
高压变频调速器在收尘风机节能改造上的应用
2014-10-23 01:32:48吴立军
水泥技术 2014年1期
吴立军
1 引言
目前,使用球磨机加工矿渣微粉的电耗占成本的近45%,用于拖动风机的高压电动机在电机容量中也占有很大的比重。采用变频调速技术调节球磨机风机风量的大小,能节约大量能源,提高生产效率,经济效益十分显著。由于具体情况不同,风机进行变频改造后,节电率在20%~60%的范围内。
采用新型高压大功率电力电子器件构造的直接“高-高”式变频调速器结构简单、工作可靠,有很好的调速和起动与制动性能,由于采用不控整流和全控器件进行开关调制,具有输入侧高功率因数、整装置优良的控制性能和较高的运行效率等特点。特别是通过改变送给电动机电流的频率,可在很宽的转速范围内高效率调节转速,已广泛应用于风机和水泵的节能改造上。
2 高压变频器的系统组成和原理
NZX高压变频器为直接“高-高”结构,不需输出升压变压器,输出为单元串联移相式PWM方式,其主电路结构如图1所示。
NZX高压变频器具有运行稳定、调速范围广、输出正弦波形好、输入电流功率因数高、效率高等特点,对电网谐波污染小,总体谐波畸变THD<4%,直接满足IEEE519-1992的谐波抑制标准,功率因数高,不必采用功率因数补偿装置,输出波形好,不存在谐波引起的电机附加发热和转矩脉动、噪音、输出dv/dt、共模电压等问题,不必加输出滤波器就可以用于普通的异步电机。
2.1 功率单元
NZX-(H)系列高压变频器每相由九个功率单元串联而成。各功率单元具有完全相同的结构,具有互换性。每个功率单元为三相输入,单相输出的交直交PWM电压源型逆变器结构,同时还包括驱动、保护、监测、通讯等组件组成的控制电路,其结构如图2所示。通过控制IGBT的工作状态,输出PWM电压波形。每个功率单元额定输出电压为580V,串联后输出相电压5220V,线电压达到10kV。

图1 单元串联多电平变频系统主电路结构图
NZX-(H)系列高压变频器输出采用多电平移相式PWM技术,同一相的功率单元输出相同幅值和相位的基波电压,但各载波之间互相错开一定电角度,实现多电平PWM,使得输出电压非常接近正弦波。输出电压的每个电平台阶只有单元直流母线电压大小,所以dv/dt很小,功率单元采用较低的开关频率,以降低开关损耗,但输出波形的等效开关频率可以达到单元开关频率的6倍,且输出电平数增加,输出相电压为13电平,线电压为25电平,电平数和等效开关频率的增加有利于改善输出波形,降低输出谐波,其输出波形如图3所示。
