京沪高速铁路廊坊站道岔打磨验收标准的分析及应用
2014-09-26 12:37王国恩
铁道标准设计 2014年11期
汪 奕,王国恩
(1.天津铁道职业技术学院,天津 300240;2.北京大型养路机械运用和检修段,北京 100070)
京沪高速铁路廊坊站道岔打磨验收标准的分析及应用
汪 奕1,王国恩2
(1.天津铁道职业技术学院,天津 300240;2.北京大型养路机械运用和检修段,北京 100070)
钢轨打磨作为铁路工务部门在线路养护维修中的一种重要方法已经在我国得到广泛的应用。采用新型打磨设备和检测仪器对廊坊站高速道岔进行打磨和检测,并分析原铁道部颁布的验收标准和德国铁路验收标准,从钢轨波形磨耗、钢轨廓形、钢轨表面粗糙度和外观这几方面进行验收。实践表明,钢轨打磨后道岔动力学指标得到明显改善,轴向加速度、减载率峰值明显下降,延长了道岔钢轨的使用寿命。
高速道岔;打磨;验收标准;分析;应用
1 京沪高速铁路廊坊站道岔概况
京沪高速铁路由北京南站至上海虹桥站,全长1 318 km,全线共有218组正线高速道岔和8组正线高速钢轨伸缩调节器,其中廊坊站共有8组正线高速道岔,这8组道岔中,1号~4号道岔为渡线道岔,5号~8号道岔为进出站道岔。京沪高速铁路廊坊站自2011年6月30日运营以来,正线高速道岔己运营超过2年的时间,从未进行过打磨修理。由于列车的动力作用、自然环境和钢轨本身质量等因素[1],道岔经现场检查发现钢轨廓形与原钢轨廓形出现较为明显偏差,如图1所示。部分心轨存在肥边和斜裂纹,尖轨有轻微侧磨。

图1 廊坊站道岔实测轨廓偏差
为了建立合适的钢轨断面,提高轮轨接触性能[2-3],消除和延缓道岔钢轨表面伤损,延长道岔钢轨的使用寿命,保障高速列车运行的平顺性和安全性,降低噪声和振动[4],增加乘客乘坐的舒适性[5],需要对道岔钢轨进行打磨。
2 钢轨打磨现状
钢轨打磨作为铁路工务部门在线路养护维修中的一种重要方法已经在我国得到广泛的应用。我国自1989年引进瑞士Speno公司生产的RR48HP4型钢轨打磨列车后[6],陆续引进了包括线路打磨、道岔打磨等多种车型。随着线路打磨技术的发展和线路打磨取得的成功经验,道岔钢轨的状况渐渐成了工程技术人员关注的焦点。道岔是引导机车车辆由一条线路转向另一条线路的过渡设备,道岔结构复杂,养护比较困难,是线路上的薄弱环节[7]。道岔钢轨表面的问题比区间线路更加严重,例如轨头塌陷、轨头不平顺、塑性变形、高低不平顺、波浪轨面和轨头肥边等[8-9],线路病害在道岔钢轨上同样存在且更加严重,造成的后果是众所周知的。自2003年我国引进道岔打磨车以来,经过几年的摸索,逐渐形成了一套自己的打磨方式,在打磨车的使用方面取得了一些成功的经验。但是到目前为止,打磨施工还处于粗放型,没有严格的检查和监测手段来指导道岔钢轨打磨[10]。
为了探索和掌握高速道岔打磨规律,落实中国铁路总公司《京沪高速铁路标准示范线建设三年计划》,2013年7月特邀请德国奥钢联BWG公司配合北京铁路局在京沪高速铁路廊坊站开展道岔示范性打磨工作。
3 打磨设备与检测工具
3.1 道岔打磨设备
选择美国Harsco公司生产的RGH20C型打磨车,如图2所示。该车有20个打磨电动机,可以实现内侧75°至外侧45°的角度偏转,主要是对铁路线路中的道岔进行打磨,作业效率、精度高。

