
聚硅酸氯化铝对焦化废水脱色效果的研究
2014-12-02 08:11:24刘智峰
杭州化工 2014年1期
刘智峰
(陕西理工学院化工学院,陕西 汉中723001)
焦化废水脱色一直是焦化废水处理中存在的一个难题,这主要是因为焦化废水中的某些有机化合物无法降解,这些化合物中有些含有烯键,磺酰胺基,羧基酰胺基,羰基和硝基等生色团,而且含有助色团,它们相互作用造成出水色度很高[1]。目前对焦化废水脱色处理主要采用生化法,但生化法对焦化废水色度的去除不很理想,关于焦化废水色度达标排放的报道也很少。 针对生化法脱色效果不理想这一问题,通常在生化出水后加上活性炭或粉煤灰吸附、 混凝等深度处理工艺对其进行脱色。 活性炭脱色效果较好,但存在再生困难、运行费用高等问题;粉煤灰等成本低且达到以废治废的目的,但使用后大量粉煤灰的处置又是一个大问题。为解决这些传统方法存在的问题,众多学者致力于研究开发新的脱色技术和工艺。 聚合氯化铝(缩写PAC)是一种新型无机高分子净水剂,具有混凝性能好、絮体大、效率高、用量少、沉淀快、适用范围广等优点,其中的铝主要以带正电荷的聚羟阳离子形态存在,具有吸附电中和及压缩双电层的能力,从而可实现废水的净化与脱色的效果[2]。 本文采用聚硅酸氯化铝对焦化废水脱色效果进行研究,为该类废水在生产实践中的处理提供借鉴。
1 材料与方法
1.1 废水来源与性质
实验所需焦化废水取自汉中某焦化厂。 废水水质情况见表1。

表1 废水水质参数表
1.2 实验仪器与试剂
仪器:722 型分光光度计;SHZ-ó 型循环水真空泵;DK-98-1 型电热恒温水浴锅;JJ-4 型六联搅拌器;PHS-3C 型pH 计;GR-205 电子天平。
试剂:硅酸钠(SiO2含量为35%);聚合氯化铝(Al2O3含量为10%);1 mol/L 盐酸;1 mol/L 氢氧化钠溶液。
1.3 实验方法
(1)选用pH、投加量、温度、搅拌时间四因素进行单因素实验,研究聚硅酸氯化铝对焦化废水脱色的影响。 采用分光光度法测定色度。
(2)色度的测定:首先将水样过滤,将滤液在754 型紫外分光光度计上扫描,确定特征光谱为415 nm。然后用色素配制一系列模拟有色废水,使用722 型分光光度计在波长415 nm 处测定模拟有色废水的吸光度,制作标准曲线[3]。 如图1 所示,横坐标表示模拟废水中色素的浓度。

图1 模拟有色废水的吸光度
(3)脱色率% =(色度值处理前-色度值处理后)/色度值处理前× 100%
1.4 聚硅酸氯化铝的制备
聚硅酸的制备:称取20 g 硅酸钠固体,并用去离子水将其稀释至SiO2含量为2.5%,用盐酸调节其pH 值至5 ~6,当出现淡蓝色时,停止聚合。
聚硅酸氯化铝的制备:按Al/Si 为1.0 向聚硅酸中加入聚合氯化铝固体 (Al2O3含量为10%),在室温下搅拌30 min,熟化,即得聚硅酸氯化铝絮凝剂[4](Si 的含量为7.1 mg/mL、Al 的含量为13.8 mg/mL)。
2 结果与分析
2.1 pH 对脱色率的影响
分别在7 个洁净的烧杯中各取水样50 mL,用1 mol/L 盐酸和1 mol/L 氢氧化钠调节pH 值分别为4.0、5.0、6.0、7.0、8.0、9.0、10.0,然后分别投加浓度为7.1 mg/mL 的聚硅酸氯化铝絮凝剂18 mL,反应温度为28 ℃,搅拌时间为30 min,反应完成后静置30 min,取上清液测其吸光度,并计算其脱色率。 结果如图2 所示。

图2 pH 值对脱色率的影响
由图2 可知,在pH 值为7 ~9 时,脱色率的值较高,这是因为当废水的pH 值较小时絮凝剂处于酸性条件下,聚硅酸氯化铝聚合沉积,失去絮凝特性,故其絮凝效果较差;而当pH 值较高时,聚硅酸氯化铝电离出的Al3+发生水解作用而降低絮凝效果。 因此,选择该絮凝剂的最佳的pH值为8。
2.2 投加量对脱色率的影响
分别在9 个洁净的烧杯中各取水样50 mL,用1 mol/L 氢氧化钠调节pH 值为8.0,分别投加浓度为7.1 mg/mL 聚硅酸氯化铝(以Si 的量计)10、12、14、16、18、20、22 mL,搅拌时间为30 min,反应温度为28 ℃,反应完成后静置30 min,取上清液测其吸光度,并计算其脱色率。结果如图3 所示。