2.2 IGBT驱动原理
在NZX-(H)变频器的功率单元中,使用高性能、智能化的专用IGBT驱动模块对主控系统输出的PWM控制信号进行隔离、缓冲处理后,使弱电信号(TTL电平)能够驱动高压回路中的大功率IGBT器件,输出我们需要的SPWM电压。
驱动模块辅助功能还包括:对IGBT进行短路、过流、欠压监测和保护。当负载或功率单元一旦出现短路、过流、欠压等方面的故障,驱动模块将故障信号上传到主控系统,主控系统的微处理器将根据故障类型进行辨别处理后,发出命令使驱动模块停止工作,禁止该功率单元的输出。与此同时主机中故障处理控制逻辑还会根据故障类型进一步判断系统是否发生真正的故障,以便系统采取报警停机或继续运行,以保护变频器与配电系统的安全,不至于造成更大的故障和经济损失。

图2 变频器功率单元图
2.3 输入变压器
NZX-(H)系列高压变频器的输入侧变压器采用移相式变压器,其电气原理图如图4所示。变压器原边绕组为10kV,副边共十八个绕组分为三相。每个绕组为延边三角形接法,分别有±5°、±15°、±25°移相角度,每个绕组接一个功率单元,这种移相接法可以有效地消除35次以下的谐波。因此,采用移相变压器进行隔离降压,使得输入侧功率因数在0.96以上,不会对电网造成超过国家标准的谐波干扰。
3 改造方案
变频器退出运行后,为了不影响生产,确保系统正常工作,配置了工频旁路。当变频器出现故障时,将电机投切到工频下运行。整个系统由1台高压变频柜、1台控制柜、1台变压器柜、1台旁路柜、1台电机及1台送风机组成,图5为送风机变频方案示意图。
图5中共有3个高压隔离开关,为了确保不向变频器输出端反送电,QS2与QS3采用机械互锁,并采用S7-200PLC控制系统实现电气连锁,避免系统误操作。当QS1、QS2闭合,QS3断开时,电机运行在变频状态;当QS1、QS2断开,QS3闭合时,电机工频运行,此时高压变频器从高压中隔离出来,便于检修、维护和调试。
3.1 现场工艺简介
我公司生产粉磨的工艺流程是:
电动机通过减速机带动球磨机转动,物料从下料口落到球磨机中,受到钢球和钢段的冲击和研磨。经选粉机分离,成品随气流被输出球磨机,在系统的收尘装置中收集下来,而粗粉返回到球磨机中重新粉磨。收尘风机的转速(收尘器所需风量)主要由管磨机内工艺情况(产量及粉的细度)决定。
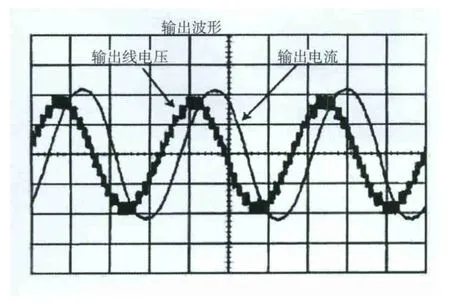
图3 高压变频器的输出电压和电流波形