图2 打磨设备
3.2 小型打磨设备
由于有些道岔存在不允许打磨车打磨的区段,如图3所示,因此需要使用打磨机进行人工打磨。打磨砂轮可以在垂直方向两侧30°的范围内自由变换打磨角度。配合手持角磨机通过灵活的调整可以精细的打磨道岔尖轨和心轨。
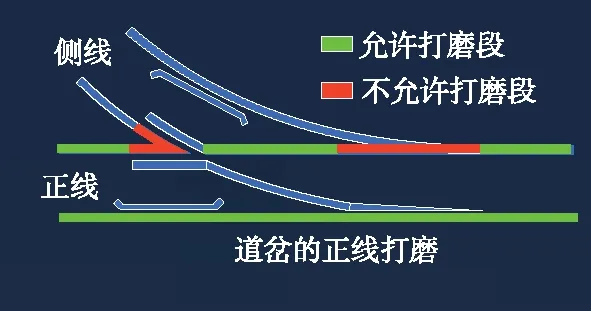
图3 道岔不允许打磨车打磨区段
3.3 波形磨耗测量仪
道岔钢轨波磨测量采用数显式RM1200波磨测量仪,如图4所示。波磨测量仪最大测量长度为1 200 mm,可选滤波范围为10~30 mm、30~100 mm、30~300 mm、100~300 mm和300~1 000 mm。

图4 RM1200型波磨测量仪
3.4 钢轨廓形测量仪
钢轨廓形测量采用DQM2000型钢轨廓形测量仪,如图5所示。该测量仪通过手动的方式测量钢轨廓形,带有64 K的记忆卡,一次可测量存储40个钢轨廓形数据,并可导入到电脑中与目标廓形进行比对。
3.5 打磨切削量测量仪
打磨切削量测量采用Wilmec HT1型切削量测量仪,如图6所示。每股钢轨测量3次,测量结果可以直接打印出来。

图6 Wilmec HT1型切削量测量仪
3.6 粗糙度测量仪
表面粗糙度测量采用TR100型表面粗糙度测量仪,如图7所示。测量时置于钢轨表面即可直接显示表面粗糙度数值。该测量仪没有存储功能,需要记录测量结果。
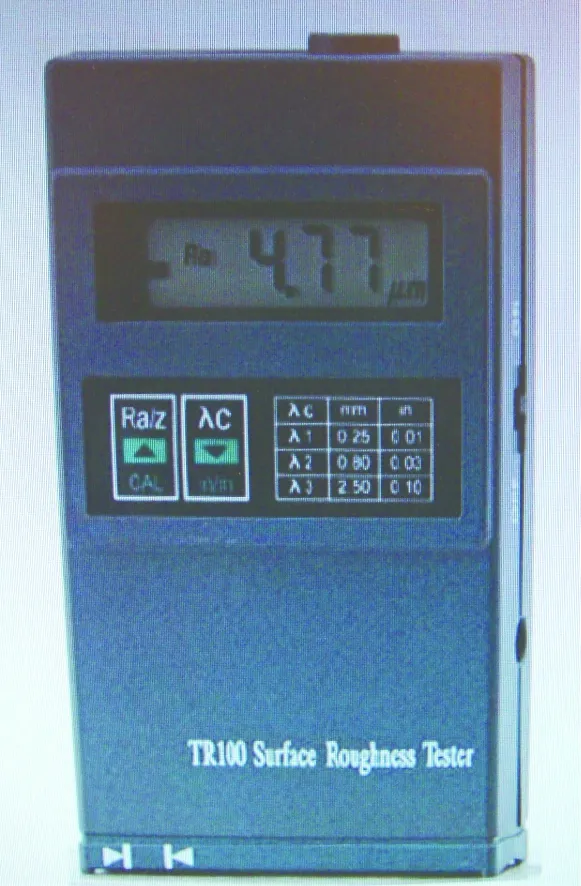
图7 TR100型表面粗糙度测量仪
4 打磨验收标准
基于现场检查结果,对廊坊站道岔实施了预防性的打磨,轨顶切削量为0.3~0.5 mm,轨距角切削量为1.8~2.0 mm。通过整体预防性打磨修正了道岔钢轨廓形,并减缓或消除了局部斜裂纹和肥边等钢轨病害。道岔钢轨经示范性打磨后按照原铁道部和德国铁路验收标准进行验收,现对验收标准及应用进行分析。
4.1 波形磨耗验收标准
原铁道部颁布的《高速铁路无砟轨道线路维修规则》中规定的波形磨耗验收标准如表1所示[11]。德国铁路标准Ri1824.8310中对钢轨打磨规定的波形磨耗验收标准如表2所示[12]。

