
π 尺的校准及其示值误差的测量不确定度评定
2014-09-26 08:22:08冯凯飞毛建宏高同山齐梅梅
计量技术 2014年12期
张 锐 冯凯飞 包 辉 毛建宏 高同山 齐梅梅
(1.河北省计量科学研究所,石家庄 050051;2.河北省计量监督检测院,石家庄 050051)
0 引言
π 尺是一种直径测量工具,主要用来现场测量任何材料圆、管、轴及滚筒等的平均直径。
随着π 尺的广泛应用,在计量方面对其采取合理的校准方法尤为重要,我们利用实验室现有的条件,借助钢卷尺检定台将π 尺与标准钢卷尺比较测量,方便快捷地实现了π 尺的校准,该方法切实可行,且能满足校准要求,从而保证了使用π 尺测量时的准确可靠。
1 π 尺的结构及使用方法
π 尺由一条弹性钢带构成,其两端分别刻有主尺和副尺。主尺的最小分度值为0.5mm或1mm,副尺的最小分度值一般有0.01mm、0.02mm、0.05mm等。π 尺按结构形式的不同主要分为条式、穿孔式和卷尺式。
使用π 尺测量时,只需将π 尺绕工件一周,用游标读数方法即可直接读出被测件的平均外径;测量内径时只须将π 尺翻过来使用后,读数值加上两个尺厚即可。π 尺是通过周长测得直径,可将生产时的刻线误差缩小π 倍后反映到测量结果上,所以在大直径测量中,其精度高于游标卡尺,且π 尺只需借助磁性桥、拉力器等附件就能实现单人精密测量,方便准确。
2 校准方法及实验数据
π 尺主要校准其长度尺寸,在实际校准过程中,借助于钢卷尺检定台利用标准钢卷尺就能满足校准需求,且大多实验室都具备这一条件,易于实现。
利用钢卷尺检定台来实现校准的具体过程为:用压紧装置将被校π 尺与标准钢卷尺紧固在测量平台上,分别在被校π 尺与标准钢卷尺的另一端施加各自规定的张紧力。测量时,调整测量平台上的调零机构,使被校π 尺的零值标记与标准钢卷尺的零值标记对齐,然后用读数显微镜分别瞄准被校π 尺标记范围内均匀分布的3 点和标准钢卷尺上对应的标记进行读数,并将π 尺标称值与标准钢卷尺相应读数的修正值进行比较。由于标准钢卷尺只在1m范围内每间隔100mm的位置上有上级校准机构给出的修正值,因此当被校π 尺的长度超过1m范围时,需将其调转方向,将其零值标记对准标准钢卷尺上相应的整数刻度,使标记刻度位于具有修正值的范围内再读数。当π 尺的长度大于检测台的长度时,可分段检测,用各段的实际长度之和计算示值误差。
使用π 尺测量时,其尺厚中性面的弯曲变形量最小,因此在设计刻度值时,以中性面为基准,但由于读数困难,刻度值标记在π 尺表面上,故计算其直径误差时,被校点的直径实测值需减去两个半尺厚,即一个尺厚,所以π 尺直径示值误差△为

