焊接参数对TC4钛合金线性摩擦焊焊缝成形的影响
2014-12-09 09:06杨剑赟卜文德
机械工程材料 2014年7期
邢 丽,朱 蕾,杨剑赟,卜文德
(南昌航空大学轻合金加工科学与技术国防重点学科实验室,南昌330063)
0 引 言
线性摩擦焊(LFW)作为一种优质、高效、节能的固态连接工艺,具有焊接变形小、无污染等特点。与传统熔化焊相比,其焊缝窄且为锻造组织,避免了气孔、裂纹的出现;与其它摩擦焊如旋转摩擦焊相比,其应用范围更加广泛,可用于非圆形截面等不规则构件的焊接[1-3]。由于这些优势,线性摩擦焊技术在航空航天领域,尤其在发动机整体叶盘结构的制造中[4-5]具有广阔的应用前景。尽管线性摩擦焊能获得高质量的接头,但在焊接过程中,如果工艺参数选择不当,也会导致缺陷产生。
近年来,已有不少学者对线性摩擦焊工艺进行了研究。Wanjara等[6]发现,在频率为50Hz、振幅为2mm、摩擦压力为50MPa时,TC4钛合金线性摩擦焊接头的强度超过了母材;Vairis[7]等分析了高频率对钛合金线性摩擦焊接头质量的影响,认为高频率下需要采用较低的摩擦压力、合适的振幅才能保证热输入量适宜,得到较好的接头;Romero等[8]研究了摩擦压力对焊缝形态的影响,发现随摩擦压力的增大,焊缝及热影响区的宽度均有所下降。以上研究都是针对部分工艺参数对接头质量的影响,但关于工艺参数对焊缝形态有何影响,焊缝宏观形貌与缺陷之间的关系还很少有报道。
作者采用正交试验方法,对TC4钛合金进行线性摩擦焊试验,通过对焊缝横截面宏观形貌的观察,分析了摩擦压力、振幅、频率等参数对焊缝成形的影响,获得了焊接参数与焊缝成形的关系,并通过调整焊接参数获得成形优良的焊缝,避免了焊缝缺陷的产生,对线性摩擦焊的应用提供了参考依据。
1 试样制备与试验方法
1.1 试样制备
试验材料为退火态TC4钛合金厚板,尺寸为45mm×18mm×10mm,其化学成分见表1。在XMH-160型线性摩擦焊机上进行线性摩擦焊,试验时一个试样固定,另一个试样相对固定试样做线性往复振动,通过摩擦产热使摩擦界面达到塑化状态,最后在摩擦压力的作用下形成接头,原理如图1所示。分别改变频率、振幅及摩擦压力观察参数变化对焊缝成形的影响,焊接时间为3s。

表1 TC4钛合金化学成分(质量分数)Tab.1 Chemical composition of TC4titanium alloy(mass) %
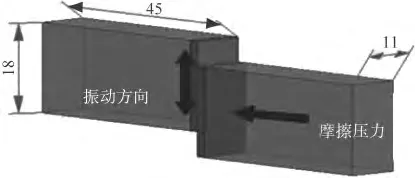
图1 线性摩擦焊示意Fig.1 Schematic diagram of linear friction welding
采用表2所示的三因素三水平正交表对TC4钛合金进行线性摩擦焊试验,以焊缝成形质量(好、一般、差)作为目标响应值,分别对焊缝成形进行评分。焊缝成形好、一般、差分别评价为30,20,10分。
焊后沿平行振动方向,在试样中部截取金相试样,如图2所示,将试样镶嵌、打磨并抛光后用Kroll’s试剂(100mL H2O+2mL HF+5mL HNO3)腐蚀,观察焊缝截面的宏观形貌。正交试验参数及结果如表3所示。

表2 正交因素-水平表Tab.2 Orthogonal factor-level table

图2 金相试样截取示意Fig.2 Schematic diagram of metallographic specimen interception