表1 原铁道部颁布的波形磨耗验收标准

表2 德国铁路波形磨耗验收标准
从表1、表2中可以看出,在波长相同范围内德国铁路标准比原铁道部颁布的标准高,例如波长在10 mm<λ≤30 mm时,原铁道部颁布的标准的采样窗长度为600 mm,平均峰峰幅值的验收值是0.02 mm,而德国铁路标准的采样窗长度为500 mm,平均峰峰幅值的验收值是0.01 mm。因此,京沪高速铁路廊坊站道岔示范性打磨的波形磨耗验收标准采用德国铁路标准。
4.2 钢轨廓形验收标准
德国铁路钢轨打磨后廓形的验收标准如表3所示。原铁道部颁布的《高速铁路无砟轨道线路维修规则》中没有对钢轨廓形的验收提出具体的标准,仅须用1 m直尺对工作面和轨顶面测量平顺度,如表4所示。因此,京沪高速铁路廊坊站道岔示范性打磨的钢轨廓形验收标准采用德国铁路标准。

表3 德国铁路钢轨廓形验收标准

表4 原铁道部颁布的钢轨打磨作业验收标准
德国铁路标准中规定钢轨廓形的竖向基准点为Y+5点(即轨顶面中心点外侧5 mm处),横向基准点为Z-14点(即轨顶面以下14 mm处),测量钢轨廓形偏差时,将实测廓形与目标廓形的Y+5点竖向对齐,Z-14点横向对齐,不旋转测量Y-25 至区域的最大幅向偏差,如图8所示。由于我国规定的轨距线为轨面以下16 mm处,与德国铁路规定的轨面以下14 mm不同,测量钢轨廓形的横向基准点应由Z-14点改为Z-16点。

