
焦炉煤气、焦炭制乙二醇工艺及成本分析
2014-12-07 11:16石锋
中国科技纵横 2014年9期
石锋
(湖南百利工程科技股份有限公司上海分公司,上海 200127)
焦炉煤气、焦炭制乙二醇工艺及成本分析
石锋
(湖南百利工程科技股份有限公司上海分公司,上海 200127)
焦炉煤气制乙二醇是新型煤焦化工的重要路线之一,是近年国内外关注的煤焦化工的投资热点。本文对以焦炉煤气和焦炭为源头生产乙二醇装置的技术经济方案进行分析,详细阐述以焦炉煤气和焦炭为原料,经过氢气分离、焦炭制一氧化碳、二氧化碳回收、空分、合成气制乙二醇等工艺路线的工艺装置和公用工程配置,计算得出工艺装置投资组成、生产成本分析等。认为在投资焦炉煤气制乙二醇装置时,应充分考虑工艺方案的可行性和产品乙二醇的成本等因素。
焦炉煤气 焦炭 乙二醇 技术 公用工程 投资 生产成本
焦炉煤气利用不仅是炼焦生产资源综合利用的重要方式,也是焦化行业节能减排的必要途径。焦炉煤气是仅次于焦炭的炼焦产品,除焦炉自身加热使用外,每吨焦炭还有200多立方米的富余[1],见图1。

图1 炼焦工艺流程示意图
我国焦炭产量巨大,每年由此而产生的数百亿立方米焦炉煤气的综合利用已经成为我国炼焦行业亟待解决的事宜。根据焦炉煤气含氢量高的特点,如何转换为附加值高的化工原料路线引起了国内外的广泛关注,主要是指焦炉煤气发电、焦炉煤气制氢、焦炉煤气制天然气、焦炉煤气制合成氨、焦炉煤气制甲醇和焦炉煤气制乙二醇等利用方向[2]。其中,选择哪种工艺路线,除紧密结合焦炭企业自身特点和近远期规划外,按照衍生化学品的附加值来说,焦炉煤气制乙二醇是新型煤焦化工的重要路线之一。
近几年,国内部分焦化企业正在规划和建设焦炉煤气制乙二醇项目,其工艺流程:焦炉煤气经压缩至甲烷非催化转化,再经低温甲醇洗脱除酸性气体后,净化气送冷箱和变压吸附分离出一氧化碳和氢气,送入合成气制乙二醇装置。该工艺路线长、工艺装置多、投资高,与已有焦化装置上下游一体化的优势不明显。
本文将采用以焦炉煤气和焦炭为原料,生产氢气、一氧化碳,再采用偶联加氢合成法生产乙二醇,可实现原料本地化、上下游产品一体化、节能减排低碳化,促进我国的焦炭工业跨上新的台阶。以焦炉煤气和焦炭为源头生产乙二醇装置的技术经济方案进行分析,从工艺技术方案、公用工程配置、投资及经济效益等方面进行详细阐述。
1 焦炉煤气、焦炭制乙二醇装置的工艺技术方案
焦炉煤气、焦炭制乙二醇装置工艺流程框图见图2。

图2 焦炉煤气、焦炭制乙二醇装置工艺流程框图
2 工艺装置配置
焦炉煤气、焦炭制乙二醇装置的基本配置为:氢气分离、焦炭制一氧化碳、二氧化碳回收、空分、合成气制乙二醇,共五套工艺装置。
2.1 氢气分离装置
焦炉煤气富含H2、CO、CH4、CO2等,随着炼焦配比和操作工艺参数的不同,焦炉煤气的组成略有变化,一般焦炉煤气的组成见表1[3]。

