
盐浴软氮化工艺在燃气轮机零件上的应用
2014-12-03 05:36:56丁丽锋
热力透平 2014年4期
张 进,宋 帆,丁丽锋
(上海电气电站设备有限公司汽轮机厂,上海 200240)
近年来,随着汽车行业、机械制造行业的飞速发展,一种盐浴软氮化工艺也迅速发展起来。同气体氮化、离子氮化相比,该工艺有自己的优势,如时间短、成本低、氮化层均匀、氮化后不需磨削加工,可直接进行装配等。特别是对只需要局部区域氮化的零件,盐浴软氮化有无可比拟的优势。上海汽轮机厂从西门子引进的E 级、F 级重型燃气轮机中的许多马氏体不锈钢、奥氏体不锈钢和合金钢零件都采用了盐浴软氮化表面处理。本文对这些材料进行了工艺试验,并对氮化层性能以及生产中碰到的问题进行了分析和总结,为今后燃机零件的表面处理、加工及装配提供参考。
1 试验材料及试验方法
根据产品的需要,选用了4种有代表性的材料 25Cr2MoVA、2Cr13、2Cr12MoV 和X8CrNiNb16-13,软氮化前X8CrNiNb16-13经固溶处理,其它3种材料经调质处理,热处理后加工成Φ8/Φ10×150mm 的圆棒试样,表面粗糙度Ra≤1.6μm。
试样在井式盐浴炉中进行软氮化处理,氮化完毕后,通过性能和微观组织分析,从而找到最合适的工艺参数,为产品生产做准备。我们选取的软氮化温度分别为530±5℃、565±5℃、590±5℃,时间为90~240min,试样软氮化工艺流程如下:氮化前检验→脱脂→表面清洗→预热→盐浴软氮化→冷却→清洗。
2 试验结果与分析
2.1 盐浴软氮化工艺参数对氮化深度的影响
图1为25Cr2MoVA 钢在不同工艺参数下进行盐浴软氮化后的显微组织,可以看出,在相同的氮化时间内,随着氮化温度从530 ℃提高到590℃,化合物层(白亮层)的厚度随之增加;但590℃盐浴的试样保温150min后,表面粗糙度变差;在565℃的温度下氮化,随着氮化时间的延长,化合物层(白亮层)的厚度增加。通过氮化形貌可看出,氮化层的厚度均匀、一致。根据文献[1],若温度过低,盐浴的活性和流动性变差;若温度过高,会导致渗速过快,产生的渗氮层不致密,影响工件的表面粗糙度,而且高温会加速氮化熔盐的老化。因此综合考虑各种因素,本试验盐浴温度控制在565℃左右,可获得合适的渗速,且能缩短氮化时间,便于组织生产。