图8 测量钢轨廓形偏差
4.3 钢轨表面粗糙度验收标准
钢轨表面打磨后采用TR100型表面粗糙度测量仪检测钢轨表面粗糙度。德国铁路标准Ri1824.8310和原铁道部颁布的《高速铁路无砟轨道线路维修规则》中的验收值基本相同,所以釆用原铁道部的验收标准。实际检测时在同一个打磨面上连续测量6个点,这6个点表面粗糙度的算术平均值Ra不应大于10 μm。
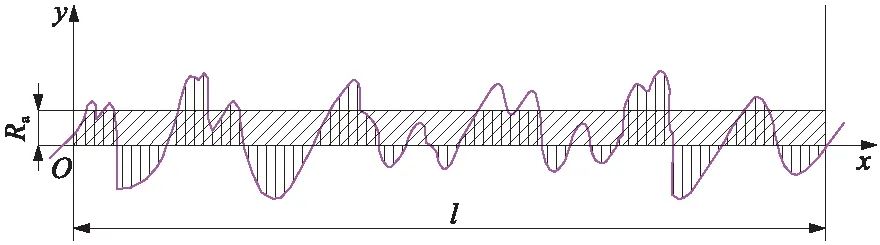
图9 表面粗糙度Ra
经计算,打磨后粗糙度结果为6 μm,满足小于10 μm的规定。
4.4 外观验收标准
德国铁路标准Ri1824.8310和原铁道部颁布的《高速铁路无砟轨道线路维修规则》中都对打磨面的宽度进行了规定。除轨头内侧工作面的打磨面宽度,德国铁路要求不超过4 mm,原铁道部要求不超过5 mm外,其他基本相同。
综合德国铁路和原铁道部的标准,京沪高速铁路道岔打磨的外观验收标准如下:打磨面宽度在钢轨内侧工作面不超过4 mm,在钢轨肩部过渡区不超过7 mm,在钢轨顶面不超过10 mm,如图10所示。沿钢轨100 mm长度范围内,打磨面宽度最大变化量不应大于打磨面最大宽度的25%,打磨后的钢轨不应连续发蓝。
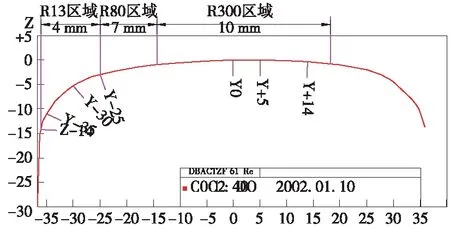
图10 打磨面宽度
5 结语
按新的打磨检测标准和方法对京沪高速铁路廊坊站道岔进行打磨后,经动检车测试,道岔动力学指标得到明显改善,轴向加速度、减载率峰值明显下降,人体晃车、抖动等感觉不良处所大幅度减少,动车运行品质明显提升。
[1] 汪奕.铁路机械化养路[M].北京:人民交通出版社,2013.
[2] 李江华.高速铁路钢轨平顺性的影响因素及其整治措施初探 [J]. 现代交通技术,2011,8(3):90-93.
[3] 罗慧刚.釆用钢轨打磨减缓朔黄铁路小半径曲线钢轨伤损的试验研究[J].铁道建筑,2011(4):117-119.
[4] 许玉徳,李海锋,戴月辉.轨道交通工务管理[M].上海:同济大学出版社,2007.
[5] 王华川,王仲林.打磨技术在地铁轨道养护中的实践探讨[J].甘肃科技,2006,22(1):51-53.
[6] 汪奕.钢轨打磨列车[M].北京:中国铁道出版社,2008.
[7] 张爱献.专用线道岔尖轨曲线钢轨磨耗的原因及防治措施[J].城市建设理论研究(电子版),2012(7).
[8] 金学松,杜星,郭俊,等.钢轨打磨技术研究进展[J].西南交通大学学报,2010,45(1):1-11.
[9] 刘莉丽,高亮,谷爱军,等.高速重载线钢轨打磨策略研究初探[J].铁道标准设计,2004(3):73-76.
[10] 许永贤,曾树谷.客运专线钢轨打磨验收标准概述[J].铁道建筑,2006(6):62-65.
[11] 中华人民共和国铁道部.高速铁路无砟轨道线路维修规则[M].北京:中国铁道出版社,2011.
[12] 德国联邦铁路公司.德国铁路标准Ri1824.8310.
[13] 廖念钊.互换性与技术测量[M].北京:中国计量出版社, 2010.
Analysis and Application of Switch Grinding Acceptance Criteria for LangFang Railway Station on Beijing-Shanghai High-speed Railway
Wang Yi1, Wang Guoen2
(1.Tianjin Railawy Technical and Vocational College, Tianjin 300240, China; 2.Beijing Heavy Road Machinery Operation and Repair Depot, Beijing 100070, China)
Being as an important approach of line maintenance, rail grinding has been widely used in China. New grinding equipment and detecting instrument are employed to grind and detect high-speed turnouts in Langfang railway station and the acceptance standards of Chinese railway department and German railway are analyzed from the aspects of corrugation, rail profile, rail surface roughness and appearance. The practices demonstrate that the indexes of turnout dynamics are remarkably improved after rail grinding, and axial acceleration and the peak value of load reduction rate are dramatically declined, which prolongs the operational life of turnout rail.
High-speed turnout; Grinding; Acceptance standard; Analysis; Application
2014-02-11;
:2014-02-20
汪 奕(1959—),男,副教授,1986年毕业于大连铁道学院
机械制造工艺及设备专业,工学学士,E-mail:wangyi1959@163.com。
1004-2954(2014)11-0072-04
U238; U213.6
:A
10.13238/j.issn.1004-2954.2014.11.017
猜你喜欢
建材发展导向(2021年13期)2021-07-28
VOGUE服饰与美容(2020年1期)2020-04-17
电子制作(2019年9期)2019-05-30
中学生数理化·中考版(2018年11期)2019-01-31
小资CHIC!ELEGANCE(2018年32期)2018-11-05
小资CHIC!ELEGANCE(2018年17期)2018-06-15
电子制作(2017年7期)2017-06-05
小资CHIC!ELEGANCE(2017年6期)2017-03-20