图3 投加量对脱色率的影响
由图3 可知:随着投加量的增加,脱色率也随之增加,聚硅酸氯化铝絮凝剂投加体积为16 ~20 mL 时 (此时投加量为2.272 ~2.840 mg/mL),焦化废水的色度去除率较高。 当投加体积为18 mL(投加量为2.556 mg/mL)时,色度的去除率达最大。 但随着投加量的再增加,脱色率又开始下降,这是因为过量的Al3+使悬浮颗粒物所带电荷为正电荷发生逆转,导致水中某些污染粒子的重新悬浮,发生再稳定,混凝效果反而下降[5]。 综合考虑,最佳投加体积为18 mL(投加量为2.556 mg/mL)。
2.3 温度对脱色率的影响
分别在8 个洁净的烧杯中各取水样50 mL,用1 mol/L 氢氧化钠调节pH 值为8.0,搅拌时间为30 min,投加浓度为7.1 mg/mL 的聚硅酸氯化铝18 mL,然后分别控制反应温度为20、22、24、26、28、30、32、34 ℃,反应完成后静置30 min,取上清液测其吸光度,并计算其脱色率。 结果如图4所示。
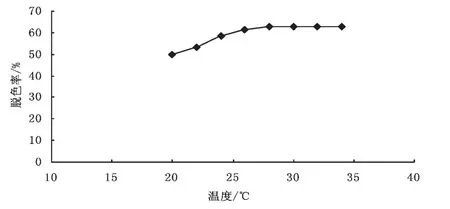
图4 温度对脱色率的影响
由图4 可知,随着温度的增加脱色率也随之增加,当温度在26 ~28 ℃时脱色效果较好,当温度为28 ℃时,脱色率达到最大值为63%,随着温度的增加脱色率趋于稳定不变,这是因为聚硅酸氯化铝水解是一个吸热过程[6],水温高有助于聚硅酸氯化铝的水解,温度继续升高,水解达到饱和,所以综合考虑最佳反应温度为28 ℃。
2.4 搅拌时间对脱色率的影响
分别在8 个洁净的烧杯中各取水样50 mL,用1 mol/L 氢氧化钠调节pH 值为8.0,调节温度为28 ℃,投加浓度为7.1 mg/mL 的聚硅酸氯化铝18 mL,然后分别控制搅拌时间为5、10、15、20、25、30、35、40 min,反应完成后静置30 min,取上清液测其吸光度,并计算其脱色率。结果如图5 所示。
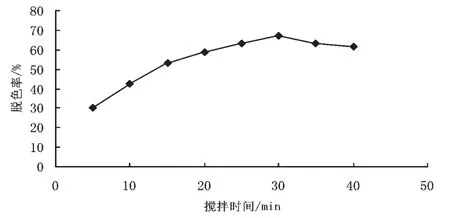
图5 搅拌时间对脱色率的影响
由图5 可知,随着搅拌时间的增加脱色率也随之增加,当搅拌时间为30 min 时,达到最大脱色率值为67%,但随着搅拌时间的再增加脱色率又开始下降,这是因为所有絮状物在过度搅拌下都会破裂。 如果搅拌时间过长,絮体破裂后,暴露出新的吸附位置,吸附溶液中过量的聚合物。由于吸附的过量聚合物产生斥力,不能使絮体重新结合,则会将能够沉降的颗粒被搅碎后又变成不可沉降的颗粒。 如果搅拌时间过短,则会使絮凝剂和固体颗粒不能充分接触,不利于絮凝剂捕集胶体颗粒,而且絮凝剂的浓度分布也不均匀,不利于发挥絮凝作用。 所以得出最佳搅拌时间为30 min。
3 结论
实验结果表明,最佳反应条件为:聚硅酸氯化铝的投加量为2.556 mg/mL,pH 值为8,搅拌时间为30 min,反应温度为28 ℃。此时,焦化废水的色度除去率达到67%。
[1]李琛. 阳离子淀粉对焦化废水的脱色性能研究[J]. 杭州化工,2012,(02):22-23,26.
[2]李琛. 聚硅酸铝铁处理含铬废水的实验研究[J]. 电镀与精饰,2013,(08):44-46.
[3]黎学海. 铟置换液制备聚硅酸氯化铝及其脱色性能研究[J].工业水处理,2009,9(3):56-62.
[4]李洁.改性聚合氯化铝絮凝剂的制备及性能研究[J].应用化工,2009,38(5):14-25.
[5]李琛,王康萍,吴雷. 聚硅酸铝铁处理皂素废水的实验研究[J]. 化工技术与开发,2012,(11):58-60.
[6]阳立平.焦化废水脱色研究进展[J].工业用水与废水,2008,15(5):32-34.
猜你喜欢
云南化工(2021年10期)2021-12-21 07:33:36
化工管理(2017年16期)2017-03-05 12:24:15
中国生物医学工程学报(2017年6期)2017-02-10 05:11:45
材料科学与工程学报(2016年2期)2017-01-15 13:34:24
文物保护与考古科学(2016年4期)2016-05-17 05:31:22
现代农业(2016年6期)2016-02-28 18:42:48
色谱(2015年6期)2015-12-26 01:57:36
应用化工(2014年1期)2014-08-16 13:34:08
中国非金属矿工业导刊(2014年4期)2014-02-28 09:20:52
电子设计工程(2014年12期)2014-02-27 11:58:15