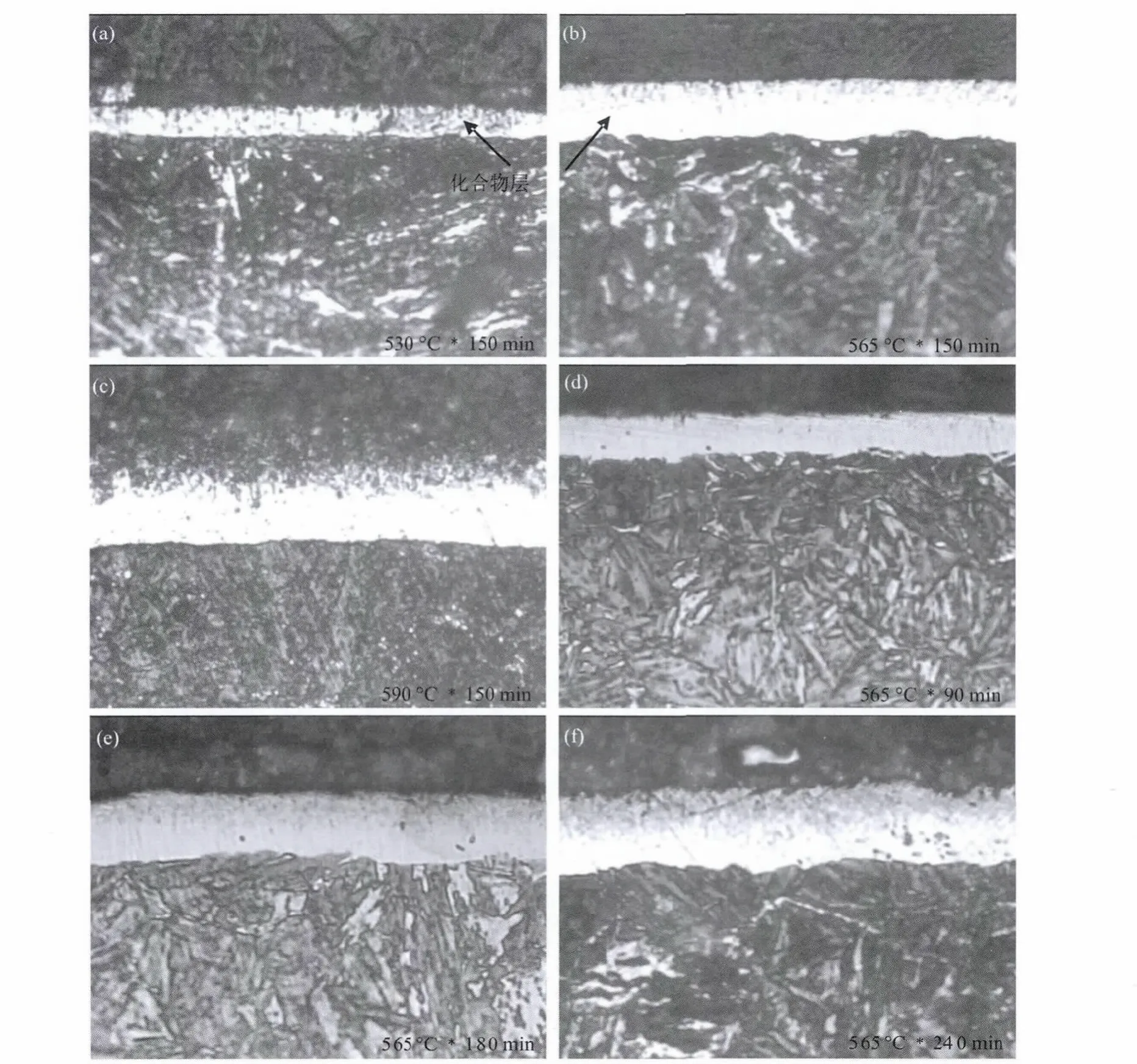
图1 25Cr2MoVA 在不同温度和时间软氮化后的显微组织(腐蚀后,×400,(a)、(b)、
2.2 不同材料的氮化层厚度
为了研究氮化层的脆性情况,按照GB/T11354-2005《钢铁零件渗氮层深度测定和金相组织检验》测试,脆性为1级(见图2),压痕边角规整。与常规气体氮化不同,盐浴软氮化后在表面上形成了以Fe(2-3)N为主的ε相[2]氮化层,它几乎没有脆性,使零件的表层获得耐磨、抗咬合、耐蚀和抗疲劳等优良特性,因此零件氮化后可以不需磨削加工,直接装配使用。
采用金相法和硬度法测量了其渗层深度(取比基体维氏硬度高50HV 处的垂直距离作为渗氮层深度),结果见表1,为了便于区分,将化合物层与基体之间的过渡区称为扩散层,总渗层为化合物层深度和扩散层深度之和。可以看出,低合金钢获得的总渗层最深,且过渡层也较深,比较容易氮化。

图2 2Cr12MoV 和X18CrNiNb16-13材料软氮化后的氮化层厚度测试

表1 不同材料软氮化后的渗层硬度对比(HV0.1) 单位:μm
2.3 不同材料的氮化层硬度
我们研究了 25Cr2MoV、2Cr13、X8CrNiNb16-13三种材料盐浴软氮化后硬度变化情况,结果见表2 和图3。材料的软氮化工艺为565℃×90min。对比可以看出,盐浴软氮化对低合金钢、马氏体耐热钢、奥氏体不锈钢均可行,对材料的适应性强。特别是对于奥氏体不锈钢,氮化后可以显著提高材料的表面硬度。

表2 不同材料软氮化后的渗层硬度梯度测试数据(HV0.1) 单位:μm
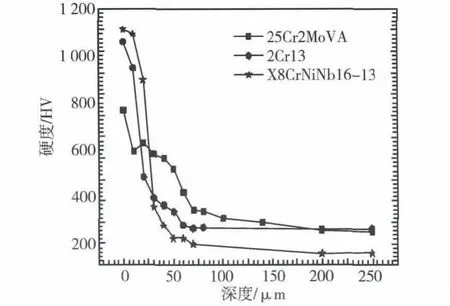
图3 25Cr2MoVA、2Cr13和X18CrNiNb16-13材料氮化层硬度比较
2.4 盐浴软氮化后的变形
