
火炸药烘干过程中的温度控制系统设计*
2014-09-25 08:03:58褚红伟陈友兴王召巴
传感器与微系统 2014年3期
褚红伟, 陈友兴, 王召巴
(中北大学 电子测试技术国家重点实验室,山西 太原 030051)
0 引 言
火炸药的制造和加工过程主要包括驱水、胶化、压伸切断、驱溶、钝感、光泽等工序,烘干是驱溶工序的一个步骤[1]。现在火炸药烘干一般以传热传质理论为基础,借鉴国内外民用干燥技术的先进手段,结合现有的火炸药干燥技术和经验,通过热水和热风进行烘干。由于火炸药具有易燃易爆特性[2],烘干温度过高会引起安全隐患,温度过低难以达到烘干效果,因此,烘干过程中热水和热风的温度变化要严格遵循一定的工艺曲线。本文以某一火炸药烘干系统为对象,研究烘干过程中的热风和热水温度控制系统,针对具有非线性、大滞后、时变等特性的热风系统,提出了自适应模糊PID控制策略,并进行了现场试验,结果表明:此策略有较好的控制效果,满足期望控制要求。
1 温度控制系统设计
1.1 结构原理
火炸药烘干系统是在传统烘干技术的基础上,改变了加热方式,以水蒸汽为热源对火炸药进行烘干,系统主要由烘干机、鼓风机、加热机、水槽、流量阀、旋振电机、热风热水管道及驱动装置等组成,如图1。

图1 火炸药烘干系统原理示意图
如图1所示,火炸药加入烘干机,随着旋振电机抖动,过程中利用热水和热风对火炸药进行加热,从而达到烘干的效果。其中,温度控制系统包括热水系统和热风系统,温度控制精度要达到±1 ℃。热水系统是把一定量的水蒸汽灌入大容量水槽内对水进行加热,由于水槽水量一定且为循环系统,通过控制流量阀开度(即控制水蒸汽流量大小),可以较好地控制水温,系统简单易控,时变性小;热风系统是用加热机把一定量的水蒸汽和鼓风机鼓进的冷风相结合形成热风,鼓风机鼓进均量冷风,通过控制水蒸汽流量阀开度,可以实现控制风温的效果。
1.2 温度控制方案
烘干系统的温控部分主要通过计算机实现,计算机通过传感器经过A/D采集获得被控量的精确值,然后将定量与设定值比较得到偏差信号经过控制模块转换成精确的数字控制量,再经过D/A卡转变成精确的模拟量控制流量阀开度,从而控制系统的水温和风温,温度控制方案如图2所示。其中,调节阀1调节水蒸汽流量控制风温大小,调节阀2调节水蒸汽流量控制水温大小。
据1.1节中阐述的热水和热风的加热方式可知,热水系统结构简单易控,故可以采取传统PID控制技术来控制水温,而热风系统是具有非线性、大滞后、时变性的复杂控制对象,本文选择采用模糊—PID控制技术控制风温。
2 热水温度控制系统
根据水循环的系统特性,采用传统PID控制技术来控制热水温度[3,4]。同时,根据PID控制理论和智能阀控制过程特点,设计了以热水温度的偏差e和电流u作为输出量的增量式PID控制器,其根据被控过程的特性和长时间的试验经验确定了PID控制器的比例系数、积分时间和微分时间的大小。增量式PID控制算法程序框图如图3所示。

图3 增量式PID控制算法程序框图
系统的工作原理为:在连续化生产过程中,系统通过传感器不断采集热水温度值,并与期望的温度值进行比较,得到温度偏差值e,然后根据比例系数、积分时间和微分时间参数大小计算出控制量u来调整智能调节阀的开度,从而控制系统温度稳定在允许的期望值变化范围内。设定期望温度为80 ℃,控制精度要达到±1 ℃,其温度控制曲线如图4所示。

图4 传统PID热水温度控制曲线
通过图4可以看出:传统PID热水温度控制曲线比较平稳,没有大的波动,系统的超调量和稳定时间都较小,满足系统控制要求。
3 热风温度控制系统
假如将传统PID控制技术也应用到热风控制系统中,设定期望温度为75 ℃,根据理论和操作经验选择较合适的KP,TI和TD参数,经过现场多次试验,经典温度控制曲线如图5所示。
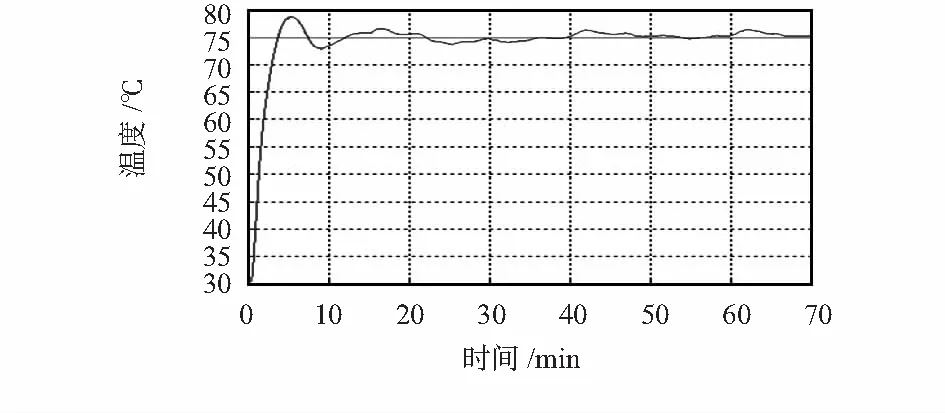
图5 传统PID热风温度控制曲线
通过图5可以看出:传统PID温度控制曲线波动较大,在经过20 min左右才能达到稳定值,系统波动浮动较大,稳定度低。由此本文采用模糊PID控制技术对系统热风温度进行控制,以期提高控制品质。
传统的PID控制器,KP,TI,TD3个参数只能提前设定,且参数一旦设定,在温度控制过程中无法进行自修正,从而系统难以达到控制要求。而自适应模糊PID算法是模糊控制与PID控制的综合体,其利用计算机把调节经验形式化、模型化,根据模糊推理和规则,输出PID调节参数,实现了自适应PID控制[5,6]。其基本原理如图6所示。

