模拟环境件的定位和检测设计
2014-11-28 13:22刘丽娜LIULina
价值工程 2014年24期
刘丽娜LIU Li-na
(上汽通用五菱汽车股份有限公司,柳州 545007)
(SAIC-GM-Wuling Automobile Co.,Ltd.,Liuzhou 545007,China)
0 引言
随着汽车行业竞争日趋激烈以及客户对整车的外观及功能要求的逐步提高,整车尺寸质量的提高已成为一个迫切需要解决的问题。整车上通常有几千个零件,直接对尺寸有影响的也有上百个,据经验统计,整车匹配中约70%-80%的问题是由于零件尺寸问题引起的。而影响零件尺寸的因素也很多,有设计因素、制造因素、检测因素、焊接或装配操作因素、环境因素等等。要想控制好零件尺寸,就需要对各个环节严格控制,而产品开发前期的结构和尺寸设计尤为重要,因为合理的设计将直接带来开发周期的缩短和设变成本的降低。
本文仅针对带卡扣、卡钩或加强筋条类的内外饰零件的定位和检测设计进行详细讨论,制定出更符合实车装配情况的的定位和检测方案。
1 现状
目前该类内外饰件的定位和检测设计主要依靠经验及产品区域的功能性要求来确定,常会表现出零件在检具上的尺寸检测结果与实车装配效果存在不一致现象。在后期整车尺寸匹配出现问题时也往往过多的考虑通过提高零件的制造精度来改善,而忽略了分析零件定位、检测设计是否足够合理,是否与最终的装配有较高的吻合度。
1.1 以门装饰板总成零件为例,本公司惯用的定位设计方案是采用装饰板上的卡扣安装座面作为定位面、卡扣安装孔做为定位孔,具体的定位如图1。
考虑卡扣结构的特殊性,向门内板钣金上装配时其存在一个与钣金相压的缓冲面,且卡扣体与门钣金上的安装孔是紧配合,而卡扣与门装饰板上的卡扣安装座之间一般有0.5-1mm 的间隙量(如图2)。这样以上述的精确定位(A 是基准面,B/C 是基准孔,位置度分别为0/0.05)方式定位零件之后再进行周边匹配面的检测,就与门装饰板总成的真实装配状态存在较大的差异。而且对于装饰板上与门钣金匹配的面/切边的检测在检具上一般是按间隙检测(零件待测型面与检具工作面离空3mm或5mm)的方式实现的(如图3),与产品设计时的过盈配合也不相同。
这样经尺寸检测合格的零件往往在实际装车时表现出较差的匹配结果,一般为装饰板局部与门钣金离空0.5-2mm,直接影响DTS,也就是说零件检测结果未能很好地指导匹配。
上述塑料卡扣的情况也可以推广到金属卡扣。金属卡扣安装时在定位方向上是有弹力的,与直接采用金属卡扣的塑料安装座做零件的定位也存在差异。
1.2 对于带卡钩的零件,如尾门地毯压条(图4),零件装配时是靠一系列卡钩与相搭接的零件(侧围下装饰板)扣紧的,而卡钩的作用面往往也是不规则的,在进行零件定位和检测设计时,如果不考虑卡钩的作用,而仅仅是选择一些工序基准限制住6 个自由度进而对零件匹配区域进行尺寸检测,或者是仅对这些卡钩定义一个普通的型面或位置检测要求,也同样会导致零件尺寸检测结果与实际装车状态不相符。
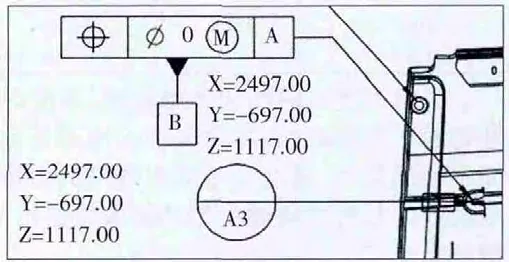
图1 门装饰板总成定位

图2 卡扣配合
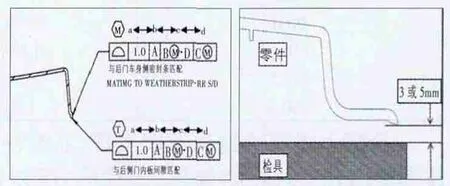
图3 门装饰板匹配面的检测要求及检测方式