式中,Di为π 尺被校点的直径标称值,mm;D0为π尺被校点的直径实测值,mm;L0为标准钢卷尺修正后的实际值,mm;h0为π 尺尺带的实测厚度,mm。
现以测量范围为50~300mm、分度值0.02mm、尺厚0.25mm的条式π 尺为例,在温度20℃,相对湿度50%,等温4 小时的条件下,取π尺标记范围内均匀分布的3 点进行试验,数据见表1。
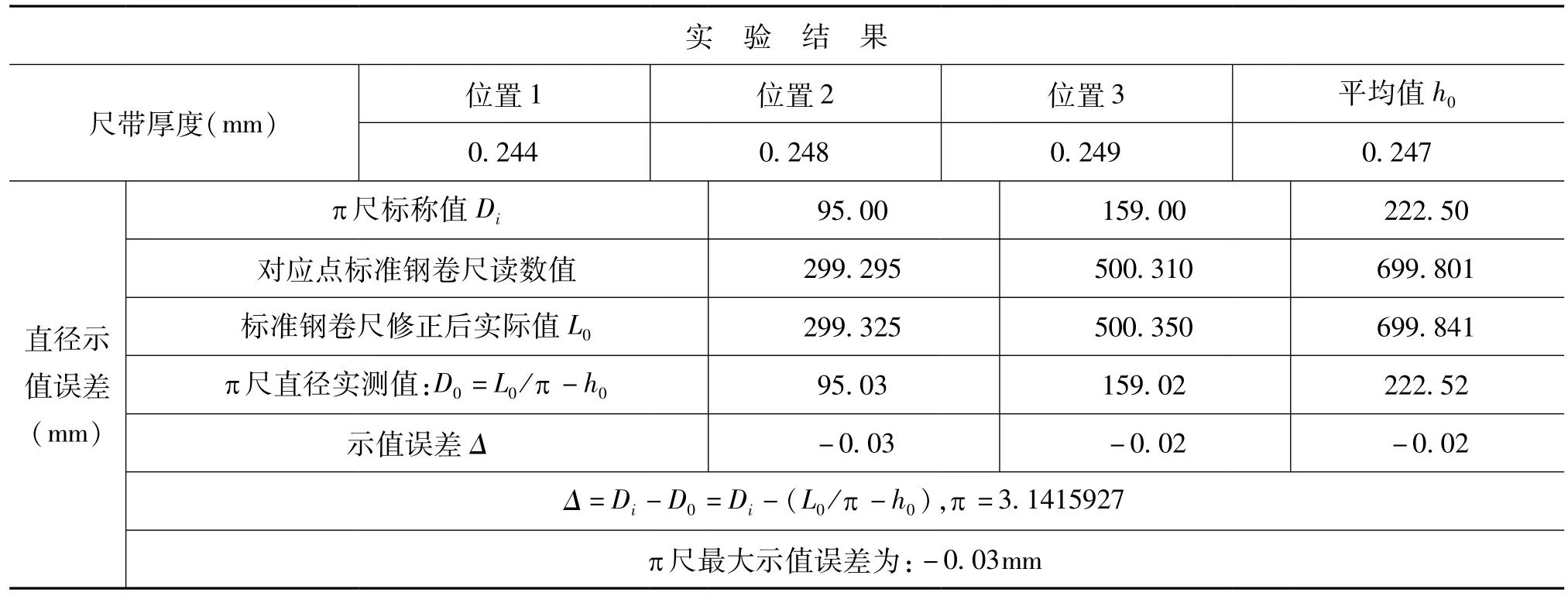
表1 50~300mm的π 尺实验结果
3 测量不确定度评定
3.1 数学模型
以表1 中的π 尺为例,分析其示值误差的测量不确定度,其标准不确定度分量见表2。π 尺示值误差的数学模型为
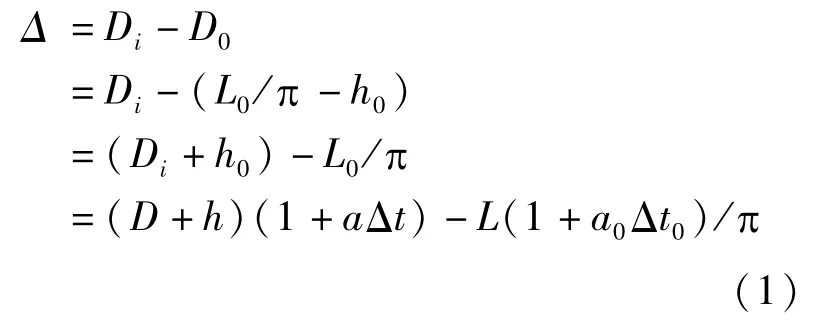
式中,D为π尺被校点的直径标称值(20℃条件下),mm;h 为π 尺尺带的实测厚度值(20℃条件下),mm;L 为被校点的长度实测值(20℃条件下),mm;a、a0分别为π 尺和标准钢卷尺的线膨胀系数,均为(11.5 ±1)×10-6℃-1;△t、△t0分别为π尺和标准钢卷尺偏离20℃′ 温度值;π=3.1415927。

