
包络法实现数控螺杆铣床螺旋面加工的研究
2014-11-28 08:16彭燕
机械工程师 2014年6期
彭燕
(东莞职业技术学院机电工程系,广东东莞 523808)
0 引言
螺旋面在机械传动中应用十分广泛,如各种类型及尺寸的螺纹、蜗杆、斜齿轮、螺杆泵以至金属切削刀具的螺旋容屑槽等。螺旋面形成的理论是依据啮合原理[1],铣刀的表面和工件的表面形成一对共轭曲面,圆柱铣刀回转面与工件的螺旋面在相对运动任一瞬间,两个表面之间总有一条相切的接触线。接触线可以理解为由足够多的接触点拟合而成,每个接触点绕工件轴线做螺旋运动,得到的就是工件螺旋面中的每一条螺旋线,接触线螺旋运动就可以形成螺旋面。复杂的螺旋面成形,使得螺旋面加工技术成为机械制造领域中重要的加工技术[2]。本文采用包络法对复杂螺杆的螺旋面进行加工,刀具与工件接触点的轨迹为复杂的空间曲线,采用标准的圆形或三角形刀片依据螺杆型线和表面粗糙度要求,不断改变刀具和工件的相对运动关系,利用刀具刃形空间运动轨迹,包络加工出所需的螺杆螺旋面,就可以实现数控螺杆铣床螺旋面的加工[3]。
1 包络法加工的概述
1.1 包络法加工
包络法加工有两种不同的包络方法,即轴向包络法和端面包络法。轴向包络法是指需要先计算出一个包络点,然后将这个包络点对应的刀具位置作为加工的起始位置,通过Z 轴和C 轴的联动,使工件转动1 转,刀具沿轴向移动1 个螺杆导程的包络加工,1 个包络点加工完成以后,再计算下一个包络点,直至螺杆螺旋面加工包络成形为止。这种方法的刀具运动轨迹由一条条不同直径的圆柱螺旋线组成。端面包络法是指刀具按螺杆端面型线进行包络铣削加工,工件每旋转1 转,包络1 个螺杆端面截形,同时沿轴向移动一个微小包络间距ΔZ,直至将整个螺杆包络加工完毕。这种包络加工方法使整个刀具运动轨迹为一条异形螺旋线,通过X、Z、C 三轴联动才能实现这种包络运动。
1.2 螺杆包络加工实现方法
工件沿C 轴转动、刀具沿X 轴径向运动、刀具沿Z 轴轴向进给运动插补[4],形成了螺杆空间螺旋曲面的包络运动,如图1所示。包络运动可以由两个插补运动组成。一个是C、Z 两轴插补,形成铣刀沿工件螺旋线方向进行运动,在前后两个刀位点处实现了包络位置的螺旋位置关系。另一个是C 轴旋转运动和X 方向运动,对其进行插补运动,实现截面包络运动,形成与刀尖圆弧和工件截面线形间的相对包络运动,从而得到螺杆截面的包络廓形。
2 螺旋面加工原理
2.1 螺旋面的形成
如图2 所示,令曲线Γ 一面绕z 轴转动,同时又沿z 轴移动,这样的运动称为螺旋运动。此时,曲线Γ 在空间形成的轨迹曲面就是圆柱螺旋面。
设在空间有一固定的坐标系(O-x,y,z),它的3 个坐标轴方向的单位矢量分别。则这段空间曲线Γ 的矢量方程式用坐标式表示为

