
多头钻加工卡尺尺框游标孔的工艺改进
2014-11-28 08:17方昭华
机械工程师 2014年6期
方昭华
(哈尔滨量具刃具集团有限责任公司 游标卡尺厂,哈尔滨 150040)
0 引言
很久以来,量具生产厂加工卡尺尺框游标孔一直以单一的普通钻床、攻丝机加工为主,不但加工工艺复杂,工序繁多,周转时间较长,而且加工出来的尺框游标的孔距、钻孔的深度及钻孔的零件尺寸都难以保证,且操作者劳动强度大、生产效率低。近几年来,随着动力头式油压自动进给钻床(多头钻)及齿轮式攻丝机迅速发展,多头钻、齿轮式攻丝机加工尺框游标孔工艺逐渐被量具厂家所使用。本文仅以上述两种设备机床不同的钻孔、攻螺纹的加工方法为例,进行对比介绍。
普通钻床及攻丝机采用的是普通三相电机、塔轮、传送皮带系统,加工方法是单轴加工。
油压自动进给钻床由动力头油压系统、电控系统等组成。油压驱动的特点是动力强、刚性佳、稳定可靠,可自动化生产,进给量可以通过流量控制阀实现。无级进刀调速,通过机床上下限位行程开关来调整钻孔的深度,解决了进刀速度和钻孔深度难以控制的问题,配备多轴器进行多孔钻削,大大提高了生产效率及加工精度。
1 卡尺尺框钻孔、攻螺纹时两种工艺流程的对比
1)采用普通钻床对游标卡尺尺框钻孔、攻螺纹时其工艺流程为:尺框去毛刺→划窝孔→钻游标孔→倒角→攻螺纹→清净螺纹孔。加工简图如图1 所示。
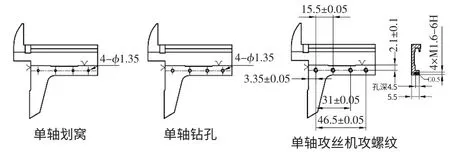
图1 采用普通钻床及攻丝机加工的工艺
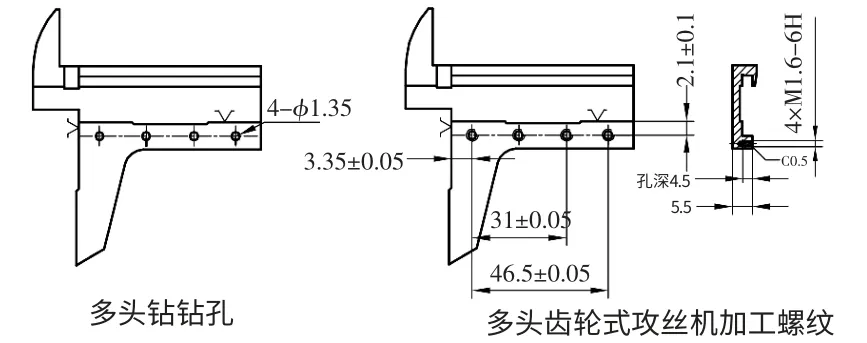
图2 采用多头钻及齿轮式攻丝机加工的工艺
2)采用多头钻钻孔、齿轮攻丝机对游标卡尺尺框攻螺纹工艺流程为:尺框去毛刺→钻游标孔→攻螺纹。
加工简图如图2 所示。
2 多头钻、齿轮式攻丝机加工及普通钻床、攻丝机加工的优缺点
普通钻床、攻丝机加工工艺的缺点:1)由于钻床、攻丝机是单轴加工,工艺复杂,工序繁多,工件需要重复装夹定位。2)由于重复装卡定位,加工后的游标孔距、孔深、及零位尺寸难以保证。3)操作者劳动强度大,工件加工效率低。4)整个工艺过程周转期长,影响生产进度。5)零件加工尺寸一致性差,影响装配精度。
多头钻、齿轮式攻丝机加工工艺的优点:1)整个流程减少了划窝工序,工序减少,尺框钻孔可以一次定位,定位方便可靠。2)多头钻床可一次加工4 个游标孔、齿轮攻丝机一次可攻4 个游标孔。3)加工后尺框游标孔的孔距、孔深及零位尺寸一致性好。4)减少了劳动者的生产劳动强度,生产效率大幅提高。5)降低了废品率。
由表1 数据统计来看,采用多头钻及齿轮式攻丝机加工后的尺框钻游标孔效率提高了50%,废品率降低了4.4%。
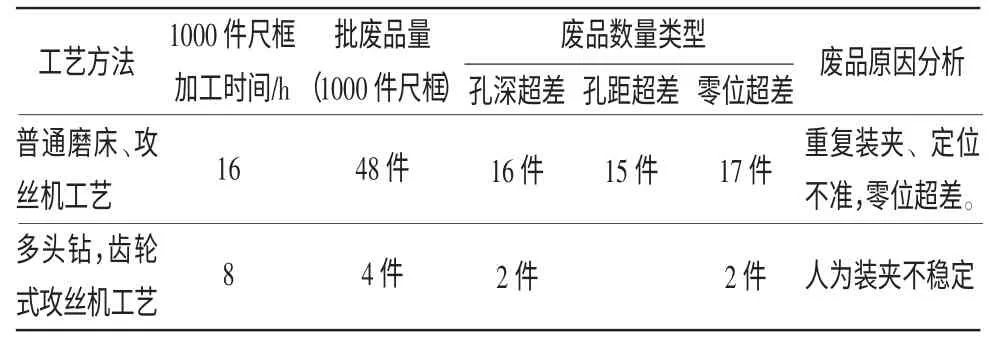
表1 两种工艺方法的对比
3 结语
随着产品任务数量的增加,为了满足市场的需求,本文所述采用多头钻及齿轮式攻丝机加工的工艺方法已被实际应用。从效率、能耗、操作等方面、加工工艺精度方面、以及降低废品率方面考虑,多功能数控及油压机床将完全取代老式单一机床的加工工艺。
猜你喜欢
大电机技术(2022年3期)2022-08-06
黑龙江科学(2021年20期)2021-10-30
启蒙(2020年11期)2020-12-21
启蒙(3-7岁)(2020年11期)2020-11-28
减速顶与调速技术(2020年4期)2020-11-22
制造技术与机床(2017年9期)2017-11-27
设备管理与维修(2016年7期)2016-04-23
电脑与电信(2015年9期)2015-04-16
河南科技(2015年2期)2015-02-27