将上述参数带人式(1)并化简得
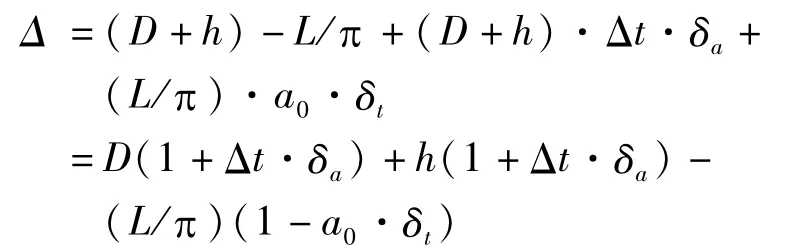
3.2 方差和灵敏系数
依据
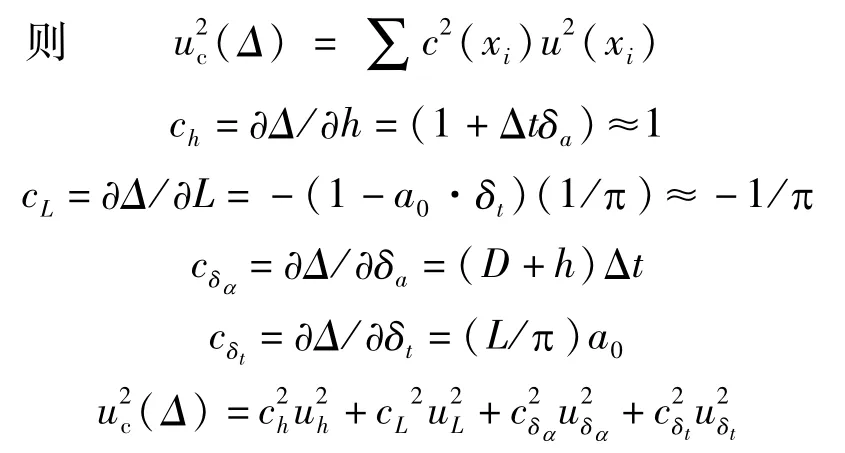
由于π 尺示值测量重复性或估读误差、读数显微镜示值误差和张紧力偏差都会引人不确定度,故输出量估计方差的完整表达式应为
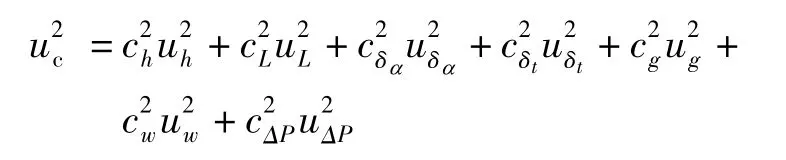
式中,ug为π 尺示值测量重复性或估读误差引人的标准不确定度分量;uw为读数显微镜示值误差引人的标准不确定度分量;u△P为由被校π 尺与标准钢卷尺的张紧力偏差引人的标准不确定度分量。
则

由于π 尺示值测量重复性或估读误差、读数显微镜示值误差对π 尺的影响是长度值的变化,除以π 才是对应直径的变化,故cg=cw=1/π。
3.3 标准不确定度分量计算
3.3.1 π 尺尺带厚度测量引人的标准不确定度分量uh
3.3.1.1 尺带厚度测量的重复性或量化误差引人的标准不确定度分量uh1
1)测量重复性引人的标准不确定度分量uh11
对π 尺某点,在重复性条件下用数显千分尺连续测量10 次,得到测量列(单位:mm)0.250、0.249、0.249、0.249、0.248、0.249、0.249、0.250、0.249、0.249,则
实验标准偏差
由于尺带厚度值是3 次测量的平均值,则

2)量化误差引人的标准不确定度分量uh12
分辨力为0.001mm的数显千分尺的量化误差为0.0005mm,均匀分布,k=,则

测量重复性和量化误差,两者中取较大值,故取:uh1=uh11=0.00033mm
3.3.1.2 千分尺示值误差引人的标准不确定度分量uh2
分辨力为0.001mm的数显千分尺的最大允许示值误差为±0.002mm,均匀分布,k=,则

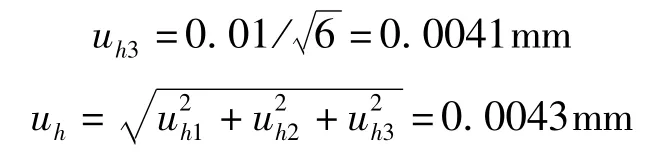
3.3.1.3 尺带厚度不均匀引人的标准不确定度分量uh3
由于尺带厚度不均匀而造成测量时引人误差,其最大差值不超过0.01mm,三角分布,k=,则
3.3.2 由标准钢卷尺引人的标准不确定度分量uL
3.3.2.1 由标准钢卷尺的测量不确定度引人的标准不确定度分量uL1
标准钢卷尺的测量不确定度为U=(5 +5L)μm,(L单位:m),k=2,取最大校准点L=699.841mm≈0.7m,则