1.3 对于带筋条且筋条在车身上装配时有辅助定位作用的零件(如A 柱装饰板),以前的处理方式往往是定位设计时忽略了筋条的作用,筋条既不做定位也未检测。在这种情况下检测零件的匹配尺寸,其状态往往较差或至少比装车时的匹配状态要差,而且有时会出现零件在检具上放不稳的情况。这很可能会导致对单个零件的尺寸质量提出过高的要求以满足合格率目标从而提高了零件开发的成本或延长开发周期。

图4 尾门地毯压条
2 模拟环境件的定位和检测设计
所谓“环境件”即零件周边与其相匹配的其它零件的总称。例如,前照灯的环境件有发罩、格栅、前保、翼子板、灯罩,后侧围装饰板的环境件有后侧围内板、尾门地毯压条、后侧门地毯压条、顶盖内衬,等等。
2.1 模拟环境件的定位设计
在基准统一的大原则下,对于绝大多数内外饰零件,设计基准是要与装配基准一致的,零件尺寸检测时采用与装配基准一致的基准体系,这样可以减少基准转换带来的定位误差。鉴于上述几种检测状态与实车装配不符的问题,零件的定位模拟环境件来设计,以期能更真实、更快地通过零件在检具上的状态反映出零件在整车上潜在的匹配问题。
2.1.1 仍以门装饰板总成为例,模拟环境件的定位设计如图5。
其中A 是门内板钣金上与卡扣对应的安装面,B 是门内板钣金上与卡扣对应的安装孔。零件在这个基准体系下定位不需要另外的压紧,完全依靠卡扣的卡紧力,这也是与实车装配状态一致的。
这里需要指出的是,模拟环境件定位设计时需要明确环境件(门内板钣金)的孔/面坐标位置、孔径大小、板厚信息,以方便检具上定位设计。通常检具上在卡扣位置会做出开合机构以方便零件取出。具体形式如图6。
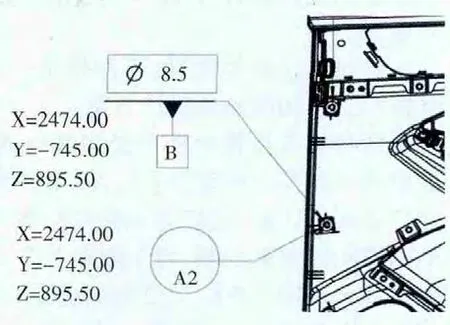
图5 门装饰板总成模拟环境件定位
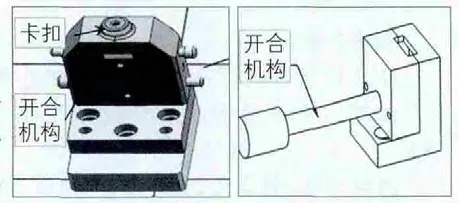
图6 定位卡扣的开合机构
2.1.2 对于卡钩或筋条定位的情况,与卡扣定位类似,完全模拟与之匹配的孔的大小、形状或型面的位置进行定位设计,这样会更接近实车的装配状态。由于卡钩或筋条形状不规则,通常环境件上的匹配特征也是不规则的,这样在设计时往往很难通过一系列参数表达清楚环境件信息,这时就需要发送环境件局部数模供检具设计使用。考虑到零件检测时取件方便,必要情况下检具上在卡钩位置也会设计活动机构以便取件。
2.2 模拟环境件的检测设计
对于零件上的匹配面,如果与环境件理论上是0 间隙配合或过盈配合的(塑料件-钣金件,塑料件-塑料件,塑料件-顶衬等),型面的检测也模拟环境件设计。这个主要是通过检具来实现的,即检具设计时不再进行3mm 或5mm间隙设计,而是完全模拟环境件的位置来设计。
仍以门装饰板为例,模拟环境件对周边匹配面进行检测,设计要求如图7。
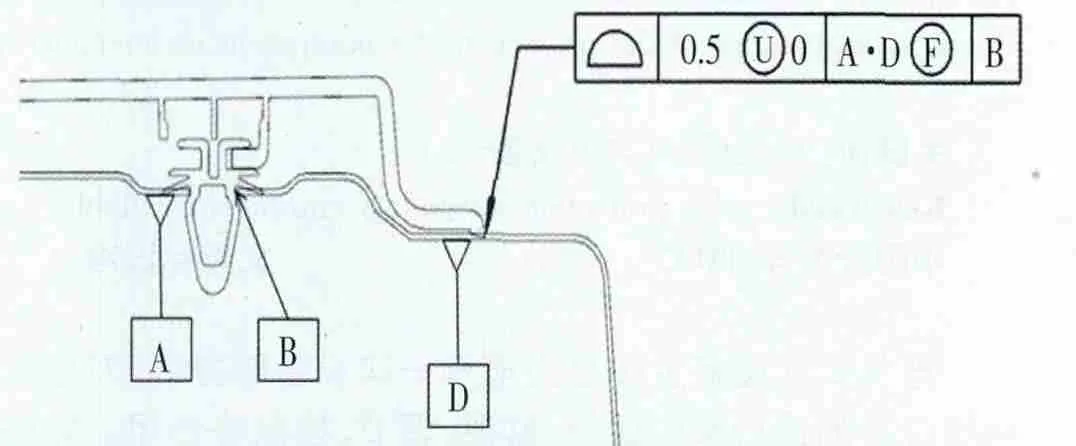
图7 门装饰板周边匹配面的检测
其中,基准A 是钣金上的卡扣安装面,B 是钣金上卡扣安装孔,D 是钣金上与门装饰板周边匹配的型面。基准D 是处于自由状态的,见标记Ⓕ,这也是与环境状态一致的。
上面的轮廓度公差定义完全来源于DTS,即整车尺寸技术规范,图例中DTS 定义为“门装饰板与门内板钣金C/C GAP:0+0.5/0”。因为是模拟环境件做的检测设计,故零件的公差要求与DTS 要求一致,为单边公差,即在检具上零件的被测型面与检具上的D 基准面的间隙必须在0-0.5 范围内才能保证整车上匹配间隙符合DTS 要求(暂不考虑实际钣金零件的偏差)。
