除孔隙,得到几乎无孔隙的优质涂层。

图4 涂层表面形貌Fig.4 Morphology of coating
2.3 涂层的硬度
涂层的硬度也是衡量涂层品量和性能的重要参数。为了测量涂层断面的显微硬度,在距离涂层表面50~150μm,随机选取4点进行测量,取平均值作为显微硬度。采用两对面角为136°的正四棱角锥体的金刚石压头进行测试,通过测量压痕的对角线长度,计算显微维氏硬度。根据压痕尺寸,选取载荷为50g,加载时间为15s,观察的放大倍数为500。对于冷轧铜板的硬度,也用相同的方法进行测试,两者的结果对比见表1。表中,hV0.05,coating和hV0.05,plate分别为涂层和铜板的显微硬度。
涂层的硬度与孔隙率密切相关,涂层的硬度越大,孔隙率越小。由表1可见,铜涂层的硬度已经接近冷轧铜板的硬度,说明制备的铜涂层非常致密,孔隙率很低。这也验证,截线法测得的孔隙率较准确。

表1 涂层和铜板的显微硬度Table 1 Microhardness of coating and copper plate
2.4 涂层的氧化程度
表2显示了铜粉和涂层表面的能谱分析结果。铜粉中铜元素的质量分数为96.11%,氧元素的质量分数为3.53%,涂层中铜元素的质量分数为95.03%,氧元素的质量分数为4.48%。在制备涂层前后,氧元素增加了0.95%,由于能谱分析是半定量的测试手段,对于质量分数小于20%的元素,其测量误差在±3%,所以可以认为氧元素并未增加。涂层中氧元素质量分数发生变化,说明在爆炸压涂过程中铜粉没有发生氧化。其原因有:(1)碰撞前铜粉没有进行预加热,所以不会发生氧化;(2)碰撞时虽然冲击波和塑性变形会使铜粉升温,但是碰撞过程是瞬时的,铜粉来不及氧化就形成了涂层。爆炸压涂方法制备的涂层不会发生氧化现象,所以可以使用这种技术制备氧敏感特性涂层[15](如TiO2)。

表2 铜粉末和涂层的元素组成Table 2 Element composition of powder and coating
3 结 论
通过对爆炸压涂制备的铜涂层进行测试分析,得出如下结论:
(1)铜涂层厚度均匀,孔隙率为约2%,显微硬度接近轧制铜板的硬度,表明爆炸压涂制备的铜涂层具有较好的致密性。
(2)铜粉在形成涂层的过程中氧元素质量分数没有增加,表明爆炸压涂时铜粉没有发生氧化,说明爆炸压涂技术适用于制备氧敏感韧性金属涂层。
[1]Kim J H,Yang H S,Baik K H,et al.Development and properties of nanostructured thermal spray coatings[J].Current Applied Physics,2006,6(6):1002-1006.
[2]Matthews S,James B,Hyland M.The role of microstructure in the mechanism of high velocity erosion of Cr3C2-NiCr thermal spray coatings:As-sprayed coatings[J].Surface and Coatings Technology,2009,203(8):1086-1093.
[3]Klinkov S V,Kosarev V F,Sova A A,et al.Deposition of multicomponent coatings by cold spray[J].Surface and Coatings Technology,2008,202(4):5858-5862.
[4]Yue T M,Huang K J,Man H C.Laser cladding of Al2O3coating on aluminium alloy by thermite reactions[J].Surface and Coatings Technology,2005,194(2/3):232-237.
[5]Izumi H,Machida K,Iguchi M,et al.Zinc coatings on Sm2Fe17Nxpowder by photoinduced chemical vapour deposition method[J].Journal of Alloys and Compounds,1997,261(1/2):304-307.
[6]赵铮,陶钢.双金属复合板的新制备工艺:爆炸压涂[J].材料开发与应用,2008,23(5):48-51.Zhao Zheng,Tao Gang.Spray technology for preparation of double metal clad plate:Explosive compaction[J].Development and Application of Materials,2008,23(5):48-51.
[7]赵铮,杜长星,陶钢,等.板-粉双层复合材料的爆炸压涂制备技术[J].材料导报,2009,23(7):95-97.Zhao Zheng,Du Chang-xing,Tao Gang,et al.Explosive compact-coating preparation technology of plate-powder double layer composites[J].Materials Review,2009,23(7):95-97.
[8]李晓杰,莫非,闫鸿浩,等.爆炸焊接斜碰撞过程的数值模拟[J].高压物理学报,2011,25(2):173-176.Li Xiao-jie,Mo Fei,Yan Hong-hao,et al.Numerical simulation of the oblique collision in explosive welding[J].Chinese Journal of High Pressure Physics,2011,25(2):173-176.
[9]张越举,李晓杰,赵铮,等.纳米γ-Al2O3陶瓷粉末的预热爆炸压实实验研究[J].爆炸与冲击,2008,28(3):220-223.Zhang Yue-ju,Li Xiao-jie,Zhao Zheng,et al.On the preheated explosive consolidation of nanometerγ-Al2O3ceramic powders[J].Explosion and Shock Waves,2008,28(3):220-223.
[10]Du C X ,Zhao Z,Tao G.Explosive compaction-coating manufacture large area coat[J].Advanced Materials Research,2011,189:1014-1017.
[11]Diaz P,Edirisinghe M J,Ralph B.Microstructural changes and phase transformations in a plasma-sprayed zirconia-yttria-titania thermal barrier coating[J].Surface and Coatings Technology,1996,82(3):284-290.
[12]陈辉,郑涛,代双贺.钢基冷喷铜涂层与轧制覆铜板性能对比[J].沈阳建筑大学学报:自然科学版,2010,26(1):180-183.Chen Hui,Zheng Tao,Dai Shuang-he.Properties comparison between steel-based cold-sprayed copper coating and copper clad laminate[J].Journal of Shenyang Jianzhu University:Natural Science,2010,26(1):180-183.
[13]Seo D,Ogawa K,Sakaguchi K,et al.Parameter study influencing thermal conductivity of annealed pure copper coatings deposited by selective cold spray processes[J].Surface and Coatings Technology,2012,206(8/9):2316-2324.
[14]郭辉华,周香林,巫湘坤,等.几种金属基板上冷喷涂铜涂层的试验与模拟[J].材料热处理学报,2009,30(6):158-163.Guo Hui-hua,Zhou Xiang-lin,Wu Xiang-kun,et al.Preparation and simulation of cold sprayed copper coating on metal substrate[J].Transactions of Materials and Heat Treatment,2009,30(6):158-163.
[15]Sharma R K,Bhatnagar M C,Sharma G L.Mechanism of highly sensitive and fast response Cr doped TiO2oxygen gas sensor[J].Sensors and Actuators B:Chemical,1997,45(3):209-215.
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28
弹箭与制导学报(2021年2期)2021-06-26
陶瓷学报(2021年1期)2021-04-13
粉末冶金技术(2021年1期)2021-03-29
煤气与热力(2021年2期)2021-03-19
杭州(2020年17期)2020-11-09
世界有色金属(2020年2期)2020-04-20
雷达学报(2018年1期)2018-04-04
伴侣(2017年7期)2017-07-11
中学生数理化·七年级数学人教版(2016年5期)2016-05-14
