
不同形式集聚纺装置的比较分析
2014-11-26 08:18:48李华
纺织报告 2014年8期
李 华
(江苏双山集团股份有限公司,江苏射阳 224300)
自集聚纺纱技术问世以来,由于集聚纺纱有着毛羽少、强力高等多方面的优势,加之国内外对集聚纺装置的研究的投入不断加大,集聚纺装置的形式也是越来越多[1-2],从集聚方式上说主要分为两大类——负压式和机械式。目前,国内使用较多的负压式集聚纺装置主要是三罗拉集聚纺装置、四罗拉集聚纺装置、空心罗拉式集聚纺装置,而机械式集聚纺装置基本上为磁性集聚纺纱装置。但是,随着使用厂家的越来越多,关于这几种形式集聚纺装置的优劣争论越来越广泛,因此我们就负压式集聚纺装置做了如下的一些分析研究,以供广大厂家与研究人员参考。
1 集聚装置的比较
三种不同形式的集聚纺装置示意图如图1、图2 和图3 所示。

图1 三罗拉集聚纺装置示意图

图2 四罗拉集聚纺装置示意图
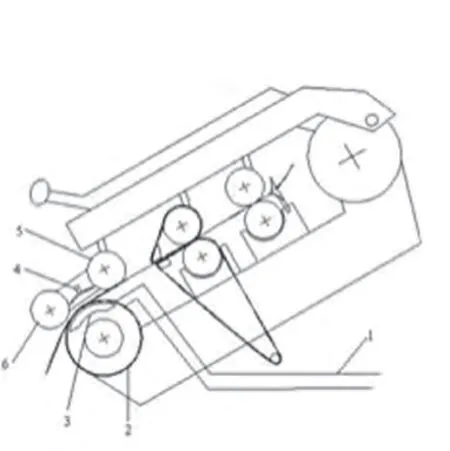
图3 空心罗拉式集聚纺装置示意图
1.1 集聚原理
三种不同形式的集聚纺装置都是利用气流负压对集聚区内的纤维须条进行聚集,从横向上缩小须条宽度,在输出钳口几乎没有加捻三角区,从而起到降低毛羽、提升强力的效果。
1.2 集聚区传动方式对比
三罗拉集聚纺装置是利用前皮辊通过过桥齿轮驱动阻捻皮辊,阻捻皮辊进而驱动网格圈转动,以实现纤维在集聚区的运行,属于消极传动型式。三罗拉集聚纺装置的缺陷是过桥齿轮容易磨损,前皮辊和阻捻皮辊都是专用件且磨皮辊需要计算出一致的两个皮辊的表面线速度。四罗拉集聚纺装置是在传统的三罗拉集聚纺装置上发展而来的,它取消了过桥齿轮,在前罗拉之前增加一列小罗拉驱动网格圈转动,小罗拉与前罗拉之间通过齿轮连接。四罗拉集聚纺装置的前皮辊和阻捻皮辊都可以使用通用的皮辊,大大降低了工厂的维护成本。但四罗拉集聚纺装置的过桥齿轮也容易磨损。空心罗拉集聚纺装置把集聚区统一到了前罗拉上,采用增大直径的、表明具有沟槽或网孔的空心罗拉充当前罗拉,并且在前皮辊前面增加气流导向片和阻捻罗拉,这样前皮辊前面就有了一个负压集聚区以实现纤维须条的聚集。
1.3 保全保养的要求比较
除了常规的保全保养外,前两种形式的集聚纺装置都需要定期对网格圈进行清洁,但是两者也有不同之处。绪森的集聚纺装置需要定期对皮辊盒组件进行清理,而四罗拉集聚纺装置的集聚纺纱技术由于采用积极式传动,所以不存在这一问题。空心罗拉式集聚纺装置装置采用不锈钢空心罗拉,无需网格圈,只要定期对吸风管路和气流导向片进行维护保养即可。
从经济成本上说,四罗拉集聚纺装置相对于三罗拉集聚纺装置解决了对皮辊盒组件的维护保养。中间传动齿轮被取消后,避免了定期清理皮辊盒内部积花和频繁更换塑料过桥齿轮的麻烦,同时前皮辊和阻捻皮辊可以采用普通皮辊,解决了皮辊磨砺的问题,也简化了纺纱厂的管理程序,减少了物资消耗,为纺织企业节省了成本。空心罗拉集聚纺装置摆脱了网格圈式集聚纺装置的思路,不再使用网格圈,增加了吸风插件,而吸风插件在使用中只有极少的磨损,同时前皮辊和阻捻皮辊都可以使用普通皮辊,减少了成本。
通过比较,可以知道空心罗拉集聚纺装置和四罗拉集聚纺装置的维护成本相对较低,三罗拉集聚纺装置的维护、保养成本较高。这只是从运行和保养方面考虑的,评价集聚纺装置的优劣,关键还要看其成纱后纱线性能的优异,为此本文从纺织厂的实际出发,通过实验对比分析两种不同形式集聚纺纱线的性能。
2 纺纱实验
实验机型:实施了三罗拉集聚纺装置与四罗拉集聚纺装置集聚纺改造后的EJM128K 型环锭细纱机,罗拉直径为25×25×25;空心罗拉式集聚纺改造后的DTM129 细纱机,罗拉直径为50×25×25。
2.1 实验方案
同一线密度下所纺纱线选择相同的摇架加压压力、隔距、钢丝圈、车速等基本工艺参数,选用相同目数的网格圈和相同的吸风负压,采用不同形式的集聚纺装置纺制紧密纱。本次实验共纺制了29.2tex、14.6tex、9.7tex 三种不同线密度的紧密纱和环锭纱。
2.2 纺纱工艺及实测试条件
2.2.1 纺纱工艺参数
纺制29.2tex、14.6tex、9.7tex 三种不同纱线具体工艺参数如表1 所示。

