工艺参数对树脂与液晶光纤插针同轴度的影响
2014-10-08 12:13:06杜林芳
河南工程学院学报(自然科学版) 2014年2期
王 鑫,杜林芳
(1.河南工程学院机械工程学院,河南郑州451191;2.河南机电职业学院机械工程系,河南郑州451191)
光纤连接器在光通信系统、光信息处理系统和光学仪器中得到了广泛应用.大多数的光纤连接器由两个配合插芯和一个耦合套筒组成,其中能使两根光纤实现对中的插针是关键部件[1-3].
插针是一种带有小孔的圆柱体,制造精度极高,尤其是中间小孔的同轴度要求在几十微米以内.根据文献[4-6]报道,目前使用陶瓷材料制作的插针应用最广,但其核心技术基本被美国、日本等国家垄断,生产成本较高.国外已有使用液晶高分子、合成树脂等材料注射成型插针,不仅工艺简化,而且降低了生产成本.但是,注射成型工艺参数复杂,插针精度要求又高,故未得到广泛应用.因此,有必要弄清楚工艺参数对插针成型精度的影响,优化工艺参数,提高插针体的成型精度.本研究选择高分子液晶和合成树脂材料分别注射成型插针体,运用CAE软件数值模拟工艺参数对插针小孔同轴度的影响,以期对提高非陶瓷插针的成型质量有一定的指导作用.
1 实验部分
1.1 实验模型
光纤插针的结构如图1所示,整体为一个圆柱体,长度为10.6 mm,直径为2.68 mm,中间小孔直径仅为0.1 mm,精度要求很高.经过三维建模后导入Moldflow软件进行网格划分,得到3D网格模型,如图2所示.为了分析得更精确,必须对小孔区域进行网格细化,细化后网格尺寸达到0.01 mm,网格数目达到166 651个单元,较好地反映出了小孔区域的结构特征,达到了分析要求.采用在圆柱体两侧对称进胶,运用Moldflow软件对其进行翘曲分析[7].
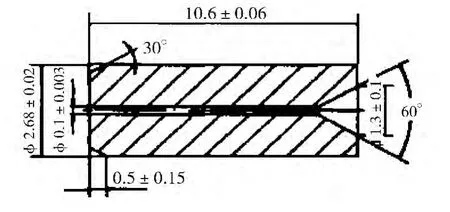
图1 光纤插针结构(单位:mm)Fig.1 The structure of fiber ferrule
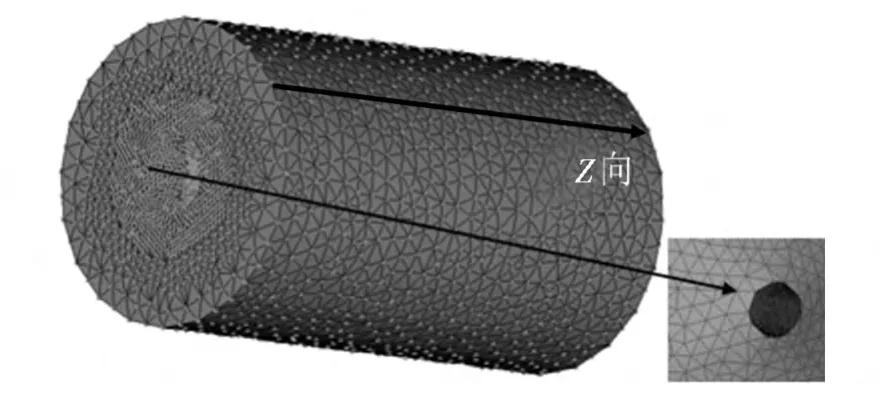
图2 插针网格模型Fig.2 The mesh modle of ferrule
1.2 实验方法
实验使用单因素法,分别采用液晶高分子(Vectra A910)和稳定性较好的PC+ABS合成树脂(Lupoy HR5005A)作为成型材料,考察模具温度、熔体温度、注射速率、保压压力、保压时间共5个因素对插针体小孔同轴度的影响.参照这两种材料的常用工艺条件,设置合成树脂(Resin)和液晶高分子(LCP)的工艺参数,如表1所示.在考察各个因素时,以表1中带下划线的工艺参数为基准不变,考察每个因素5个水平的变化情况.
