
齿轮毛坯精锻生产线排布
2014-11-24 08:21唐山爱信齿轮有限责任公司河北063000
金属加工(热加工) 2014年1期
唐山爱信齿轮有限责任公司(河北 063000)田 凯
一条好的锻造生产线要满足什么条件呢?投资小,占地面积少,生产率高等,当然这些都是必不可少的。随着先进生产经验的不断引进和学习,特别是日本“丰田生产方式”在我公司的展开,对先进生产线的定义已经不能只满足以上提到的条件了,而更应该是安全、节能、快速切换产品、“一个流”生产。这里介绍一条先进的中、小型齿轮毛坯精锻生产线排布,该生产线具有安全、节能、生产效率高、“0”中间在库等优点。其产品为齿轮毛坯的精密锻件,锻造后的毛坯可直接用于精车。生产线的排布是基于“丰田生产方式”这一理论之上。希望对从事锻造行业的工程技术人员有所帮助和启发。
1.生产线构成
如附图所示,此生产线共7台设备,需6名操作者,7台设备分别是:①为棒料剪切机,②为中频感应加热炉(两个感应器,针对不同规格料段可快速切换),③为热模锻压力机(2个工位即镦粗和预锻),④为热模锻压力机(1个工位成形),⑤为开式压力机(1个工位冲孔),⑥为余热退火炉(出炉口有大功率风机,快速冷却锻件至70℃以下),⑦为抛丸机(转台式双工位)。
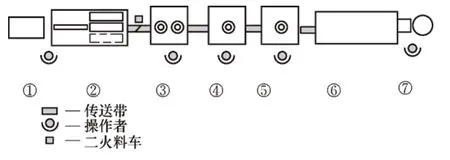
齿轮毛坯精锻生产线
生产线中设备的能力和吨位选择可根据锻件大小及复杂程度不同而定,选择设备时要注意生产节拍的瓶颈是哪道工序,尽量使设备的产能互相匹配。
2.生产线的特点
(1)安全 不论是从企业管理者还是从员工角度出发,生产线的安全性永远应该放在第一位。生产线中的每台锻压设备都要配备安全光栅和双手按操作按钮,防止员工由于误操作引发工伤事故。只要在滑块行程范围内有任何物体(火钳或手等),锻压机是绝对不能有打击动作的。当然双手按钮比起脚踏开关来可能降低生产效率,我们可以通过加装模具自动喷涂系统,设计更合理的火钳等方式弥补,但决不能为追求效益而忽视员工生命和健康。另外,设备维修点检修安全锁也是必须的,该安全锁的作用就是维修人员在修理设备时,他可以用一把锁将设备起动按钮锁住,唯一的钥匙由他本人随身携带,防止别人误起动设备造成伤害。
(2)节能 这是现代工业生产中必须要考虑的问题,节能减排不但可以减少对环境的影响,同时也是降低生产成本的重要方法。而锻造节能主要体现在减少加热能耗和提高材料利用率上。此生产线采用中频感应加热料段,这是目前锻造行业普遍认可的效率高、污染少的加热方式;而锻件退火则采用网带式余热退火炉,其利用锻造余热,省去了对冷锻件重新加热的能耗,和普通等温退火相比可节约能耗50%左右。在提高材料利用率方面,剪切下料可消除锯切的锯口损耗,而四个工位的闭式锻造工艺则减少了锻件飞边的材料损耗,同时保证锻件的单边加工余量在1mm内。
(3)快速切换产品“小批量、多品种”的先进生产模式已经被越来越多的企业所认可,这是“丰田生产方式”的一大支柱,即“及时化”。其不但可以满足灵活多变的市场需求,提高企业的应对能力,更为重要的是其尽量地减少了毛坯中间库存对企业资金流动性的影响,因为大量的中间在库会过多占用流动资金,而这条生产线在产品切换上有着独特的优势。首先是中频感应加热炉配备了两个感应器,可分别满足φ30~φ50mm及φ50~φ70mm料段加热需求,两个感应器通过碟形弹簧夹紧快换电极和炉体连接,可以保证在5min内完成对感应器的切换工作。而四个锻造工位分别放置于三台锻压机上,在模具更换时可多人操作,避免了在一台锻压机上更换模具时台面窄,只能由1名操作者更换模具带来的时间损失。同样,在锻打时由于各工位同时进行作业,极大地提高了生产效率。
(4)“0”中间在库 这条生产线从下料开始,一直到抛丸结束,整个锻造生产过程完全是“一个流”,不存在任何的间断和中间在库。以前的锻造车间大多分为下料区、锻造区、正火区和抛丸区。每个区域都有自己的完成品在库供下道工序支取,这样不但占用资金,而且对生产管理造成很多困难,经常出现混料、遗漏正火工序、出现大批量废品、在库盘点困难等问题。而“一个流”式的生产则在最低程度上避免了这些问题的出现。配合着“生产状况显示屏”,整条生产线的设备运行情况、实际生产数量、计划生产数量便可一目了然地出现在管理者面前,非常便于对生产状况的把握。同样在产品出现问题时也可以及时地停止生产,查找原因,不会造成大量的废品。而管理者只需要把握毛坯的在库情况,对在库不足的毛坯及时进行补充生产,这种“拉动式”的集约化生产方式就是“丰田生产方式”的一种典型体现,也是这条锻造生产线的精髓。
(5)其他 除了上述几点以外,此生产线在保证锻件质量、降低劳动强度等方面也有着独特的考虑。如中频感应加热炉实现了全数温度检测,低温和高温料段自动分选,过烧自动停炉等设计,同时闭环温度调节系统和加热配方管理系统省去了操作者输入参数、调节温度的烦琐过程,有利于生产管理和质量稳定。另外,双工位转台式抛丸机采用悬挂吊具对锻件进行去氧化皮处理,防止锻件磕碰,而两个操作者轮换作业,一个负责摘挂锻件,另一个负责装箱和上货,同时可以对锻件进行全数目视检查,及时发现充不满、毛刺、折叠等表面缺陷,保证不良品的“0”流出,对出现不良的锻件也可做到及时追溯。
3.结语
一条好的生产线不但要有好的硬件支持,先进的软件也必不可少。此生产线是以“丰田生产方式”为指导排布的,当然在日常生产管理中也要遵循“丰田生产方式”,如看板模式、作业指导书、4M变化点管理板、完备的生产记录、设备点检表等,这些道具的应用总结起来都有一个共同目的,即标准化生产与可视化管理。只有生产中的任何一个环节都有其自己的操作标准,都有相应记录,才能保证生产高效、稳定的进行,也才能发挥这条生产线的最大能力。而“丰田生产方式”的另一大支柱——“自动化”就是这个意思,其不但指设备的自动化程度,更强调人的自动,是要操作者和设备之间有更好的配合。
以上介绍的大部分内容已在我公司得到了生产实践检验,给公司锻造生产带来了很大提高。当然生产线的排布是一项仁者见仁,智者见智的工作,只有多交流探讨才能有改进。笔者认为在这个问题上没有最好的,只有最合适的,希望能和广大锻造技术人员共同学习提高。
猜你喜欢
江苏安全生产(2022年2期)2022-04-19
铝加工(2020年3期)2020-12-13
金属加工(热加工)(2020年9期)2020-11-04
制造技术与机床(2019年9期)2019-09-10
无线互联科技(2018年20期)2018-12-27
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
制造技术与机床(2017年7期)2018-01-19
柴油机设计与制造(2016年4期)2017-01-15
温州医科大学学报(2016年9期)2016-10-31