表1 纺制不同线密度纱线具体工艺参数
2.2.2 测试条件
2.2.2.1 强力测试仪:长岭纺电YG063 全自动单纱强力仪。
2.2.2.2 毛羽测试仪:长岭纺电YG172A 纱线毛羽测试仪。
2.2.2.3 条干测试仪:长岭纺电YG135G 条干仪。
2.2.2.4 测试环境:温度(20±2)°C,相对湿度(65±5)%RH,测试前纱线在该条件下平衡24h 以上。
3 结果与讨论
3.1 测试结果
两种不同形式的集聚纺装置所纺三种不同线密度纱线的强力、毛羽、条干均匀度等性能的测试数据结果如表2 所示。
3.2 实验数据分析
从表2 中可看出。
3.2.1 在相同的条件下,三种不同形式的集聚纺装置所纺29.2tex、14.6tex、9.7tex 的纱线各项性能指标总体上都要比环锭纺纱线好。

表2 不同形式的纺纱方法所纺线纱线的性能测试数据结果
3.2.2 不论纱支粗细,采用三罗拉集聚纺装置所纺的纱线在强力、毛羽等性能指标上都要优于采用四罗拉集聚纺装置和空心罗拉式集聚纺装置所纺的纱线;空心罗拉集聚纺装置所纺的纱线在条干均匀度方面较有优势,其中空心罗拉集聚纺装置与四罗拉集聚纺装置所纺纱线在强力质量上比较接近。
3.2.3 随着纱支的变细,三罗拉集聚纺在强力方面的优势越大。在纺粗支纱时,几种集聚纺装置的成纱条干差异不大,随着支数的变细,差异越来越大。
分析原因可知,由于四罗拉集聚纺装置集聚纺纱系统的负压管中多了一个罗拉(即引导罗拉),引导罗拉的介入使得引纱皮辊与负压管的接触点到吸风槽尾的距离比三罗拉集聚纺装置的集聚纺装置的引纱皮辊与负压管的接触点到吸风槽尾的距离要大很多。这样,纤维须条经过四罗拉集聚纺装置的集聚槽的集聚区后,还要经过一段没有集聚效果的空白区,然后再进入引纱皮辊与引导罗拉的接触点,纤维在这个过程中很容易扩散,削弱了之前的集聚效果,使得纱线的综合性能不如三罗拉集聚纺装置的集聚纺纱线。此外,由于四罗拉集聚纺装置用减小异形管截面积来达到安排引导罗拉的目的,前引纱胶辊和引导罗拉的快速转动,带动气流在引纱皮辊与引导罗拉的接触点处向外扩散,从而恶化条干,增加纱线的毛羽,因此纱线的强力也有所降低。相对于网格圈集聚纺装置,空心罗拉集聚纺装置的集聚区在罗拉的表面,负压在吸风插件的槽口形成的负压集聚区被高速运动的空心罗拉干扰,使得罗拉表面的集聚气流不是很稳定,但空心罗拉集聚纺装置的集聚区从前皮辊开始一直延续到阻捻皮辊,其对须条实现了全程集聚,这在一定程度上弥补了集聚气流不稳定的缺陷,同时也有效地改善了纱线条干方面的指标。
4 结束语
通过实验可以看出,在EJM128K 型环锭细纱机和QFA1528 型环锭细纱机上进行不同形式的集聚纺改造后,三罗拉集聚纺装置集聚纺装置所纺29.2tex、14.6tex、9.7tex 纱线的强力与毛羽等性能比四罗拉集聚纺装置和空心罗拉集聚纺装置所纺纱线的性能要好,空心罗拉集聚纺装置所纺的纱线在条干均匀度方面较有优势。但是,三罗拉集聚纺装置对网格圈的消耗、过桥齿轮的磨损较多,且前皮辊和阻捻皮辊需要按比例磨砺,维护成本较高。四罗拉集聚纺装置虽然采用了通用前皮辊和阻捻皮辊,但仍然消耗大量的网格圈和过桥齿轮。空心罗拉集聚纺装置不再使用网格圈和过桥齿轮,并且可以使用通用前皮辊和阻捻皮辊,增加了吸风插件和气流导向片等部件,在一定程度上减少了机物料消耗,节约了生产成本。因此,企业在选择集聚纺装置时应该综合考虑,选择适合自身的产品,以最小的生产成本纺制出优质的纱线。
[1]吴 敏,徐 昊.集聚纺纱技术及其相关技术探讨[J].棉纺织技术.2003(10):11-14.
[2]高晓平,王建坤.集聚纺纱成纱机理及特点分析[J].北京纺织.2004(4):24-26.
猜你喜欢
纺织学报(2022年9期)2022-09-22 14:29:16
纺织标准与质量(2022年2期)2022-07-12 06:12:34
小哥白尼·野生动物画报(2021年6期)2021-07-14 18:20:50
数学大王·趣味逻辑(2019年10期)2019-11-06 03:16:22
山东纺织经济(2019年5期)2019-02-19 21:04:40
广州文艺(2017年8期)2017-09-13 17:07:28
纺织学报(2017年8期)2017-09-03 10:00:23
纺织器材(2017年2期)2017-04-06 02:20:38
纺织导报(2015年6期)2015-12-31 19:29:30
化纤与纺织技术(2015年1期)2015-12-26 03:33:40