在我厂燃机零件的实际生产中,有一些垫片、锁环、板及圆筒类的零件需要进行盐浴软氮化,这些零件形状各异,尺寸从10~1 000mm 不等,其中有些零件有很高的加工以及装配精度要求,因此我们研究了不同零件软氮化前后的尺寸变化情况。
选取了有代表性的材料和工艺,测量了试样软氮化前后的尺寸,每个试样测试3次取平均值,结果见表3。对比可以看出,随着氮化时间从90 min到240min,试样外圆直径尺寸有所增加,但变化值都很小,基本处于零件图样规定的公差范围内(0.1mm 以下)。其中2Cr12MoV 材料数据为本厂圆筒形零件经局部盐浴软氮化后测试的结果,单面膨胀量在30μm 以内(设计要求圆环壁厚14.4-0.2mm),远小于零件规定的公差极值。
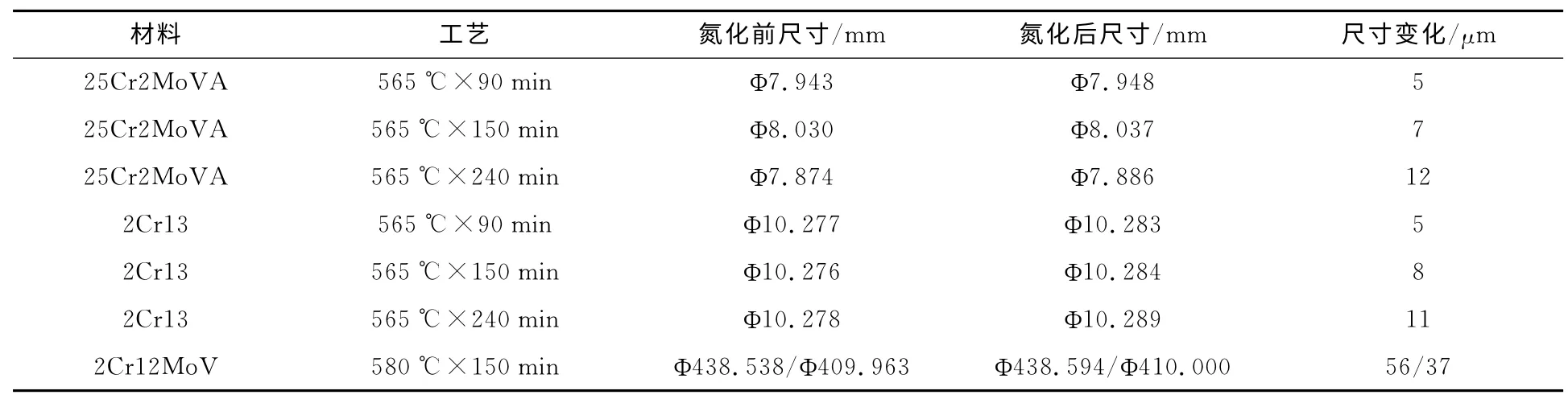
表3 不同材料软氮化后尺寸数据测试值
虽然盐浴软氮化造成的变形很小,但是对于一些有紧密配合和较高公差要求的零件,仍需注意氮化后的变形问题。例如某燃气轮机压气机轴承座中的垫片(见图4),材料为X8CrNiNb16-13,尺寸为224×100×10mm,设计要求上、下表面装配时的平面度≤20μm,试生产时加工了6块垫片,盐浴软氮化后变形超差达60~100μm,经返修后仍然超差。经分析,变形原因是由于材料为奥氏体不锈钢,固溶后的硬度只有130HV,零件比较薄,刚性不足,机加工后零件内部产生了较大的残余应力,在盐浴软氮化后应力释放,造成零件变形。
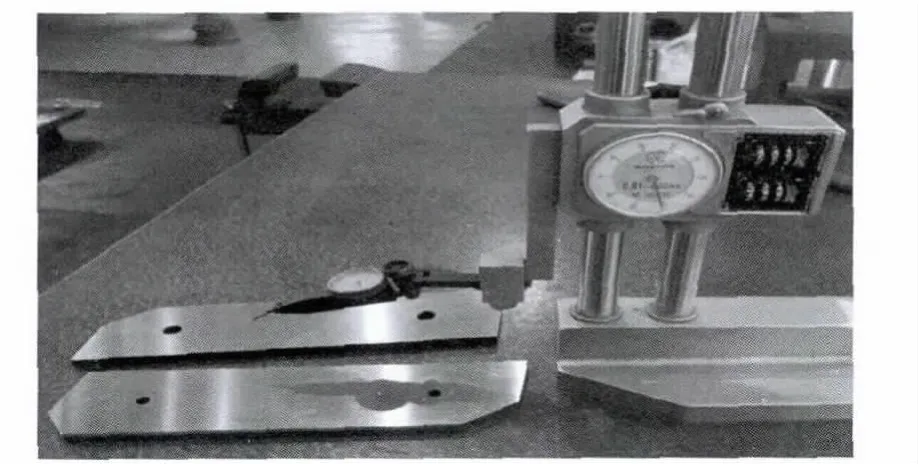
图4 X8CrNiNb16-13垫片的尺寸测量
为了解决变形超差的问题,对工艺进行了调整,将除应力处理前保留的加工余量减小,同时提高除应力的温度,使零件因加工产生的内部残余应力消除得更彻底;其次改进机加工工艺,工件在铣削完表面后,上下表面反复多次磨削加工,控制平面度,盐浴软氮化后再次测量变形量,最终结果满足了设计要求。
2.5 氮化零件的耐腐蚀性