表1 焦炉煤气的组成
本装置采用变压吸附提氢工艺技术。焦炉煤气先进入预处理系统,经脱萘、干法脱硫、压缩、除油等预处理后,进入PSA-H2系统的吸附器,吸附压力1.7MPa,吸附器顶部输出的氢气压力约1.7MPa,经氢气缓冲罐后,送到后处理单元,经脱氧、脱水、干燥后,产品氢气直接送往乙二醇装置,作为乙二醇加氢的原料气。解吸气作为预处理器和脱萘器的再生气,对预处理器和脱萘器进行再生后,直接输出至焦炉作燃料。此流程技术成熟,具有操作可靠、稳定运行等特点[4]。
2.2 焦炭制一氧化碳
本装置采用焦炭、纯氧和二氧化碳连续制备技术[5]。装置由造气单元、脱硫工单元、变压吸附等组成。以焦炭为原料,氧气及二氧化碳为气化剂,在新型一氧化碳气化炉内进行气化反应,制得粗煤气,选用湿法与干法结合脱硫工艺,再经变压吸附单元获得高纯一氧化碳直接送往乙二醇装置。
新型一氧化碳气化炉的特点是:连续加料,连续气化,间歇排渣,自动化控制水平高,操作运行平稳。炉体采用耐火隔热层外加水夹套结构,尽量减少副产蒸汽量保证热量用于还原反应。专用炉篦具有均匀布气、破渣、排渣等多种功能。炉体结构简单,故障率低。
使用焦炉回收的CO2气体,变废为宝,降低原料消耗。二氧化碳除参加反应外,还起到载热体作用和调节温度作用[6],控制燃烧层最高温度在灰熔点50℃以下,防止灰渣结块。

