
关于提高5CrNiMo模具使用寿命的研究
2014-10-10 06:57:16张强徐艳君吴兴晗辽宁金钢重型锻造有限公司王嘉铮鞍山太阳锻造实业有限公司
锻造与冲压 2014年17期
文/张强,徐艳君,吴兴晗·辽宁金钢重型锻造有限公司王嘉铮·鞍山太阳锻造实业有限公司
关于提高5CrNiMo模具使用寿命的研究
文/张强,徐艳君,吴兴晗·辽宁金钢重型锻造有限公司王嘉铮·鞍山太阳锻造实业有限公司
模具成形技术具有材料利用率高、生产效率高、生产成本低等特点,采用横向锻造工艺生产5CrNiMo热作模具钢,可改变其纤维流向,配合采用新型的热处理工艺,实践证明可以将其使用寿命延长至原来的1.4倍。
5CrNiMo是一种20世纪30年代初应用的热作亚共析模具钢材料,具有良好的综合力学性能及淬透性,主要用于热作模具的生产制造,应用十分广泛。由于5CrNiMo模具钢加工周期相对较长,对使用性能的要求高,因此,模具生产制造企业及使用企业都将延长5CrNiMo模具的使用寿命作为重要的研究课题。而锻造可以消除模具钢原料的内部缺陷,改善微观组织,锻后再经过热处理更可以改善模具钢的内在质量,从而使模具具有更长的使用寿命。
工艺设计依据
锻造后的模块经过一系列的热处理及加工工艺即可成为模具,而模块的成形主要依靠镦粗与拔长工艺,而镦粗与拔长的反复进行,可以改善钢锭中碳化物的分布状态、形态及力学性能,但当变形达到一定程度后,继续镦拔对碳化物的作用会越来越小,综合考虑模具的尺寸大小、力学性能及工作部位等因素,设计合理的锻造工艺及锻造比可使模具的使用寿命得到提高。鞍山太阳锻造实业有限公司采用的5CrNiMo模块规格主要为1150mm×850mm×500mm,本文主要针对此规格模块进行说明。
两种锻造工艺介绍
轴向锻造工艺
辽宁金钢重型锻造有限公司所采用的5CrNiMo原料冶炼方式为精炼脱气,原料的交货状态为退火钢锭。采用轴向锻造的方法时,坯料的加热温度为1150~1180℃,始锻温度为1150℃,终锻温度为850℃,采取缓冷的方式进行冷却。坯料进行两次轴向镦拔后修整成形,一次、二次镦粗锻造比均大于2,拔长锻造比均在2.5左右。
横向锻造工艺
加热工艺不变,坯料采用横向锻造的方法,具体工序流程为:轴向镦粗→改变纤维流向,横向拔长→轴向镦粗→横向拔长,修整成形。一次镦粗锻造比大于2,二次镦粗锻造比大于2.5,一次、二次拔长锻造比均为3~3.5。
锻后热处理工艺
预备热处理
为了预防产生白点、消除锻造应力、细化晶粒、均匀化学成分,辽宁金钢重型锻造有限公司对锻造后的成品及时进行了不完全退火工艺,另外,对退火后的模块进行了超声波探伤,若晶粒仍然粗大,该模块必须进行二次退火,直到得到细化的晶粒组织,为后续的调质热处理提供良好的均匀组织。
调质热处理
辽宁金钢重型锻造有限公司主要采用油淬空冷、二次回火的分段调质热处理方法,使模具材料的上、下两部分获得不同的工作硬度以满足生产中的实际需求:模具材料的工作面得到38~42HRC的高硬度,使其具备较高的强度;而与设备组装的燕尾面仅达到28~33HRC的硬度要求即可,以保证此面的韧性,防止锻打时与其相连接的锤杆发生断裂事故。
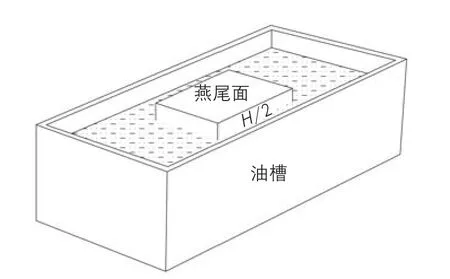
图1 刚开始进行淬火时
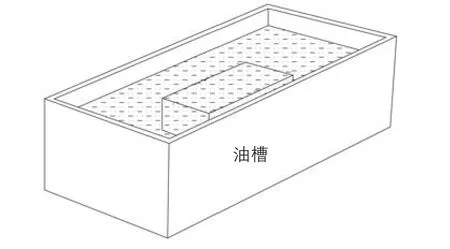
图2 上表面温度降至680℃时
模块在860℃透烧出炉后,先在空气中预冷一段时间,以减少淬火时的热应力,待温度降至780℃时再入油淬火(油温30~50℃),开始时入油深度仅为模块高度的一半(图1),此时下半部分开始淬火;当上表面温度降至680℃时,模块即刻全部入油淬火(图2),油冷至150~200℃时取出,淬火后的模块要马上进行回火,根据模具硬度要求,回火温度定为520℃,保温时间为8h,然后出炉空冷至室温。对于大截面模块,实验表明淬火后组织中存在部分残余奥氏体,虽然残余奥氏体是软韧相,对淬火时产生的应力有缓冲作用,但也有其不利的一面,即在回火过程中它会转变成其他组织,如贝氏体或马氏体,且转变不一定充分,可能在模块中残留较大的淬火应力,降低模块韧性,所以有必要对模块进行二次回火,使残余奥氏体充分转变(过程与首次回火相同)。由于模块上、下面的淬火温度和时间不同,导致上、下面组织转变程度有所差别,最终表现为淬火硬度不一,再经两次回火处理,便得到了上、下不同的硬度,即工作面的硬度为38~42HRC,燕尾面的硬度为28~33HRC。这样就使模块在保证工作硬度的同时也具备了一定的韧性,提高了模块的寿命,满足了客户的使用要求。
两种锻造工艺的对比
金相组织
在侵蚀剂均为4%的硝酸酒精溶液、放大倍数均为500倍的情况下,轴向锻造调质热处理后工作面、燕尾面与横向锻造调质热处理后工作面、燕尾面的金相组织分别如图3~6所示,其中轴向锻造调质热处理后工作面的基体为回火托氏体,燕尾面的基体为回火索氏体+少量回火托氏体;横向锻造调质热处理后工作面的基体为回火托氏体,燕尾面的基体为回火索氏体。由图3~6可以看出,横向锻造的工作面的基体组织要比轴向锻造的细密,并且对于燕尾面,横向锻造也比轴向锻造的基体组织成分均一、细密。