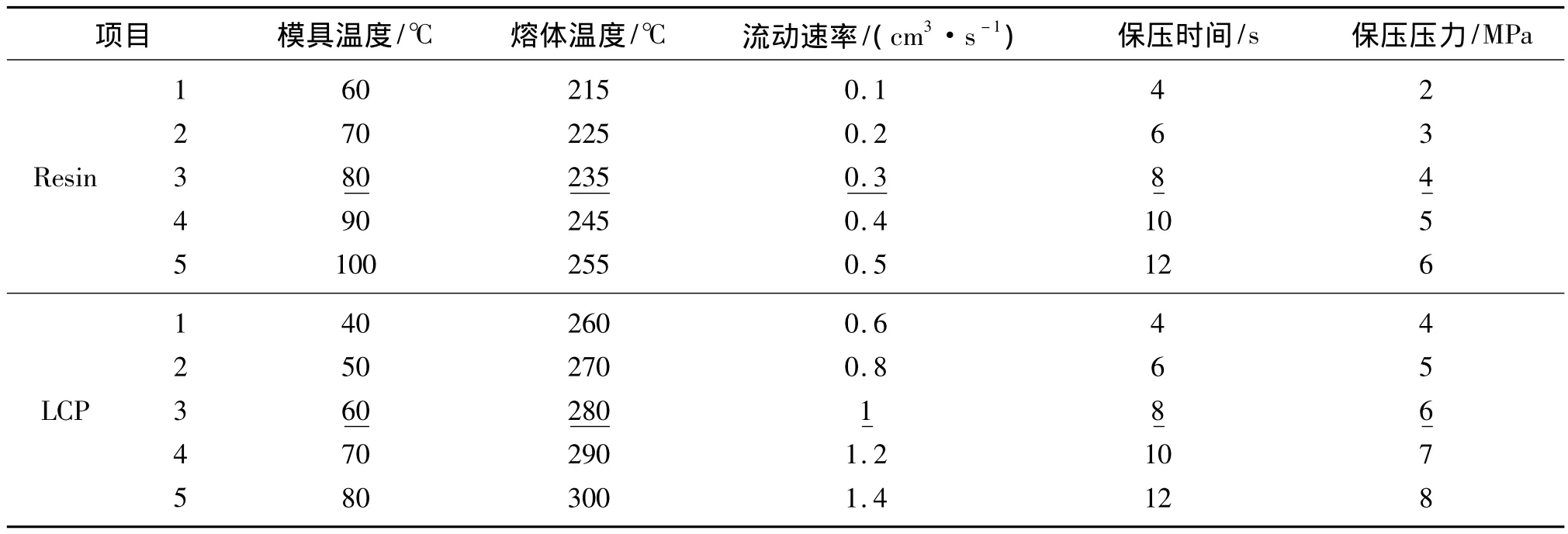
表1 工艺参数Tab.1 Process parameters
以插针体小孔母线上的10个节点为研究对象,测量它们的Z向翘曲量,选取Z向翘曲量最大和最小的两个节点翘曲量之差作为衡量小孔同轴度的标准.
2 结果及讨论
2.1 模具温度的影响
图3为模具温度对树脂和液晶插针同轴度的影响规律.从图3可知,两种材料模具温度对插针同轴度的影响各不相同.树脂插针同轴度随着模具温度的升高而增大,当模具温度为60℃时,同轴度最小,达到0.0236 mm(23.6 μm),在几十微米范围内;液晶插针同轴度则随着模具温度的升高而降低,在模具温度为80℃时,同轴度最小,达到0.007 6 mm(7.6 μm),属于微米级,所以液晶插针的同轴度明显比树脂插针的同轴度低,但都在插针同轴度要求的范围内.