2 试验结果与讨论
2.1 焊缝的宏观形貌
图3分别为三种焊缝的宏观形貌,图中Z侧为振动端,J侧为静止端,点画线为焊缝中心。由图3(a)可见,焊缝的中部窄,两端宽,以焊缝中心线为对称中心,呈“X”型;此外,从飞边形貌可看出,塑性金属是在挤压力的作用下,由中部被推挤至焊缝两侧的,这种条件下挤压出的飞边较大。由图3(b)可见,焊缝的中部及两侧宽度较为一致,以焊缝中心线为对称中心,呈“I”型;塑性金属并不是由中部推挤至两侧,而是类似于摩擦面塑性金属整体滑移出界面,因此飞边较为细窄,飞边的顶端也较尖。由图3(c)可见,焊缝一端宽、一端窄,以焊缝中心线对称,呈“V”型;与图3(a),(b)相比,飞边形貌明显不对称,大量塑性金属向一侧堆积,另一侧仅有少量挤出,挤出的塑性金属在焊缝外也未相互连接。
2.2 目标值极差
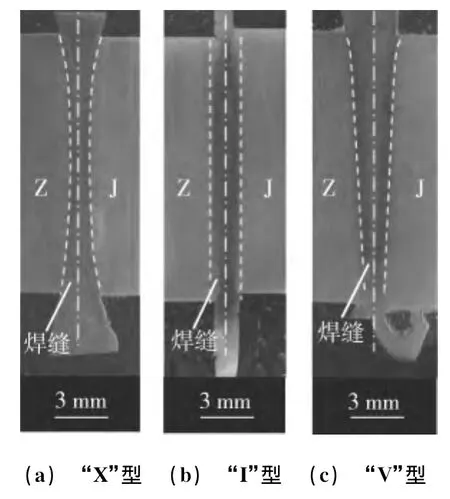
图3 三种焊缝的宏观形貌Fig.3 Macrograph of three types of weld:(a)“X”type;(b)“I”type and(c)“V”type

表4 焊缝成形评分的极差统计Tab.4 Range statistics of weld formation rating
根据正交试验的结果,计算每个因素各个水平下单个目标值的均值,进行极差统计,结果如表4所示。极差最大的列,其对应的因素对焊缝成形的影响最大。所以,因素A即摩擦压力对焊缝成形的影响最大,然后依次为因素C(频率)和B(振幅)。优化工艺参数分别为:摩擦压力60MPa,振幅3.0mm,频率30Hz或35Hz。
2.3 焊接工艺参数对焊缝成形的影响
由图4(a)可见,随着摩擦压力的增大,焊缝成形评分先降低后提高,当摩擦压力为55MPa时,焊缝成形评分最低。这是因为在线性摩擦焊过程中,两工件刚接触时,试样的粗糙峰会迅速嵌入对方,产生塑性变形;当大部分粗糙峰在轴向压力作用下消失时,接触面积急剧增大而产生瞬时高温,材料发生塑化,结合面被一层高温粘塑性金属覆盖(塑性层),两侧工件的相对运动发生在这层粘塑性金属内部,产热机制由初始的摩擦热转变为塑性变形热,进入内摩擦阶段,轴向载荷提供的摩擦压力促使塑性金属流动,其振幅与频率则维持热输入量。因此,当振幅与频率适中,采用较小的摩擦压力时,热输入量较为适宜,焊缝成形较好;随着摩擦压力的增大,焊缝成形变差;当摩擦压力继续增大时,结合面在高能量的作用下,焊缝中部及两侧的金属几乎同时达到完全塑性状态,在轴向压力及剪切力的作用下,焊缝金属同时流动,因此焊缝成形也较好。
由图4(b)可见,随着振幅的增大,焊缝成形评分先提高后降低,在振幅为3mm达到最佳。在摩擦压力和频率适中的情况下,采用较小的振幅时,结合面塑性金属的流动距离缩短,氧化物或杂质缺陷不易排出,因此焊缝成形较差;当振幅过大时,结合面接触空气面积增大,焊缝温度较低,会形成有缺陷的“V”型焊缝。
由图4(c)可见,当频率较小时焊缝成形评分较高,随着频率的增加,焊缝成形评分逐渐降低。这是因为在摩擦压力和振幅适中的情况下,频率较小时,虽然热输入量不高,但热损失也小,塑性金属的流动性较好,焊缝成形情况较好;当频率过大时,结合面与周围空气的对流增强,热量损失较大,焊缝温度降低,影响焊缝成形。
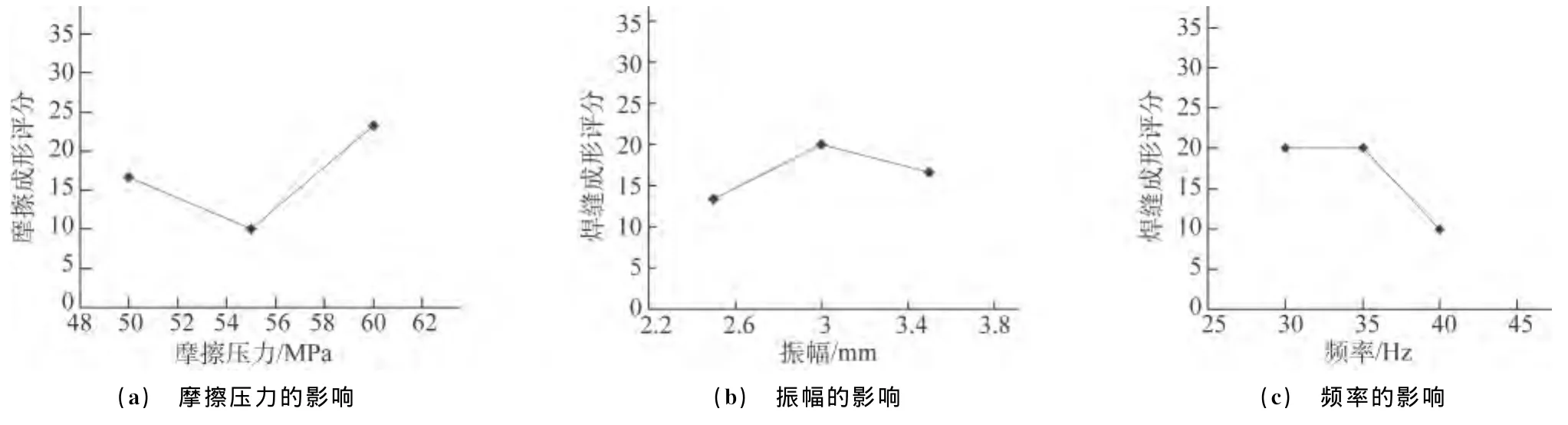