图3 轴向锻造调质热处理后工作面的金相组织

图4 轴向锻造调质热处理后燕尾面的金相组织

图5 横向锻造调质热处理后工作面的金相组织

图6 横向锻造调质热处理后燕尾面的金相组织
抗热疲劳性
采用轴向锻造工艺与横向锻造工艺生产的产品的热疲劳级别的对比见表1。由表1可见,在同等条件下,采用横向锻造工艺生产的产品的抗热疲劳性要优于轴向锻造工艺。
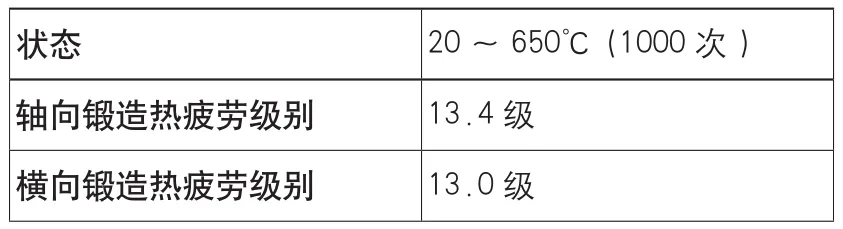
■ 表1 热疲劳级别的对比
力学性能
采用轴向锻造工艺与横向锻造工艺生产的产品的力学性能指标的对比见表2。由表2可见,采用横向锻造工艺生产的产品的力学性能要优于轴向锻造工艺。

■ 表2 力学性能指标的对比
轴向锻造工艺适用于工作表面沿圆周分布的模具,而对于心部使用频率较高的大型模具,横向锻造工艺有其自身的优势:⑴拔长时端面开裂倾向小,钢材最致密、塑性最好的表面始终处于拔长时的端面;⑵由于钢材表面层转移到锻坯的端面,纤维流向呈横向分布,锻件端面组织致密;⑶锻件心部组织改善的效果好;⑷操作方便,有利于采用大镦粗比。
两年来,从鞍山太阳锻造实业有限公司的使用情况来看,10t模锻锤上使用的5CrNiMo模具(主要用于生产汽车前轴)采用横向锻造工艺与新型热处理工艺生产后,服役寿命延长至原来的1.4倍以上,大大节省了模具成本。
注意事项
⑴横向锻造工艺主要适用于工作型腔及刃口在端面及中心处的凸模及冷镦、冷挤压模具,不适用于工作部位在圆周的模具及要求淬火微变形的精密模具。
⑵5CrNiMo模块在生产过程中要严格执行加热、锻造工艺,加大最后一次变形时的镦粗比并控制好终锻温度,以免出现裂纹。
⑶锻后的成品要及时缓冷并热处理,以免出现白点。
结束语
模具成形技术已经成为工业上进行成批或大批生产的主要技术手段,它对保证产品质量、缩短生产周期、争占市场以及产品更新换代都具有决定性的意义。而我国模具生产技术落后,能源消耗高、材料消耗大、产品更新速度慢,这些都在制约着我国工业发展的脚步。正因如此,国家已经将模具工业划为重点研究的领域之一,辽宁金钢重型锻造有限公司作为模具材料的生产企业,竭诚希望能与各位同行及相关行业单位合作交流,不断探索各种新方法,为我国的模具市场提供优质的节能新材料。
张强,锻压车间主任,主要从事自由锻件的锻造工艺及热处理工艺的研究工作,在钛合金锻造及热作模具钢锻造领域有较深的造诣。
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
环境工程技术学报(2022年3期)2022-06-05 07:20:42
中学生数理化·七年级数学人教版(2021年9期)2021-11-20 06:11:50
北京航空航天大学学报(2020年10期)2020-11-14 09:26:04
中华民居(2020年4期)2020-09-21 06:31:26
山东冶金(2019年3期)2019-07-10 00:54:00
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
饲料工业(2016年1期)2016-03-22 03:14:39
油气田环境保护(2015年4期)2015-12-28 10:45:44