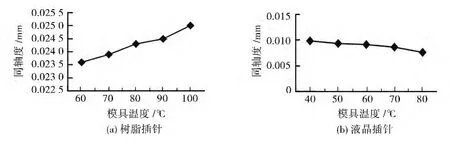
图3 模具温度对同轴度的影响Fig.3 The influence parameter on the coaxiality of mold temperature
2.2 熔体温度的影响
图4为熔体温度对树脂和液晶插针同轴度的影响规律.从图4可看出,两种材料熔体温度对插针同轴度的影响趋势基本相同.树脂插针同轴度随着熔体温度的升高而直线升高,当熔体温度为215℃时,同轴度最小,达到0.023 3 mm(23.3 μm);当熔体温度为255℃时,同轴度最大,达到0.025 3 mm(25.3 μm),递增了0.002 mm,但仍在几十微米范围内.液晶插针的同轴度也随着熔体温度的升高而升高,在熔体温度为260℃时,同轴度最小,达到0.007 5 mm(7.5 μm);但当熔体温度为290~300℃时,同轴度升高缓慢,从0.009 8 mm增至0.009 9 mm,仅增加了0.000 1 mm.
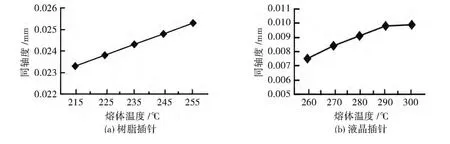
图4 熔体温度对同轴度的影响Fig.4 The influence parameter on the coaxiality of melt temperature
2.3 保压压力的影响
图5为保压压力对树脂和液晶插针同轴度的影响规律.从图5可知,两种材料的保压压力对插针同轴度的影响趋势基本相同,都是随着保压压力的升高,插针同轴度呈下降趋势.树脂插针在保压压力为2 MPa时同轴度最大,为0.025 1 mm;当保压压力为3 MPa时同轴度下降到0.024 4 MPa.之后随着保压压力的升高,同轴度缓慢下降,在保压压力为6 MPa时,同轴度最小,为0.024 1 mm.液晶插针在保压压力为4 MPa时,同轴度最大,为0.009 5 mm;在保压压力为7 MPa时同轴度下降到0.007 4 MPa;在保压压力为8 MPa时,同轴度最小,为0.006 8 mm.
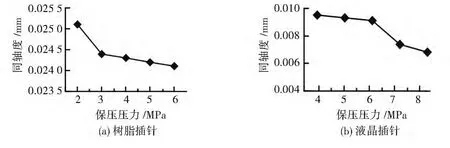
图5 保压压力对同轴度的影响Fig.5 The influence parameter on the coaxiality of packing pressure
2.4 流动速率的影响
图6为流动速率对树脂和液晶插针同轴度的影响规律.从图6中可看出,两种材料的流动速率对插针同轴度的影响各不相同.树脂插针同轴度随着流动速率的升高而增大,当流动速率为0.1 cm3/s时,同轴度最小,达到0.022 8 mm(22.8 μm),在几十微米范围内.液晶插针同轴度则随着流动速率的升高无明显规律,在流动速率为0.6 cm3/s时,同轴度最小,达到0.006 2 mm(6.2 μm).随着流动速率的升高,插针同轴度基本上呈下降趋势,在流动速率小于1.2 cm3/s时,插针同轴度浮动不大;在流动速率为1.4 cm3/s时,同轴度下降较多,达到 0.006 3 mm(6.3 μm).
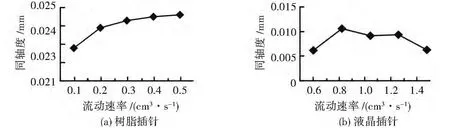
图6 流动速率对同轴度的影响Fig.6 The influence parameter on the coaxiality of flow rate
2.5 保压时间的影响
图7为保压时间对树脂和液晶插针同轴度的影响规律.从图7中可看出,树脂插针同轴度不受保压时间的影响,在保压时间增加的过程中,插针同轴度保持不变,均为0.024 3 mm(24.3 μm).液晶插针同轴度则随着保压时间的增加呈上升趋势,在保压时间为4 MPa时,同轴度最小,为0.006 7 mm(6.7 μm);在保压时间由6 s增加到8 s时,插针同轴度升高较多,由0.007 4 mm上升到0.009 1 mm.然后,同轴度随保压时间的增加缓慢升高,在保压时间为12 s时,插针同轴度最大,达到0.009 4 mm.
