
不锈钢焊条全位置焊接工艺性能的改进研究及应用
2014-10-08 11:38:58王若蒙刘奇望蒋勇匡艳军黄腾飞邱振生朱平王淦刚赵建仓
金属加工(热加工) 2014年16期
王若蒙 刘奇望 蒋勇 匡艳军 黄腾飞 邱振生 朱平 王淦刚 赵建仓
随着核电工业的发展,核电用不锈钢焊条的使用越来越广泛,对焊条全位置焊接性能的要求越来越高,特别是要求焊条既有优良的立向上焊工艺性能,又有良好的平焊工艺性能。该文对不锈钢焊条全位置焊接工艺性能的影响因素及其改进方法进行了深入研究,利用研究成果成功研制了核电站主设备用E308L不锈钢焊条。其全位置焊接工艺性能优良,实现了该类焊条的国产化开发,可替代进口产品。
一、核电站主设备用E308L不锈钢焊条研制
影响不锈钢焊接工艺性能的主要因素有碳酸盐、金红石、硅酸盐、氟化物、水玻璃等,故针对此做如下配方设计改进。
1.药皮设计
基于以上分析,在核电站主设备用E308L不锈钢焊条的药皮配方设计中采取以下措施:通过适当的碳酸盐、金红石,获得较高熔渣粘度,实现渣壁过渡,形成“短渣”;合理加入硅酸盐、氟化物,获得较高的熔渣粘度,采用复合氟化物保证焊接冶金去氢能力;减少水玻璃用量,增大药粉涂压力,严格烘干焊条,缓减碳酸盐分解速度,采用高模数浓度较低的钾钠混合水玻璃,提高焊条抗气孔敏感性和全位置焊接的可操作性;根据各材料在熔渣中的特点和作用调整配方,使焊条具有合适的造渣温度和熔渣熔点;设计适当的焊条外径,改善熔滴过渡状态,并且使药皮套筒长短适宜全位置焊接。配方中适当加入含有易电离元素的材料,可以进一步提高电弧稳定性,药皮基本配比如表1所示。
2.合金化设计
近年来,国内对不锈钢焊条发红原因分析研究取得了很多成果,将焊芯电阻率作为影响药皮发红的因素单独提出来进行研究,认为不锈钢焊条焊芯电阻率随温度和合金组元而变化,如图1所示。
由图1可知,在被测焊芯中,合金元素含量较高者,电阻率随温度升高增大量较小,所以25-13型瑞典P5焊条比21-10型A132的电阻率增长值小。
鉴于不锈钢焊芯电阻大,焊接时焊条发热升温,采用同质焊芯过渡,使焊缝金属合金化。焊接冶金过程中,合金元素由于脱氧作用、氧化烧损和来不及过渡而残留在熔渣中,同时考虑飞溅和蒸发等因素造成的损失,在药皮中添加适量Cr、Mn、Ni等过渡稳定的合金元素,可将含量控制在标准要求的范围之内,以保证焊缝金属良好的力学性能和抗腐蚀性能。
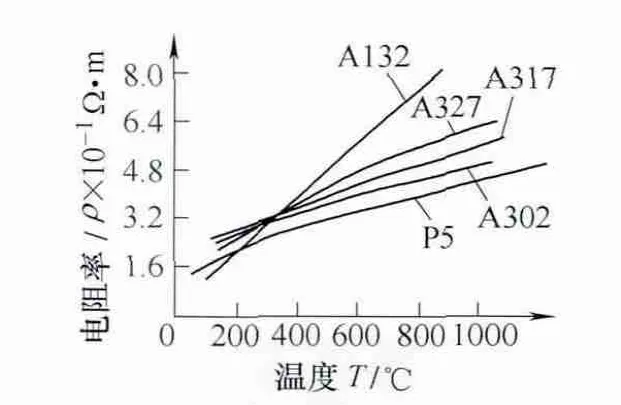
图1 焊芯电阻率与成分及温度的关系

表1 焊条配方(质量分数) (%)
二、核电站主设备用E308L不锈钢焊条产品的性能
1.工艺性能
研制的核电站主设备用E308L不锈钢焊条,具有较好的全位置焊接综合工艺性能和适宜的导筒长度,焊接时电弧稳定、吹力大,立向上焊(连续焊)操作性好、熔渣及铁液稳定性佳,脱渣优良、焊缝成形美观;焊条抗发红性好,药皮不易发红。较好地解决了多年以来困扰国内厂家的问题,即不锈钢焊条平焊与立向上焊工艺性能之间的矛盾,在立焊工艺优良的基础上保证了较好的平焊综合工艺性能。
焊条平焊、平角焊、立向上焊(连续焊)工艺及焊条导筒分别如图2~图5所示,研制的核电站主设备用E308L不锈钢焊条平焊和平角焊焊道成形优良,焊波均匀,焊脚边缘平直;立向上焊道(连续焊)成形佳,焊波均匀;焊条药皮导筒深浅适中。
2.理化性能
(1)产品熔敷金属化学成分 研制的核电站主设备用E308L不锈钢焊条熔敷金属化学成分如表2所示,对应的铁素体含量如表3所示。
(2)产品力学性能 对产品进行相关力学性能检测,结果如表4所示。另外,对研制的核电站主设备用E308L焊条进行了熔敷金属晶间腐蚀试验和微观组织分析,结果显示熔敷金属无晶间腐蚀倾向,焊缝组织为奥氏体加δ铁素体。
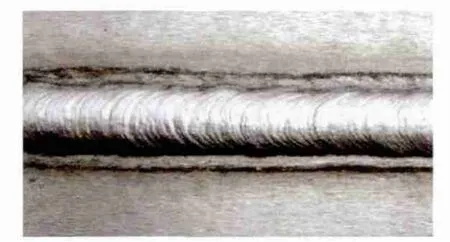
图2 焊条平焊焊道

图3 焊条平角焊焊道

图4 焊条立向上焊道

图5 焊条导筒

表2 熔敷金属化学成分 (质量分数) (%)

表3 铁素体含量测定 (%)

表4 不同热处理状态下常温拉伸及冲击性能
三、结语
研制的核电站主设备用E308L不锈钢焊条全位置焊接工艺性能优良,较好地解决了平焊与立向上焊工艺性能之间的矛盾,在立焊(连续焊)工艺优良的基础上保证了较好的平焊综合工艺性能;理化性能满足核电相关要求。20140218
猜你喜欢
选煤技术(2021年6期)2021-04-19 12:22:04
活力(2019年17期)2019-11-26 00:42:22
上海金属(2016年2期)2016-11-23 05:34:45
上海金属(2016年3期)2016-11-23 05:19:59
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年10期)2015-07-18 11:04:48
焊接(2015年2期)2015-07-18 11:02:38
上海金属(2014年2期)2014-12-18 06:52:45
