
200t卧式全液压摆辗机
2014-10-10 06:22黄锋寻宝明徐州开元世纪重型锻压有限公司
锻造与冲压 2014年15期
文/黄锋,寻宝明·徐州开元世纪重型锻压有限公司
200t卧式全液压摆辗机
文/黄锋,寻宝明·徐州开元世纪重型锻压有限公司
我国卧式摆辗机主要用来加工各种汽车和拖拉机半轴及车床主轴等锻件。卧式摆辗机生产的轴类锻件普遍存在使用寿命短,工件的长度受到限制,模座常时间使用时工件容易出现飞边等问题。为了克服以上缺点,我公司组织研发设计了针对性很强的卧式全液压摆辗设备,经过各部门的努力,该设备的各项指标均已达到要求标准。目前,我公司已经向市场投放了多台不同吨位的此类设备,创造了很好的社会效益。
摆辗机结构
摆辗机本体机身整体框架结构由水平缸、机架、充液筒、垂直缸、模座、摆头部件和滑块部件组成,如图1所示。

图1 主机结构示意图
⑴水平缸是将液压能量转换为机械能量,推动滑块做往复运动的关键部件。该机主缸采用整体锻件加工成通孔形式,活塞杆进行了表面淬火处理,刚度大,耐磨性好,寿命长。水平缸主要密封采用高耐磨聚氨酯密封圈。
⑵由于摆辗工艺存在交变的偏心载荷,机架工作中具有晃动趋势,受力条件较复杂,所以机架采用卧式全钢板焊接整体框架结构,并经人工时效处理,消除内应力,其刚性及可靠性更高。
⑶充液筒采用钢板焊接结构,放在垂直缸上部,用于垂直缸快速下行,使模具快速闭合,缩短制造节拍,使工件易于成形。
⑷垂直缸为活塞式主缸结构。缸体为法兰支撑,用锁母将其固定在机身上横梁的安装孔中,上部安装有充液阀。活塞和缸体之间采用YX形密封圈密封,YX形密封圈靠法兰压紧导套来调整。活塞缸由缸体、活塞、活塞杆及导向套等部件组成。运动副分别用YX形和O形密封圈密封。
为了使模具闭合可靠,采用与主缸相同的吨位来锁紧模具。为了减少辅助夹紧时间、提高工作效率,在压紧缸中增加了一个快速缸。
⑸为了使压紧缸不承受轴向力,在模座后面又特别安装了楔块以将力传递到机身上。在进行辗压成形时,具有抗胀模能力大,自动工作可靠等优点。夹持模座形状较为复杂且运动频繁、受力大、工作环境恶劣,因而采用材料为ZG45的精质铸钢件,粗加工后热处理调质,最后组合精加工,以提高其综合机械性能,延长使用寿命。由于模座固定在机身上,所以不会因为有些工件的长度过长而更换设备。
⑹摆头安装在滑块上,与滑块一起运动。它是整机的心脏部件,由马达、主轴、斜盘、传动摆盘及防转臂等零件组成。液压系统可以提供过载保护,因此可以大大改善轴承的使用情况。采用马达结构使整机结构紧凑,占地面积小,外形美观。
马达通过主轴带动斜盘及摆头部件产生周期性循环摆动,防转臂则通过自运转轴承使摆头凸模只产生纯摆动,而不产生旋转滑动,从而保证工件外表面的工艺环、搭块、商标字体等特殊形状成形的要求。摆头内采用的均为符合国家标准的滚动轴承,价格适宜,结构合理,更换也较方便。