图4 焊接参数对焊缝成形的影响Fig.4 Effect of friction pressure(a),amplitude(b)and frequency(c)on weld formation
3 结 论
(1)对TC4钛合金进行线性摩擦焊时,焊缝的宏观形貌分为“X”型、“I”型、“V”型,摩擦压力对焊缝成形的影响最大,其次为频率和振幅;在其它条件相同的情况下,振幅减小使焊缝区变窄,同时会降低焊缝塑性金属的流动性,焊缝成形较差;当摩擦压力增幅小于振幅的增幅时,有利于得到成形较好的焊缝;频率增大时匹配大振幅虽能使热输入升高,但热损失也较大,不利于得到成形良好的焊缝。
(2)要获得成形良好的焊缝需提高摩擦压力,在保证热输入量适中的情况下应采用较大的摩擦压力。
[1]许全周.45钢线性摩擦焊接头温度场数值模拟与实验验证[D].西安:西北工业大学,2008.
[2]CORZO V,CASALS O,ALCALA J,et al.Mechanical evaluation of linear friction welds in titanium alloys through indentation experiments[J].Welding International,2007,21(2):125-129.
[3]王远会,黄春平,陈文亮,等.航空发动机铝合金叶片的搅拌摩擦焊[J].机械工程材料,2013,37(7):10-13.
[4]张田仓,韦依,周梦慰,等.线性摩擦焊在整体叶盘制造中的应用[J].航空制造技术,2004,15(6):56-58.
[5]朱瑞峰,白钢,苏利龙,等.线性摩擦焊及其研究应用现状[J].热加工工艺,2009,38(9):100-103.
[6]WANJARA P,BOOTH-MORRISON C,HSU E,et al.Process optimization for linear friction welding of Ti-6Al-4V[C]// Proceedings of the 7th International Conference on Trends in Welding Research.[S.l.]:ASM International,2006:855-856.
[7]VAIRIS A,FROST M.High frequency linear friction welding of a titanium alloy[J].Wear,1998,217(1):117-131.
[8]ROMERO J,ATTALLAH M M,PREUSS M,et al.Effect of the forging pressure on the microstructure and residual stress development in Ti-6Al-4Vlinear friction welds[J].Acta Materialia,2009,57(18):5583-5592.
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
装备制造技术(2020年2期)2020-12-14
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
股市动态分析(2016年24期)2017-01-07
股市动态分析(2016年23期)2016-12-27
光学精密工程(2016年1期)2016-11-07