其中u 为参变数。Γ 称为螺旋面的母线。
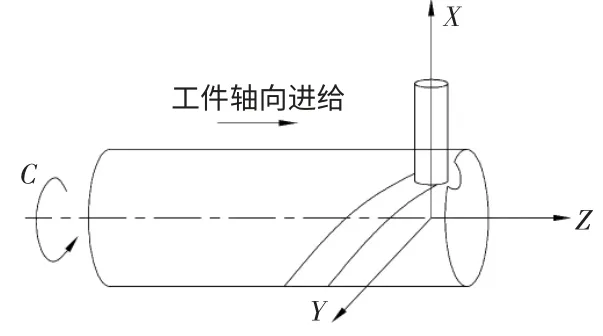
图1 铣刀铣削运动关系示意图

图2 圆柱螺旋面
2.1.1 螺旋面方程式
曲线Γ 的移动和转动方向符合右手法则,即以右手大拇指指示移动方向,其余四指的的方向为转动方向,这样形成的螺旋面是右旋螺旋面。
右旋螺旋面的方程式可以表示为

把式(2)用坐标式表示为

其中,θ 为参变数,表示母线从起始绕z 轴转过的角度;p为螺旋参数,p=导程/2π。
2.1.2 端截面与轴向截面方程式
令式(3)中的z=z0(u)+pθ,则有

由z0(u)+pθ可得到u 与θ 的关系,代入式(4)中,求得螺旋面在垂直于其轴线的截面xoy 上的截形。
同理,令式(3)中的x=x0(u)cosθ-y0(u)sinθ=0,则有

或y=x0(u)sinθ+-y0(u)cosθ,则有

由x=x0(u)cosθ-y0(u)sinθ=0 或y=x0(u)sinθ+y0(u)cosθ=0可得到u 与θ 的关系,分别代入式(5)、式(6),可求得螺旋面通过其轴线的yoz 平面或xoz 平面上的截形。
2.2 螺杆螺旋面的方程
从截面形成螺旋曲面原理可以看出,母线Γ 在坐标轴k→方向上的移动距离是螺旋参数和母线参数变量θ 决定,母线作旋转变换可以得到坐标轴i→、j→方向上的坐标值。从理论上讲,螺旋面上的任意曲线可以由母线Γ 得到。但是,在生产实际中,螺旋面通常是已经知道它的端截形或轴向截形,也可以理解为已知的母线是在端截面或轴向截面中。
若已知螺旋面在xoy 平面上的端截形方程式为