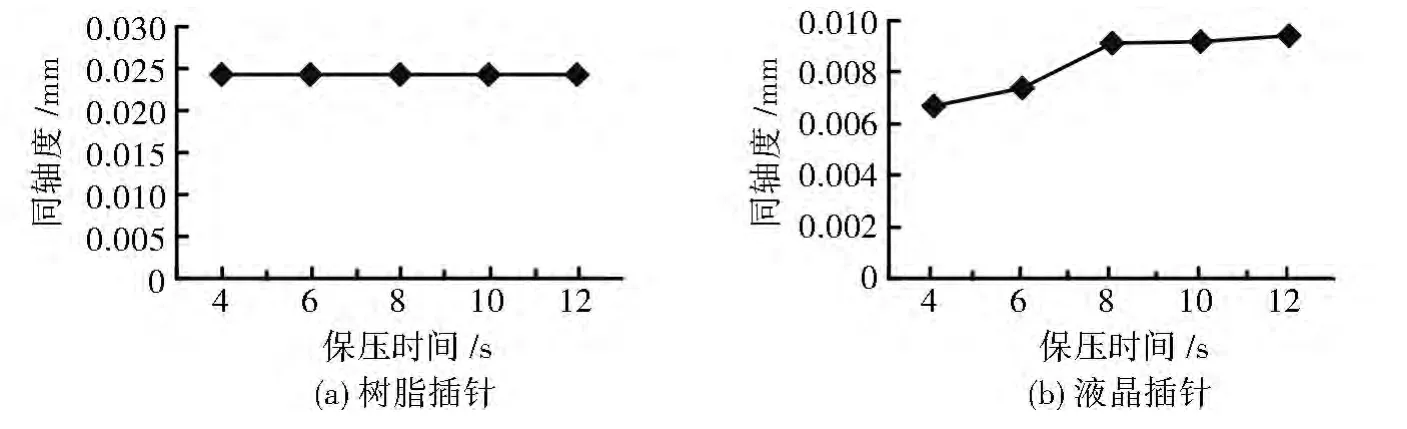
图7 保压时间对同轴度的影响Fig.7 The influence parameter on the coaxiality of packing time
3 结语
(1)依据CAE分析结果,从插针同轴度的要求出发,选用树脂和液晶高分子材料都能满足设计要求,其中树脂插针的同轴度在几十微米范围内,高分子液晶的同轴度属于微米级,精度更高,更适宜成型光纤插针.
(2)对于树脂插针来说,模具温度、熔体温度和保压压力对插针同轴度的影响较大,流动速率次之,保压时间无明显影响,保持较低的同轴度需要较低的模具和熔体温度以及较高的保压压力.
(3)对于液晶高分子插针来说,模具温度、熔体温度和保压压力对插针同轴度的影响较大,保压时间次之,流动速率无明显规律,保持较低的同轴度需要较高的熔体温度和保压压力以及较低的模具温度.
[1]章美敏,林彬.氧化锆陶瓷光纤插针注射成形模拟[J].模具工业,2006(8):63-66.
[2]朱汉英.日本光纤连接器发展动向[J].光纤与电缆及其应用技术,1987(6):24-27.
[3]蔡玉丽.MEMS集成光纤连接器关键技术研究[D].上海:上海交通大学,2007:10-22.
[4]马天,黄勇,杨金龙.光纤连接器用插针材料[J].材料导报,2002(1):28-30.
[5]范载云.液晶塑料已成功应用于光纤连接器[C]∥中国通信学会2002年光缆电缆学术年会.上海:中国通信学会通信线路委员会,2002:6.
[6]梅如敏.光纤连接器陶瓷插针同轴度测量系统的研究[D].武汉:华中科技大学,2005:1-30.
[7]单言.MoldFlow模具分析技术基础与应用实例[M].北京:清华大学出版社,2012:2-80.
猜你喜欢
数学物理学报(2021年6期)2021-12-21 06:24:08
家庭影院技术(2021年3期)2021-05-21 02:15:12
液晶与显示(2020年8期)2020-08-08 07:01:46
发明与创新·小学生(2020年7期)2020-07-18 16:13:39
发明与创新(2020年27期)2020-07-11 04:03:30
机电元件(2020年3期)2020-07-01 06:58:02
冶金设备(2019年6期)2019-12-25 03:08:46
制造技术与机床(2018年8期)2018-10-09 08:27:28
装备制造技术(2018年7期)2018-08-30 09:34:18
液晶与显示(2015年1期)2015-02-28 21:15:54