3.3.2.2 由标准钢卷尺的稳定性引人的标准不确定度分量uL2
标准钢卷尺的稳定性为0.01L mm,(L 单位:m),三角分布,k=,则

3.3.3 由被校π 尺与标准钢卷尺的线膨胀系数差引人的标准不确定度分量
被校π 尺与标准钢卷尺的线膨胀系数均为(11.5 ±1)×10-6℃-1,两者之差最大为2×10-6℃-1,三角分布,k=,则

校准时,实验室温度偏离标准温度最大为△t=5℃,由于尺带厚度值很小,20℃条件下的厚度值约等于(20 ±5)℃条件下的厚度值,即h≈0.25mm,则

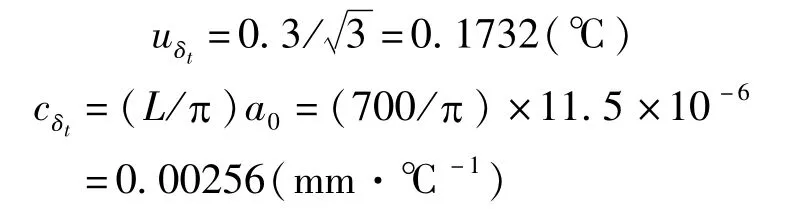
3.3.4 由被校π 尺与标准钢卷尺的温度差引人的标准不确定度分量
被校π 尺与标准钢卷尺的温度差估计为0.3℃,均匀分布,k=,π 尺和标准钢卷尺的线膨胀系数均为11.5 ×10-6℃-1,则
3.3.5 π 尺示值测量重复性或估读误差引人的标准不确定度分量ug
3.3.5.1 π 尺示值测量重复性引人的标准不确定度分量ug1
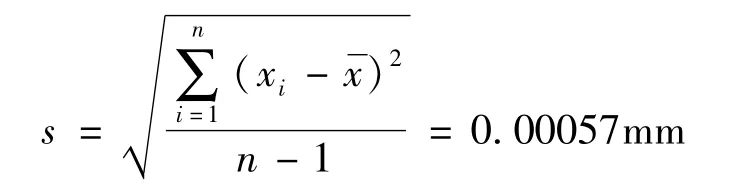
对π 尺某点示值,在重复性条件下用读数显微镜连续测量10 次,得到测量列(单位:mm)0.290、0.286、0.288、0.287、0.288、0.287、0.290、0.288、0.290、0.288,则
实验标准偏差

则 ug1=s=0.0014mm
3.3.5.2 π 尺示值测量时估读误差引人的标准不确定度分量ug2
π 尺示值测量时,用分度值为0.01mm的读数显微镜读数,其估读误差为0.001mm,均匀分布,k=,则

测量重复性和估读误差,两者中取较大值,故

3.3.6 读数显微镜示值误差引人的标准不确定度分量uw
分度值为0.01mm的读数显微镜的最大允许示值误差为0.010mm,均匀分布,k=,则uw=0.010=0.0058mm
3.3.7 由被校π 尺与标准钢卷尺的张紧力偏差引人的标准不确定度分量u△P
被测π 尺与标准钢卷尺张紧力的偏差均为0.5N,则两者最大差值为1N,均匀分布,k=,则