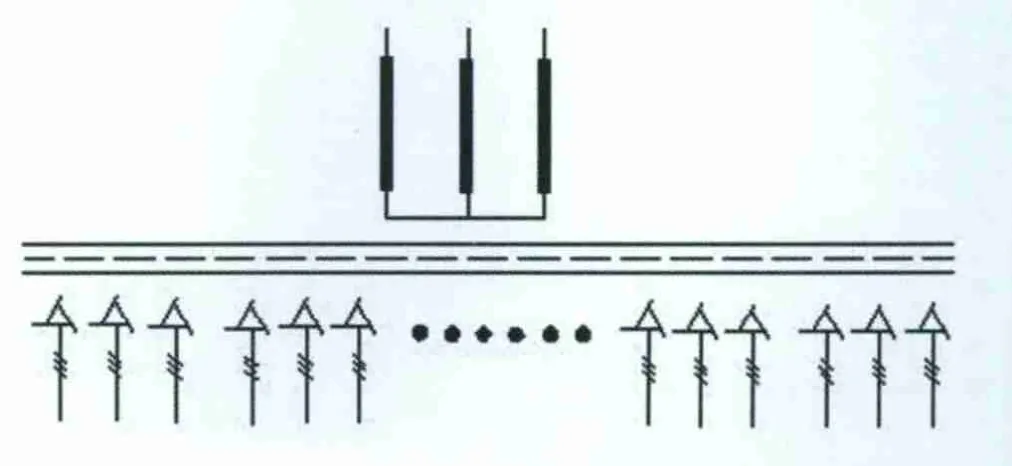
图4 移相变压器电气原理图
3.2 矿渣微粉生产工艺图
3.3 收尘风机系统控制方案
(1)主回路方案
工作原理:变频器为一拖一配置,即1台变频器拖动1台电机。变频器高压进线端直接接于10kV电压等级的主动力电源,输出侧直接连接电机。QF1为用户现场高压断路器,为了实现对变频器故障保护,变频器与QF1的合、分闸回路实现连锁,只有变频器控制系统正常才允许QF1合闸,如果变频器出现故障则跳开QF1。
(2)控制回路方案
按照用户要求,变频器可以根据用户反馈的风压信号来调节风机的风压,也可以与用户的风门进行开、合联动。
变频器控制柜有“本机控制/远程控制”选择开关,可以方便地选择本地操作或远程操作,变频器支持MODBUS、PROFIBUS、TCP/IP等协议及硬接线连接来实现远程操作。本套系统与用户中控室DCS采用硬接线连接的方式,即DCS给变频器发启动、停止指令及一路频率给定信号,变频器反馈给DCS“备妥”、“运行”、“报警”、“故障”四路开关量信号及“电机转速”、“电机电流”两路模拟量信号。变频器概略图见图7。
3.4 节能效果分析
(1)变频器参数
型号:LPMV-10/630;输入电压:10kV;额定电流:46A;额定功率:630kW。
(2)电机参数
额定功率:630kW;额定电压:10kV;额定转速:985r/min;额定电流:45A。
3.5 节能计算
通过流体力学的基本定律可知,风机、泵类设备均属平方转矩负载,其转速n与流量Q,压力H以及轴功率P具有如下关系:Q∝n,H∝n2,P∝n3;即:流量与转速成正比,压力与转速的平方成正比,轴功率与转速的立方成正比。
根据风机工作特性可知,原来的系统采用挡板调节时,风机工作点将由A沿曲线向B点移动;目前的系统采用电机转速调节时,风机转速由n0调整为n'时,风机工作点将由B点降至C点,因此采用高压变频器调速,其节电量如图8所示。
根据工艺要求,收尘风机的电机转速降为额定转速的80%时,调速系统(变频器+电机)从电网侧吸收功率约降为额定转速时的51%,即0.83×62%≈51%。因此若工艺要求收尘系统风量下降即收尘风机转速下降,节能效果将十分明显。
4 变频改造对系统产生的效果
通过对收尘风机的变频节能分析测算可知,设备进行变频改造后,具有显著的经济效益,并且在其他方面也产生了一些显著的影响:
