邯钢连退线切边压块系统故障分析及改进
2014-12-10 22:27刘旭江高刘增伦
中国科技纵横 2014年12期
刘旭 江高 刘增伦
(河北钢铁集团邯钢公司邯宝冷轧厂,河北邯郸 056015)
邯钢连退线切边压块系统故障分析及改进
刘旭 江高 刘增伦
(河北钢铁集团邯钢公司邯宝冷轧厂,河北邯郸 056015)
结合邯钢邯宝冷轧厂2080mm连退线生产工艺和设备,分析了连退切边压块系统的工作原理,同时找出了系统主要存在的问题,制定了改进措施,实现了压块机的长周期稳定运行,连退线的切边率保持在90%以上。确保了汽车用板可以按照合同按期交付。
连退线 切边压块系统 切边率 改进
1 引言
切边是生产汽车板的重要工序。我厂连退线的切边压块系统由月牙剪、圆盘剪和压块机及其废料移除装置等设备组成,功能是将平整后的带钢按合同要求宽度精确切边,之后将剪切的废料边条压成块状,最后将废料排至废料车内。自2012年我厂全面投产以来,由于各种原因,连退线的切边压块系统经常发生异常,切边计划完成率在70%左右,严重影响汽车板的按时交货,非计划品率居高不下增加了生产成本。
2 切边压块系统工作原理
我厂连退切边压块系统由月牙剪、圆盘剪和压块机及其废料移除装置等设备组成。月牙剪位于23#纠偏装置下游,功能为在带钢焊缝处两侧同时切除月牙。圆盘剪安装位置位于月牙剪下游,圆盘剪操作侧和驱动侧各有两套刀头,平台旋转后两套刀头可互为备用,宽度调整通过变频电机驱动下方丝杠实现;压块机及其废料移除装置位于圆盘剪正下方地下室内,圆盘剪切下的废边通过两个废料通道运送至两套压块机组内,压块机经过喂料缸多次裁剪腔内达到设定重量后,推料缸开始工作将散装废边压成块状,最后将废料块推至废料移除装置中排出。下图1为其工作简图。
3 切边压块系统主要存在的问题
(1)圆盘剪新剪刃更换后都需要及时标定方能投入使用,而画面无法输入负值导致标定角度不准,切边易产生边浪。(2)压块机油气润滑润滑效果不理想容易造成压块机剪刃磨损导板螺栓断裂等故障压块机腔内故障处理难度大工期长。(3)岗位工将切边宽度设定值打成hold manul模式后,若疏忽忘记打回2级模式,则会造成切边宽度超过80mm的切边卷焊缝顶撞圆盘剪剪刃,撕裂带钢造成断带的重大事故。(4)连退压块机系统碰到最大的难题就是切边堵大块问题,大块堵塞会造成压块机机组长时间瘫痪。(5)带钢发生规格变化时,圆盘剪经常发生不能自动进刀的故障,出口段不满足起线条件导致炉子降速甚至停车事故。(6)焊缝到圆盘剪处定位位置不准。此故障多次造成设备的损坏和板带的撕裂划伤,产品降级。
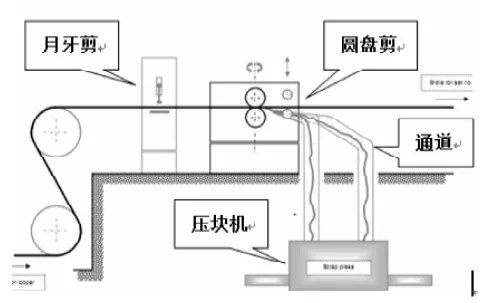
图1 切边压块系统简图

图2 油气润滑控制优化前后对比示意图

图3 废料块可视化窗口

图4 切边率与年份之间的柱状关系图
4 切边压块系统的改进
(1)从画面wincc方面对数值设定框数据类型更改有int类型更改为real型,使其数据空间可以存放负值。在圆盘剪admin程序块中修改负值输入引脚,使得画面手动输入的负值可以输入到公式块参与标定计算。程序修改完成后,下装至PLC及wincc服务器中,重新刷新画面后可以正常使用。(2)通过PDA加点观察曲线同时研究压块机油气润滑系统控制,发现油气润滑工作时间为每次推料自动步完成推出1块废料后,油气润滑系统启动工作喷油30s。为了增加润滑油需量输出,修改喷油时间由30s改为60s,观察效果良好提高了压块机滑块间的润滑度,大大减少卡块故障。保障了压块系统稳定运行。图2油气润滑控制优化前后对比。(3)从程序控制手段上进行更改,改为只要操作工将切边宽度设定值Hold manul按钮选择,且下一卷为切边卷,则让其焊缝定位定到月牙剪位置,直到操作工做进一步的操作确认。同时在画面加入红色报警next strip width chang≥80mm,起警示作用。(4)经过探讨压块成型原理,我们决定实现压块机蹚道内挤压成型的废料块的尺寸的可视化;在废料块成型的瞬间将数据记录并反馈给操作工,操作工根据成型尺寸大小判断下步处理方案,有效避免大块的堵塞和微型块的回溜现象的发生。图3为废料块可视化窗口。(5)当故障出现时,第一时间查看圆盘剪进刀顺序控制自动步,发现绿色光标停在S1步上,点击下方T19条件按钮,发现条件With side trmmer start command未能满足。打开程序查看该条件所连接的逻辑,并把相关程序点记录在PDA曲线中,进行监视,通过多次观察曲线,发现该条件不能过来是由系统未将二级数据及时拷贝造成的。数据传递的滞后,致使程序无法识别带钢规格的变换。修改程序,加入焊缝距离圆盘剪500m处触发数据更新的逻辑,将该逻辑与条件做合适的联锁。之后,经过工艺方测试,换规格已经可以正常使用。(6)首先排查切边焊缝定位在月牙剪位置是否准确,用卷尺量中心线位置确定月牙剪定位准确。将问题原因锁定在由月牙剪爬行至圆盘剪定位程序。修改之前定位程序设定值为2.83m。现场经过卷尺测量,焊缝所定位置距离圆盘剪中心位置还差30mm。将定位设定值修改成2.86m重新定位,现场观察焊缝定位基本满足中心线距离要求。圆盘剪进刀不再有干涉。
5 结语
通过对切边压块系统的改进,实施后的效果很显著。连退切边非计划品大幅减少,同时也减轻了后处理生产线负担,节约了能耗降低了生产成本。实现了压块机的长周期稳定运行,连退线的计划切边兑现率保持在90%以上。确保了汽车用板可以按照合同按期交付。图4为2012年以来连退切边率柱状图。
刘旭(1987.05-),男,籍贯:河南安阳,学历:大学本科,职称:助理工程师,研究方向:电气自动化运动控制。
猜你喜欢
山西冶金(2023年11期)2024-01-07
汽车工程师(2023年11期)2023-11-15
机械工业标准化与质量(2023年7期)2023-09-25
时代汽车(2023年2期)2023-02-11
山东冶金(2022年4期)2022-09-14
小学生优秀作文(低年级)(2020年9期)2020-10-26
青年歌声(2020年5期)2020-05-19
四川冶金(2019年5期)2019-12-23
民族音乐(2019年2期)2019-12-10
作文小学中年级(2019年4期)2019-04-25