由张紧力偏差引起的变形量△L 对应的直径变化量△D为

式中,△P为张紧力偏差,N;E为弹性系数,(21000×9.8)N/mm2;F为π 尺的横截面积,F=3mm2。
由上式得
3.4 合成标准不确定度uc

3.5 扩展不确定度U
取k=2,则U=k×uc=2 ×0.0051mm≈0.01mm。
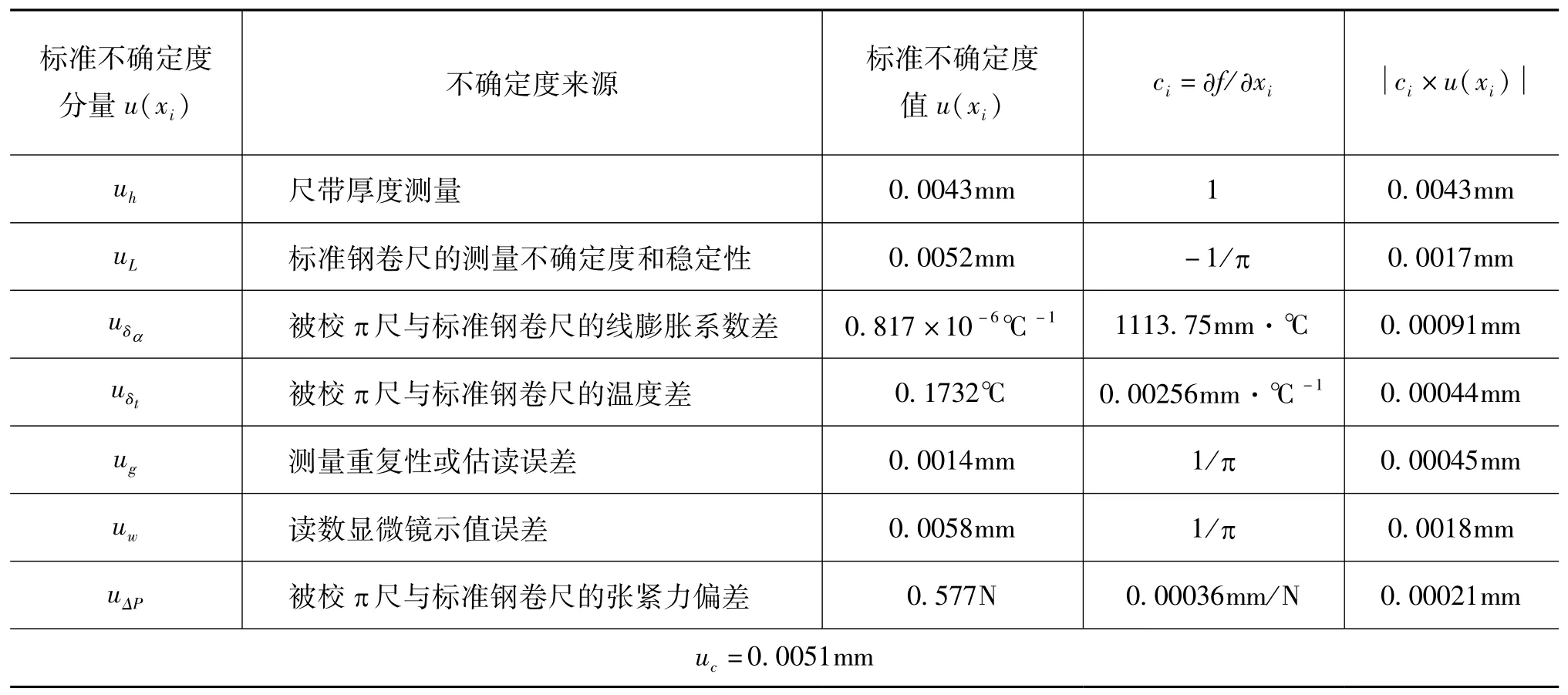
表2 50~300mm的π 尺示值误差不确定度分量
4 结束语
通过以上分析可知,对于50~300mm的π 尺,U=0.01mm,由生产π 尺的企业标准可知此范围π 尺的MPEV=0.05mm,故以上校准方法完全满足需要,且大多实验室都具备这一条件,切实可行。另外也可以用激光干涉仪、母尺等满足测量不确定度要求的其他标准器进行校准。
猜你喜欢
哈哈画报(2022年3期)2022-05-06 19:58:25
机械工业标准化与质量(2021年7期)2021-10-12 06:32:52
发明与创新(2019年42期)2019-11-18 01:24:04
质量技术监督研究(2018年1期)2018-03-26 08:04:28
发明与创新·大科技(2018年2期)2018-03-17 20:50:32
中国公路(2017年19期)2018-01-23 03:06:36
中国公路(2017年15期)2017-10-16 01:32:04
中国公路(2017年11期)2017-07-31 17:56:31
中国公路(2017年9期)2017-07-25 13:26:38
中国公路(2017年7期)2017-07-24 13:56:40