图2 工程费用的组成
2.3 二氧化碳回收装置
焦炉烟气经蓄热室预热空气和余热回收后,经总烟道、烟囱排至大气。由于烟道气中含有大量二氧化碳,由此产生的“温室效应”也日益影响着全球气候[7]。本文结合烟道气的特性以及焦化企业的特点从资源化利用二氧化碳的角度提出从烟道气中回收部分二氧化碳,不但为焦化企业节能减排、创造绿色经济做出贡献,同时也满足焦炭制备一氧化碳装置的原料需求。
从烟道气中回收CO2,国内外主要采用MEA(一乙醇胺)法。但常规MEA法存在设备腐蚀性严重、溶剂降解损耗大和蒸汽消耗高等缺点。考虑到烟道气中CO2分压低,且含O2,常规方法都不适用,为此本装置采用从烟道气中回收CO2新技术,该技术采用复合胺水溶液,同时添加抗氧剂和防腐剂。该溶剂具有较高的吸收速度和吸收能力;与传统的MEA法相比,吸收能力提高25%,能耗降低30%,操作费用降低30%以上,解决了MEA法存在的胺氧化降解等问题。同时溶剂对设备基本不腐蚀,适用于回收低分压CO2,尤其是回收烟道气中的CO2,具有较高的实用价值。
2.4 空分装置
目前深冷法制取氧气的空分装置流程主要有两大类:全低压外压缩流程和液氧内压缩流程[8]。外压缩流程就是空分设备生产低压氧气,然后经氧压机加压至所需压力供给用户,也称之为常规空分。与外压缩流程相比,内压缩流程主要的技术变化在两个部分:精馏与换热。外压缩流程空分是由精馏塔直接产生低压氧气,再经主换热器复热出冷箱;而内压缩流程空分是从精馏塔的主冷凝蒸发器抽取液氧,再由液氧泵加压至所需压力,然后再由一股高压空气与液氧换热,使其汽化出冷箱作为产品气体。可以简单地认为,内压缩流程是用液氧泵加上空气增压机取代了外压缩流程的氧压机。
针对焦炉煤气、焦炭制乙二醇装置所需氧气的条件,空分装置采用常温分子筛预净化,空气增压透平膨胀机提供装置所需冷量,液氧自增压,全低压精馏工艺。
2.5 合成气制乙二醇装置
以一氧化碳、氢气和甲醇为原料,用草酸酯加氢合成法生产乙二醇。草酸酯加氢合成法有液相法和气相法两种技术[9]。与液相法相比,气相法采用固定床,不需要催化剂分离装置,减少了催化剂的损失;不需要高压反应器,减少了固定投资和动力消耗;不需要脱水,副产物少等优点。该方法在经济和技术上具有较强的竞争力,并随着生产规模的扩大,其优势更加明显。
3 公用工程配置
焦炉煤气、焦炭制乙二醇装置需配套以下公用工程。
3.1 供热
(1)蒸汽。焦炉煤气、焦炭制乙二醇工艺装置所需的供热蒸汽主要由热电站的外供蒸汽和工艺装置自产蒸汽所组成。各装置在使用蒸汽及余热回收时,尽可能使用低等级蒸汽,发生高等级蒸汽,以提高热利用率。
(2)锅炉给水。热电站设置公用锅炉给水装置,满足工艺装置区和动力站的锅炉给水系统使用。
(3)冷凝水回收系统。工艺装置区和动力站产生的工艺凝结水和透平凝结水,由泵送至凝结水站精制处理,再供工艺装置使用。
(4)脱盐水。工艺装置所需的脱盐水,主要由凝结水站提供的精制冷凝液为主,不足部分由脱盐水站提供。
3.2 供配电和通信
作为煤焦化工工程,可靠的电力供应是保证其正常运作的前提条件之一。按照能量综合利用的原则建设热电站,不仅能提供工艺装置所需的蒸汽, 还能提供所需部分电力,提高了资源的利用效率。焦炉煤气、焦炭制乙二醇装置建35kV变电所2座,分别位于各工艺装置、公用工程及辅助生产设施内,为各用电负荷供电。
装置的电信设计包括以下系统:电话及计算机网络系统、火灾报警系统、电视监控系统。
3.3 给排水
(1)给水系统需配置循环水系统、生活与生产水系统和消防水系统等。1)循环水系统需设置循环水场,供水压力大于0.6MPG,回水压力大于0.2MPG。出塔温度与进塔温度的温差10℃,采用余压循环回水上塔。补充水为生产水。2)生活与生产水系统需设置净水站,生活水水质符合《生活饮用水卫生标准》GB 5749-2006的要求,主要用于安全淋浴器、洗眼器及洗脸盆等生活设施;生产水水质满足用户的要求,主要用于冲洗水、生产用水、循环补充水等。3)消防水为稳高压消防给水系统,由消防泵房供给。
(2)排水系统含雨水及事故水系统、生活污水系统、生产污水系统等:雨水及事故水系统需设置雨水收集池及监控池,事故时产生的消防水和工艺物料泄露等污染水先进入装置内的污染雨水储存池,并通过溢流进入雨水系统,汇集到全厂事故池进行储存,事故后根据水质监测情况将事故水提升送至污水处理场进行处理或送至厂外雨水系统。
生活污水系统通过各装置内的管道收集后,自流接入污水处理场。
各区域生产污水、初期雨水、地面冲洗水通过管道收集后自流至污水处理场。
3.4 储运系统
储运系统、厂内外工艺及热力管网主要包括厂内原料罐区和乙二醇产品罐区,厂内工艺及热力管网及乙二醇成品的出厂设施。
3.5 空压站
空压站是为工艺用户提供一般压缩空气、为仪表用户提供洁净、少油、无水的常温压缩空气。
4 投资及经济效益分析
分析焦炉煤气、焦炭制乙二醇装置的总投资中工程费用组成以及工艺生产装置投资组成见图3、图4。

图3 工艺生产装置投资组成
由图3、图4分析,若没有公用工程可依托,完全新建一套焦炉煤气、焦炭制乙二醇装置的话,其配套系统占工程投资比例近30%。而工艺生产装置的投资比例中,合成气制乙二醇装置比重最大,占到75%。这是因为乙二醇所需合成气配置方案合理,最大限度地利用原有焦化装置附加值低的产品,上下游一体化程度较好,合成气配置的技术方案及投资费用成为合成气制乙二醇联合装置的关键所在。
以某焦化企业提供的原料和公用工程价格为例:焦炉煤气为0.6元/标立,焦炭为1800元/吨,原水为2元/吨,电为0.58元/度,动力煤为500元/吨,进行20万吨/年焦炉煤气、焦炭制乙二醇装置的各项成本初步测算,如表2。