燃机中软氮化的零件工作在一定压力的和湿度的蒸汽环境中,要求有一定的耐腐蚀性能。为此,我们对盐浴软氮化前后的材料进行了腐蚀性能测试,试验按照ASTM B117-2009盐雾试验标准进行。图5 为25Cr2MoVA 钢经72h 中性盐雾试验后的图片,可以看出氮化后的试样未出现锈迹,未氮化试样则出现严重锈蚀。试验结果表明,对于合金钢零件,经过盐浴软氮化后,表面形成的氮化层可提高材料的耐腐蚀性。
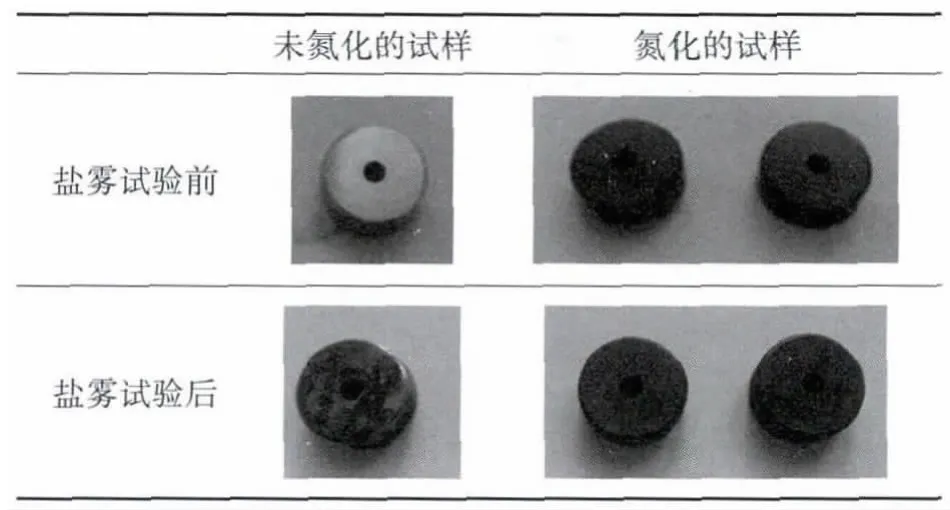
表4 25Cr2MoVA 软氮化前后的盐雾腐蚀性能对比
3 结论
本文通过一系列工艺试验和对比测试分析,获得了4种材料盐浴软氮化的最佳工艺参数:盐浴温度565℃左右,保温时间2~3h。通过盐浴软氮化前后的尺寸测量,证明了零件软氮化后尺寸变化很小,对于加工精度要求高的零件,可通过氮化前的机加工和热处理工艺进行残余应力控制,从而减小氮化后的变形。
本文对比了马氏体耐热不锈钢、奥氏体不锈钢和低合金钢材料的盐浴软氮化层的性能,积累了氮化层的部分基础数据,可为今后类似材料的加工、盐浴软氮化、检验及装配提供参考。
[1]潘健生,胡明娟.热处理工艺学[M].北京:高等教育出版社,2009.
[2]王忠诚,王东,李扬.内燃机气门的新型液体软氮化盐浴[J].热处理技术与装备,2011,32(3):46-51.
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:34
陶瓷学报(2021年1期)2021-04-13 01:33:08
山东冶金(2019年1期)2019-03-30 01:35:32
热处理技术与装备(2019年1期)2019-03-14 08:07:20
电子制作(2018年12期)2018-08-01 00:47:48
电镀与环保(2017年6期)2018-01-30 08:33:27
中学生数理化·八年级物理人教版(2017年10期)2018-01-22 03:04:00
制造技术与机床(2017年8期)2017-11-27 02:10:21
上海金属(2016年2期)2016-11-23 05:34:32
制造技术与机床(2015年10期)2015-04-09 07:06:00
