关于干法熄焦工艺运行中存在问题的分析
2014-12-12 06:42钟继文
中国科技纵横 2014年16期
钟继文
(重庆钢铁集团股份有限责任公司,重庆 400080)
关于干法熄焦工艺运行中存在问题的分析
钟继文
(重庆钢铁集团股份有限责任公司,重庆 400080)
干法熄焦在众多焦化厂应用广泛,使用过程中都存在一些常见故障,针对重大故障隐患需要立足实际管理使用情况进行改造,针对生产特点提出改进办法,降低故障发生概率,很大程度解决长期制约干法熄焦正常连续生产的主要故障。
干法熄焦 台车 焦罐耐热板 滑触线
干法熄焦较湿法熄焦能回收焦炭余热、改善焦炭质量、对环境污染保护有很大的改善,初期投资高。某钢铁股份公司焦化厂新区自改建开始,6座焦炉3套配套干法熄焦的总包交钥匙工程,干法熄焦率能达到90%以上,余热发电效益可观。自2010年投产以来,3座干法熄焦设备在使用过程也发现了较多问题,主要故障有:干法熄焦台车相互撞击,干法熄焦焦罐提升时候焦罐旋转对位故障过大造成焦罐倾斜,焦罐底闸门打开红焦烧坏焦罐台车,焦罐衬板损坏烧变形频繁等,究其原因有主要是生产管理过程中出现缺失,技术消化不够。经过两年多的生产摸索了解,找出整理相应现象的原因,提出改进方法,较大程度的缓解了生产与设备维护之间的矛盾,表1是2012年及2013年全年干法熄焦故障统计。
由以(表1)统计数据可以看出,通过对相应故障的分析,做出相应的改造,并加强制度管理,故障率下降明显,以下就对相应故障进行分析,并提出切合实际的改造办法。
1 干法熄焦台车相撞
这种情况主要是针对布置在两座相邻的干法熄焦炉处,两台干法熄焦电机焦罐提升机位置距离较近,夜班光线相对较差,电机车司机长时间作业注意力下降,不能严格按照操作规程正确控制电机速度。鉴于此,我们查阅资料,结合实际情况,电机速度主要是通过操作室的主令开关,给出相应信号,控制变频器频率输出为一档,二档,三档及四档。改造方案为通过在离提升机位置的相对安全距离处,增设一个电机车强制减速位,在原设计强制减速位的基础上增加一个感应装置,当焦罐台车运行到一定位置的时候,安装在电机车上的接近开关感应到此位置的时候,PLC控制程序自动将走向电机变频器降为二档的速度,再通过原设计的强制减速位置时候,整车速度能够及时的自动降到一档的速度,通过感应开关强制减速,原理如(图1)。
在安全距离处将整车速度强制降到相对的速度,减少人为因素,同时能够体现操作人员该注意行车速度,及时将车安全准确的停到提升机处。

图1
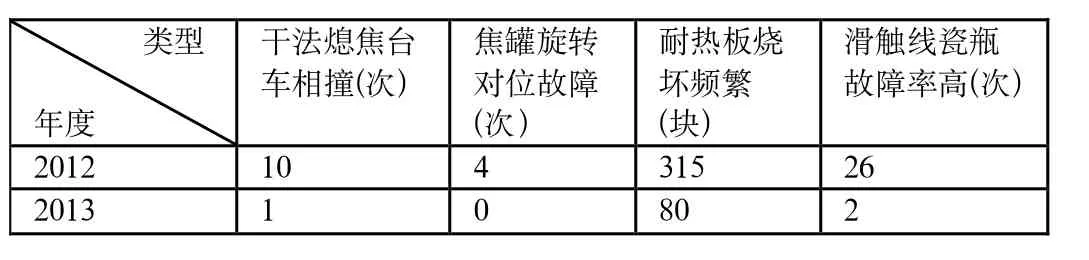
表1
2 焦罐旋转对位故障
此类故障一般情况下,旋转对位误差不大,原设计的控制程序会报警,但是提升机的控制程序相对独立,在生产过程中我们就发现有焦罐旋转过位,提升机在提升过程中,底闸门提升挂耳部位没有挂到位,发生焦罐倾斜,严重情况是底闸门自重原因打开,造成大部分红焦都洒落在焦罐台车上,给生产检修带来很大的影响,损失较大,为此我们专门成立攻关小组,从控制原理进行改进,原设计焦罐旋转对位检测装置有一个感应开关,由于感应装置用久了以后,各种原因引起误差过大,如感应