表2 焦炉气制乙二醇成本组成表
由表2可以分析焦炉煤气、焦炭制乙二醇装置的成本组成,见图5、图6。
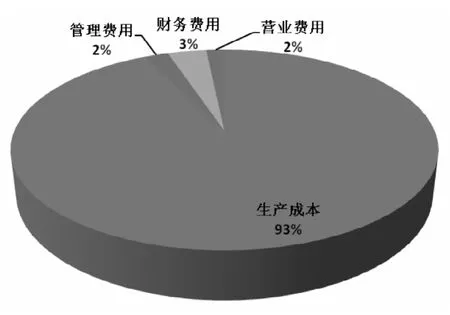
图5 焦炉煤气、焦炭制乙二醇成本组成图

图6 原材料和辅助材料成本分布图
由图5分析,焦炉煤气、焦炭制乙二醇装置单位产品成本组成中:生产成本最大,占总成本的93%;其次是财务费用约为3%,主要是利息的支出;再次是管理费用,主要是无形资产的摊销和其他管理费用。
由图6可见,焦炉煤气是原材料和辅助材料成本中最大用户,约占该部分成本的56%;其次是焦炭约为28%,由此可知,配置合成气制乙二醇主要原料氢气和一氧化碳的成本最大,占原材料和辅助材料成本的84%,说明该配气方案科学合理。
近几年乙二醇价格波动幅度较大,在这个过程中,高成本的乙烯法生产企业是市场价格的重要确定因素。预计在未来几年中,这些高成本的企业将逐渐退出市场,从而让草酸酯加氢合成法制乙二醇的生产企业享有可观的利润。预计随着市场供需的新一轮平衡,只有那些拥有先进配置合成气技术或(和)拥有经济的原料供应的企业能够胜出,则投资焦炉煤气制乙二醇项目具有较低的生产成本,应能取得较好的收益。
5 结语
(1)以焦炉煤气、焦炭为原料,经过氢气分离、焦炭制一氧化碳、二氧化碳回收、空分、合成气制乙二醇等工艺路线,以氢气、CO与甲醇为原料,采用草酸酯加氢合成法生产乙二醇是一条工艺可行的路线。
(2)焦炉煤气、焦炭制乙二醇装置的总成本为3231元/ t乙二醇产品,成本指标优势明显且处于国内先进水平。原材料消耗是整个乙二醇产品的最大成本,而副产品销售的盈利以及焦炉煤气脱氢后的尾气做燃料气,可较大降低产品成本,提高经济效益。
(3)合成气制乙二醇装置的成本关键看配置合成气的价格,采用低廉的焦炉煤气和焦炭组合配置合成气的方案具有较低的生产成本,具有较好的经济收益。
[1]姚占强,任小坤等.焦炉气综合利用技术新发展.中国煤炭,2009,3:71~75.
[2]郑文华,张兴柱.中国焦炉煤气的应用现状与发展.第十三届全国造气技术年会论文集,2005,4:64~68.
[3]程林生,曹阳等.利用焦炉煤气富氧催化转化制合成气的设计工艺.山西化工,2007,10:44~47.
[4]王树奇.焦炉煤气变压吸附制氢工艺技术应用评述.新疆钢铁,2007,1:25~26.
[5]马斌,邓蜀平.焦炭、纯氧、二氧化碳制一氧化碳气化工艺技术经济分析.中国化工学会天然气化工与合成气化学新技术研讨会论文集.
[6]赵登凌,彭波等.CO2及O2气化焦炭制备高纯co成套工业化新技术的开发与应用.煤化工,2002,1:29~32.
[7]张述明,李燕飞.承钢焦炉烟道废气余热回收技术探讨.北方钒钛,2011.4.
[8]林知望.空分设备内压缩流程与外压缩流程的比较与选择.深冷技术,2007,4:25~28.
[9]张海松.合成气间接法制乙二醇技术的发展.化工设计通讯,2009,12:37~39.
猜你喜欢
分子催化(2022年1期)2022-11-02
四川化工(2022年1期)2022-03-12
四川化工(2022年1期)2022-03-12
昆钢科技(2021年6期)2021-03-09
中国特种设备安全(2019年5期)2019-07-16
华东理工大学学报(自然科学版)(2015年5期)2015-02-27
河南科技(2014年14期)2014-02-27
河南科技(2014年12期)2014-02-27
河南科技(2014年11期)2014-02-27
河南科技(2014年8期)2014-02-27