(1)采用变频调节后,系统实现了软启动,电机启动的电流只是额定电流,启动时间相应延长,对电网和变压器无大的冲击,减轻了起动机械转矩对电机机械损伤,有效延长了电机的使用寿命。

图5 送风机变频方案示意图

图6 矿渣微粉生产工艺图
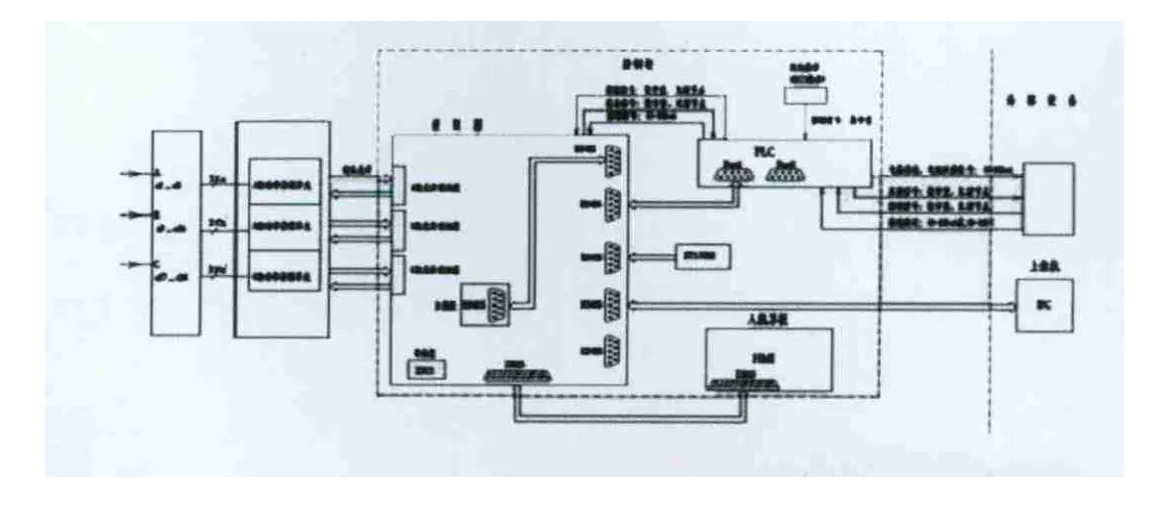
图7 变频器概略图
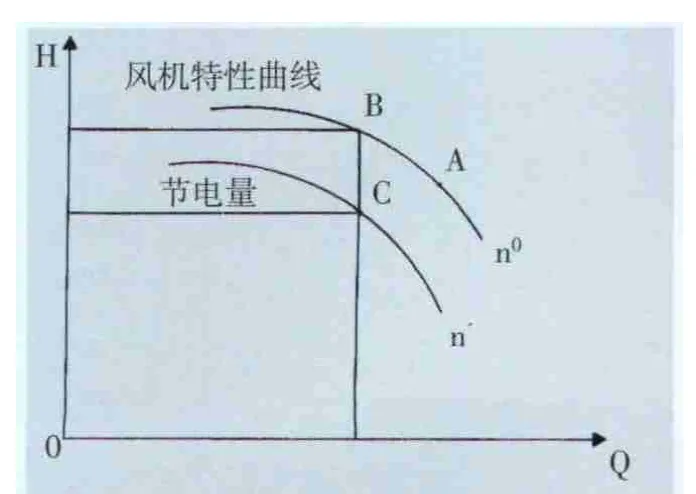
图8 采用高压变频器调速后节电量
(2)变频改造前,风量的调节要靠调整挡板的开度来完成,一次风量的改变通常要反复调节多次才能完成。变频改造后,电机转速的改变只要在DCS设定即可,大大降低了劳动强度,提高了生产效率,风量调节更平稳、精确。
(3)收尘风机改变频后,由于变频器采用单元串联移相技术,因此在理论上可以消除41次以下谐波。由于实际制造工艺的限制,网侧电压谐波总含量可以控制在2%以内,电流谐波总含量<4%。
(4)变频输出采用PWM技术控制,输出电压波形基本接近正弦波,谐波总含量<1%,上述指标均满足IEEE-519国际电能质量谐波标准要求。
(5)该变频器为电压源型结构,功率因数可高达0.95。
(6)厂房设备噪声污染大大降低。
5 结语
从2012年9月份投入试运行,在变频节能设备运行过程中运行稳定,节电明显,设备起动平和,对电网没有冲击。主风机轴承、电动机轴承的温度由原来的60~70℃降到<30℃,延长了机械的使用寿命,降低了维修率,提高了设备的过流、过压、过载、高温等智能保护。从2013年3月19日开始正式运行至今,已经多次用电度表做出了节电对比,结论是节电率53.2%。我公司在我国北方,按一年生产10个半月计,12个月即可回收投资,效果显著。■
猜你喜欢
山西冶金(2022年3期)2022-08-03 08:40:14
防爆电机(2020年3期)2020-11-06 09:07:42
测控技术(2018年5期)2018-12-09 09:04:50
自动化博览(2017年2期)2017-06-05 11:40:39
电子制作(2017年7期)2017-06-05 09:36:13
设备管理与维修(2016年7期)2016-04-23 06:51:55
纯碱工业(2014年6期)2014-03-11 15:09:33
自动化博览(2014年12期)2014-02-28 22:34:39
自动化博览(2014年4期)2014-02-28 22:31:12
河南科技(2014年23期)2014-02-27 14:18:59