⑺滑块采用全钢焊接整体框架结构,四角与导轨配合处镶有高耐磨不易拉伤导轨的黄铜板。滑块左端面装有过渡垫板与夹紧锁模机构连接,在主油缸推动下完成对工件的快进、工进辗压成形、后退,滑块后面还装有手动干油泵及分油器,每班分别对滑块导轨面的12点加注一次普通黄油润滑。
该机器导轨采用四角45°导向可调节结构,其调整范围大,稳定性及强度好,调整和维修都较方便。
液压传动及电气控制系统
液压传动和控制系统主要由泵、阀块、充液阀、冷却过滤系统、压力显示和控制系统及管路等组成,借助于电气系统的控制,完成液压机各种动作。
该机采用二通插装阀液压集成系统,其性能可靠,维修更换简便,效率高,且外型美观。为使不相互干涉,马达与主缸各采用两个系统,分别有各自的阀块与泵组。该系统还配置了独立的油冷却循环系统,从而保证液压系统的正常工作。
本机采用三相交流电源(380V/50Hz)供电,控制电压220V,电磁阀为220V并带指示灯。控制系统采用PLC可编程控制器,配合行程开关、电磁阀等发讯元件可实现机器的手动调整和半自动两种操作方式。该机采用可移动式按钮站集中操作,用户可根据现场状况及工作习惯自由安排操作位置。
根据生产流水线需要,该机还配备了电磁水阀自动喷水冷却系统,与PLC编程联动,可实现一个工作循环完毕自动喷水、停水的动作,喷水时间根据需要可调,以保证模具每次工作后能够均匀冷却,防止过冷及过热,从而提高模具寿命。
主要技术参数
该设备的主要技术参数见表1。
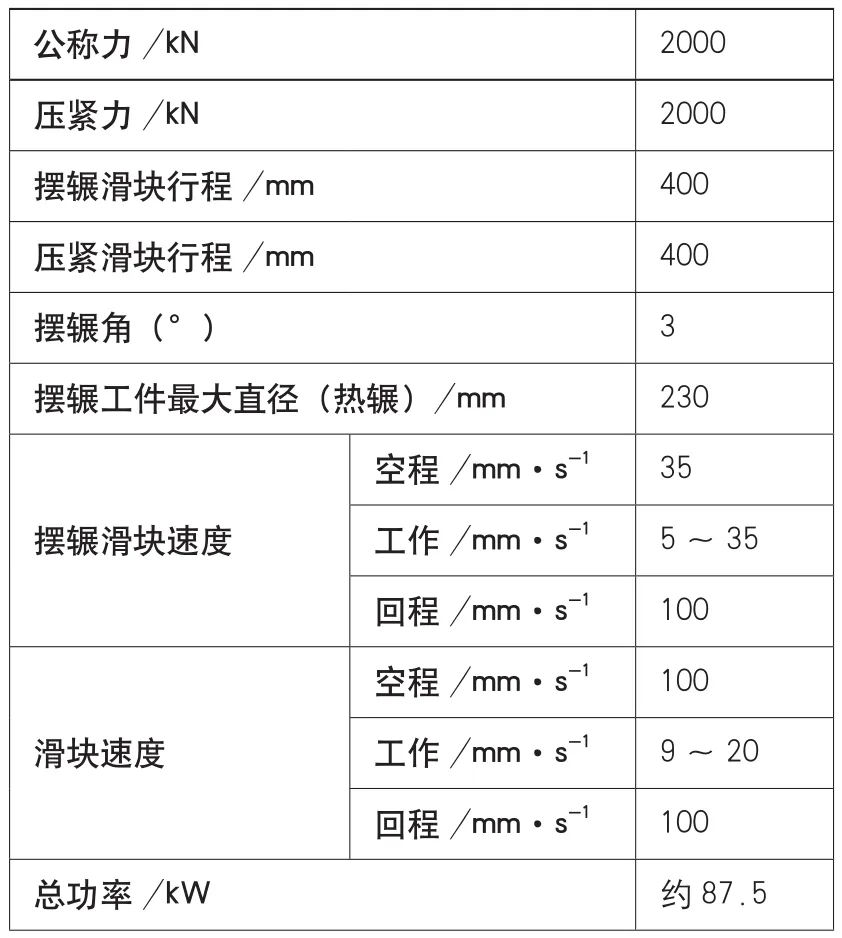
■ 表1 主要技术参数
结束语
本机器具有如下特点:
⑴摆辗时,由于工件以局部变形代替常规锻造中的整体变形,因而此机器具有明显省力的优点。该机器的成形力只是常规锻造设备的1/15~1/10,因而可以用该机器生产需要大吨位常规锻造设备加工的锻件。
⑵锻造变形均匀,金属流线好,工件质量高,可用于少无切削加工,省料节能。
⑶生产效率高,便于实现半自动化操作,从而降低锻造工人的劳动强度。
⑷机器工作时无冲击,噪声小(相对于普通锻造),劳动条件好。
⑸加工相同工件,本机较常规锻压设备具有重量轻,耗能少,投资小等特点。
猜你喜欢
机械工程师(2022年10期)2022-11-17
金属热处理(2022年7期)2022-11-16
时代汽车(2022年18期)2022-09-06
锻压装备与制造技术(2022年3期)2022-07-18
防爆电机(2022年3期)2022-06-17
防爆电机(2022年2期)2022-04-26
模具制造(2022年3期)2022-04-20
锻压装备与制造技术(2021年4期)2021-09-07
北京汽车(2019年1期)2019-03-13
智富时代(2018年6期)2018-08-06