则相应的螺旋面方程式为

若已知螺旋面在xoz 平面上的轴向截形方程式为

则相应的螺旋面方程式为

3 螺杆螺旋面包络加工实现
3.1 接触线的拟合
数控铣床用圆柱铣刀加工螺杆的螺旋面时,圆柱铣刀回转面与工件的螺旋面在相对运动任一瞬间,两个表面之间总有一条相切的接触线。圆柱铣刀高速旋转,它的刀刃(接触线)在旋转中形成一个回转表面;接触线绕工件轴线做螺旋运动,得到的是工件的螺旋面。接触线可以理解为由足够多的接触点拟合而成,将接触线的所有坐标值离散成空间的数据点如图3 所示,这样就可以看出接触线的形状。
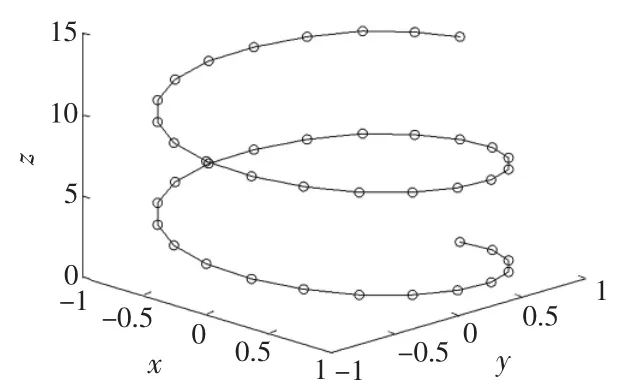
图3 接触线轨迹示意图
3.2 螺旋面包络加工轨迹
在数控系统中,对曲面的加工首先根据曲面造型信息,通过曲面路径规划生成数控加工轨迹,然后根据具体的机床结构后置处理得到数控加工代码,传输到数控系统,驱动机床沿设定轨迹运动,加工出所需的零件面。曲面插补是在CNC 内部进行,避免了由CAM 生成的连续微段程序的传输过程,从而可以实现高速加工运动的控制,大大提高加工效率。在轨迹插补中,考虑了刀具与加工余量的补偿,因此可以根据实际加工情况对工艺参数等进行现场修改、调整,可以大大提高加工的灵活性。
对螺旋面直线插补功能的实现,包含刀具轨迹的插补,机床加减速控制、随加工型面变化的速度修调以及切削行宽度的确定等,如图4 所示。
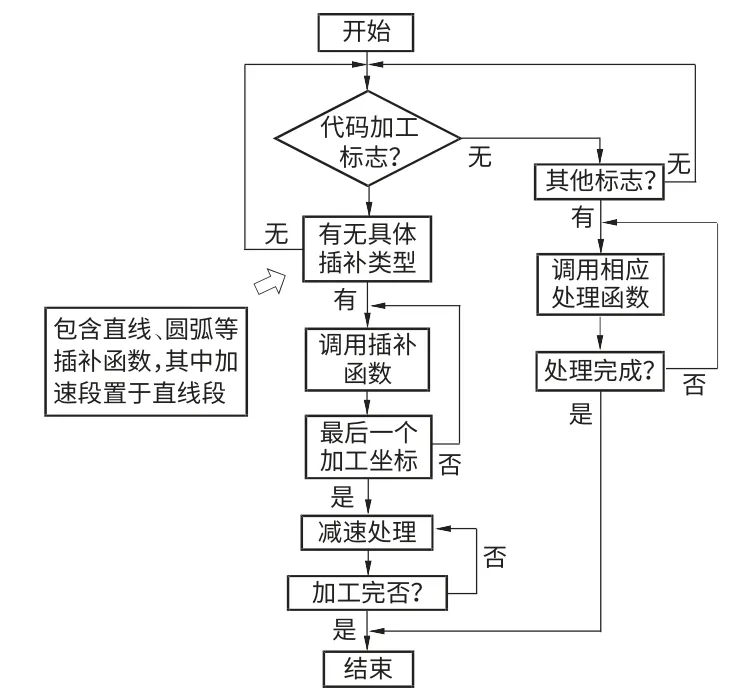
图4 螺旋面加工流程图
如图5 给出包络法加工螺旋面的程序。
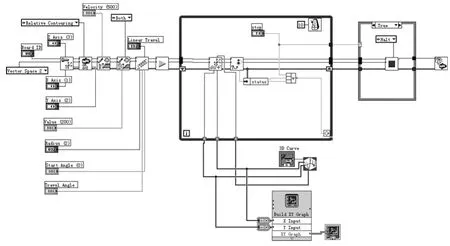
图5 螺旋面程序图
4 结语
螺杆螺旋面的加工是制造螺杆的关键加工工序,依据啮合原理,分析铣刀的回转面与工件的螺旋面在空间中啮合的接触线,通过已知的铣刀回转面的方程和接触线方程,推导出工件螺旋面的方程,并以螺旋面的推导过程为理论依据,使用LabVIEW 软件仿真和分析数控系统中包络加工的螺旋面。结果表明,该方法能满足数控系统实时性要求,如果将其用在实际加工中,能实现螺旋面的包络加工,并提高螺杆的加工效率和精度。
[1]吴序堂.齿轮啮合原理[M].西安:西安交通大学出版社,2009.
[2]樊军庆.实用数控技术[M].北京:机械工业出版社,2009.
[3]马田军.螺旋面加工刀具的CAD 生成方法研究[D].郑州:郑州大学,2011.
[4]彭燕.基于LABVIEW 的数控铣床螺旋插补算法的实现[J].五邑大学学报,2011(2):61-64.
猜你喜欢
水泵技术(2021年5期)2021-12-31
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
橡塑技术与装备(2018年20期)2018-10-20
橡塑技术与装备(2018年10期)2018-05-18
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2015年10期)2015-04-09
中国塑料(2014年1期)2014-10-17
河南科技(2014年23期)2014-02-27