对于图8(a)所示的匹配结构,右侧零件的段差匹配面的检测也要模拟环境件设计,具体的公差要求由DTS定义分解而来。该例子假设零件主基准体系为A、B、C,基准D 是模拟环境件得出的,公差要求见公差框格。这样的检测结果才更接近真实匹配。
对于不同于上述情况的匹配结构,如图8(b),右侧零件的段差匹配面的检测就无需模拟环境件,因环境件没有对段差面的尺寸情况产生影响。
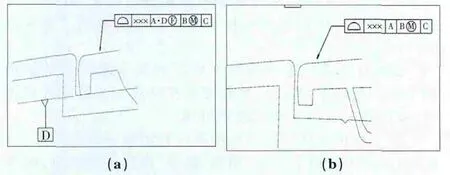
图8 模拟环境件的匹配面检测
3 小结
采用上述模拟环境件的定位和检测设计方案,有如下优点:
3.1 提高了单个零件尺寸控制与整车匹配的结合度。零件的尺寸检测结果更能准确反映零件装车时的尺寸状态,利于准确、快速地指导装车问题的分析和解决,极大程度提高了工作效率。
3.2 缩短零件开发周期,为整车开发提供充裕的时间。如果零件在检具上尺寸检测合格,即可对零件进行尺寸认可,不必像以前一样,要等到装车确认完没有匹配问题才能认可,这也缩短了零件的前期开发时间,对于一些需要开皮纹且皮纹周期较长的零件无疑是提供了更充足的时间。
3.3 有效避免零件商与主机厂间关于零件尺寸状态的争议。按照此种设计,如果零件在检具上的匹配效果不好,其在整车上效果也会趋势相同。
以上模拟环件的定位和检测设计也有一定的局限性。例如,此种设计对于那些“塑料-钣金”的匹配较适用,检具上也是采用刚性很高的金属去模拟钣金环境件,这样无论是定位还是周边匹配都很接近整车上的真实匹配;但对于“塑料-塑料”类的匹配,如上安装板装饰板与其左右角板、B 柱上装饰板与B 柱下装饰板之间的匹配,由于相互搭接的两个零件刚性都较差,而检具上又无法模拟出真实环境件的弱刚性情况,这样定位和检测就会与真实匹配有一定的差异。
针对上述的局限性,下面提出一种新式的、组合环境件进行定位和检测的设计方案。
即把相互搭接的两个塑料零件通过真实的装配特征装配在一起再进行定位和检测,而不需要在检具上模拟出它们之间的匹配,它们之间的匹配情况直接通过测量相互的间隙和段差来判断,两个零件上与二者相互装配无关的定位项分别按各自的定位方案设计。这种设计的前提一般是两个零件是同一个零件供应商开发的,这才方便检具的设计和使用。
[1]马长保.保险杠总成检具的设计[J].模具工业,2012,38(4).
[2]李欢.车身尺寸质量的控制方法[J].汽车工艺与材料,2011(5).
[3]张义民,贺向东,刘巧伶,闻邦椿.汽车零部件的可靠性稳健优化设计——理论部分[J].中国工程科学,2004(03).
猜你喜欢
科学技术创新(2023年25期)2023-11-20
机械工程师(2022年11期)2022-11-21
汽车实用技术(2022年15期)2022-08-19
汽车维护与修理(2019年22期)2019-12-30
制造技术与机床(2019年10期)2019-10-26
汽车零部件(2018年12期)2019-01-15
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
国际木业(2016年8期)2017-01-15
国际木业(2016年12期)2016-12-21