图6 模糊PID控制的基本原理框图
图中模糊控制器的输入变量为误差e和误差变化量ec,ΔKP,ΔTI和ΔTD为PID控制的3个参数。
根据模糊控制理论,设计了以温度的偏差e和偏差变化量ec作为模糊控制的输入量,ΔKP,ΔTI和ΔTD3个参数修正量作为模糊输出量的模糊控制器。自适应模糊PID控制算法程序框图如图7所示。

图7 模糊PID控制算法程序框图
在烘干过程中,对于水温和风温的控制要求稳定性高,精度达到±1 ℃。e的基本论域为{-1,1},量化论域为{-3,3},则量化因子Ke=3/1=3;ec的基本论域为{-0.5,0.5},即在一个采样周期内温度偏差变化控制在1 ℃范围内,量化论域为{-5,5},则量化因子Kec=5/0.5=10。
根据经验选取比例系数ΔKP的基本论域为{-3,3},其量化论域为{-3,3},则量化因子为1;积分系数ΔTI的基本论域为{-0.03,0.03},其量化论域为{3,3},则量化因子为100;微分ΔTD的基本论域为{-0.01,0.01},其量化论域为{-3,3},则量化因子为300。
模糊量e,ec,ΔKP,ΔTI和ΔTD的隶属函数选用三角形隶属函数,模糊子集均为{NB,NM,NS,Z,PS,PM,PB},根据模糊控制规则表可以得到自适应PID控制ΔKP,ΔTI和ΔTD[7]。
在连续化生产过程中,系统不断采集传感器的温度值并与期望的温度值进行比较得到温度偏差e和温度偏差变化量ec,根据模糊规则计算ΔKP,ΔTI和ΔTD,然后结合增量式PID算法计算出控制量u来调整智能调节阀的开度,从而控制系统温度稳定在允许的期望值变化范围内。为验证系统的控制效果,传统PID也进行了现场试验,期望温度均设定为75 ℃,温度控制曲线如图8所示。

图8 模糊PID风温控制曲线
通过传统PID与模糊PID控制的试验数据,将图8和图5中2种温度控制曲线进行对比可知:传统PID控制算法在经过20 min左右才能达到稳定值,而自适应模糊PID经过10 min左右达到稳定;常规PID超调量为3.4 %,而模糊PID超调量为1 %。自适应模糊PID控制超调量小,上升时间快,稳定时间短,系统的稳态性高,对于火炸药烘干生产过程来说具有较强的适用性,全面改善了控制系统的静态性能和动态性能。
4 结束语
本文火炸药烘干过程中的温度控制系统设计进行了研究,根据理论研究和现场试验得到如下结论:1)水温控制系统可以采取传统PID进行控制,而对于具有非线性、大滞后、时变性的风温控制系统,采用传统PID控制技术控制效果不够理想,而采用模糊PID进行控制,使得该设备在烘干关键条件(恒温)方面取得了明显的改善;2)该温控系统控制精度高和稳定时间短,使得烘干效率提高,降低了能源消耗;3)模糊PID实现了参数自调整,从而改善了控制系统的静态性能和动态性能,也为烘干系统在自动控制设计方面的发展提供了理论依据。
参考文献:
[1] 习重华.现代火炸药生产中的安全监测和控制技术[J].兵工自动化,1995(2):1-5.
[2] 孟凡军,张欲立,杨 浩,等.单质起爆药本质安全连续自动化生产技术[J].新技术新工艺,2009(5):96-98.
[3] 蔡春波.PID参数自整定算法研究及应用[D].哈尔滨:哈尔滨工业大学,2005.
[4] 方康玲.过程控制系统[M].武汉:武汉理工大学出版社,2002.
[5] 韩成浩,赵丁选.基于自整定模糊PID控制算法的电液伺服系统设计[J].制造业自动化,2012,34(7):11-13,26.
[6] 刘素芹,刘新平,戚 平,等.PID与模糊控制算法的比较及其改进[J].控制工程,2003,10(1):51-52,93.
[7] 张 弘.大滞后系统控制中专家—模糊PID方法的应用[J].计算机工程与应用,2009,45(28):244-245,248.
猜你喜欢
中医学报(2022年9期)2022-08-09 08:45:52
成都信息工程大学学报(2021年6期)2021-02-12 03:00:52
昆钢科技(2020年4期)2020-10-23 09:32:02
山西冶金(2020年2期)2020-06-11 02:00:44
测控技术(2018年10期)2018-11-25 09:35:52
物理教师(2018年5期)2018-06-14 04:57:34
卷宗(2018年9期)2018-06-07 08:58:16
中成药(2018年1期)2018-02-02 07:20:22
分析化学(2018年12期)2018-01-22 12:31:46
山东工业技术(2017年14期)2017-07-18 16:47:46