磁体上有铁销、螺栓等杂物、焦罐旋转装置抱闸故障或者感应线圈故障等,同时自动报警综合故障没有反馈到干法熄焦提升系统,造成了后续故障的扩大化,鉴于此,我们咨询了一些类似单位的做使用经验,并结合改造后的效果制度了改造方案,即在原来焦罐旋转对位感应装置长度方向上,再增加一个检测感应装置,同时修改PLC检测控制程序,要求两个检测信号同时满足的情况,电机车系统才能向提升机系统发出允许提罐的信号,防止一个检测感应装置失误造成信号误送出的情况,提高了焦罐旋转对位检测的可靠性。
3 焦罐耐热板变形频繁
自2010年干法熄焦投产以来,焦罐衬板烧变形的程度越来越严重。该焦罐衬板原生产单位为秦皇岛一重工企业全套提供,原装衬板的质量相对要好一些,但是由于价格原因,我厂考虑用江苏一代理商的耐热衬板,经过两个月时间的试用,基本能满足的生产要求,但是从2012下半年开始,耐热板更换频率居高不下,经过跟踪调查,原因有两个:一是生产工艺原因,焦炉炉门附近的焦油及部分焦炭过生,加上炉头尾焦刮板机堆积的焦油渣等,最先堆积在焦罐底部,融化后粘接在焦罐底部,导致运行过程焦罐底部焦炭粘接越来越多,导致焦罐卸放焦炭底部放不完,底部闸门附近的耐热衬板及周围的立板长期处于高温炙烤的环境,导致耐热衬板烧变形,严重情况是底部闸门结合面出焦炭卡阻,底部闸门关闭不严,给提升机板钩带来挂不准的安全隐患。二是由于备件质量原因,特别衬板背面固定卡子的螺栓座,必须能够承受一定的热变形应力和拉力。通过对以上原因的联系备件供应单位提出改进办法,耐热衬板的使用寿命明显提高,解决了衬板变形频繁给生产和检修带来的困扰。
4 滑触线磨电道瓷瓶故障率高
自新区焦化厂投产以来,熄焦车磨电道瓷瓶故障一直较高,分析发现原因比较简单,主要是熄焦车磨电道在干法熄焦焦罐或是消火车车厢附近,冬夏环境温度变化导致的轨道膨胀比较大,磨电道瓷瓶的卡口长期与轨道接触后,由于积灰及锈蚀原因,两者间不能相对滑动而造成卡阻,而原磨电道的支撑瓷瓶设计上就不能承受横向阻力,使用中经常出现瓷瓶颈部断裂,由于连续生产的原因,不能安排时间及时检查处理,容易出现瓷瓶断裂部位接地跳电情况,给生产和检修都带来很大的影响,严重情况是导致熄焦车电车头变频器断电无制动作用,导致刹车距离失控延长,出现电机车相互撞击的情况,为此,专门找到瓷瓶生产厂家,一起讨论如何改型,增加瓷瓶抗击磨电道变形时候的横向阻力,并且能够一定程度适应现场的生产环境,通过对瓷瓶根本结构改造,定期对磨电道瓷瓶附近进行吹扫清灰,很大程度的解决了这个困扰熄焦车连续生产的问题。
猜你喜欢
矿山机械(2022年8期)2022-09-01
数学小灵通·3-4年级(2022年3期)2022-03-17
陶瓷研究(2021年3期)2021-07-10
景德镇陶瓷(2021年1期)2021-03-24
中国矿山工程(2019年5期)2019-10-28
有色设备(2019年3期)2019-07-16
学生天地(2016年9期)2016-05-17
自动化博览(2014年6期)2014-02-28
河南科技(2014年23期)2014-02-27
河南科技(2014年11期)2014-02-27