
基于S7-200 PLC的C650卧式车床控制系统改造
2014-09-02 01:36梁英波张利红
机电信息 2014年30期
梁英波 张利红 康 磊
(周口师范学院物理与机电工程学院,河南 周口 466001)
基于S7-200 PLC的C650卧式车床控制系统改造
梁英波 张利红 康 磊
(周口师范学院物理与机电工程学院,河南 周口 466001)
针对C650卧式车床设备老旧、故障频发的问题,结合可编程序控制器实验室设备更新,淘汰了一部分S7-200 PLC,在不改变C650卧式车床电气控制功能的前提下对其控制系统进行改造,确定了PLC的I/O地址分配和梯形图程序,经调试后设备运行可靠,效果良好。
S7-200 PLC;C650车床;改造
0 引言
C650卧式车床广泛应用于加工各种工件的外圆、内孔、端面、螺纹等,其用途非常广泛。我校的C650卧式车床用于工科专业学生的金工实习,但近年来设备控制系统故障频发,严重影响了教学进度。结合我校PLC实验室设备更新,利用淘汰的S7-200 PLC,尝试对C650卧式车床控制系统进行自动化改造[1]。改造后的C650卧式车床运行可靠,较好地满足了工科专业学生金工实习的需要;延长了车床使用寿命,为学校节约了一笔办学经费;在充分利用已有资源的前提下,锻炼了学生的动手能力。
1 C650卧式车床主电路控制功能简介
C650卧式车床主电路由主电动机M1、冷冻泵电动机M2、快移电动机M3组成。M1允许空载直接起动,并可实现正反转控制,且应用主电路串接电阻形式实现反接制动,主电路串接电流表用于检测主电路电流大小,应用电流互感器防止起动冲击电流烧坏电流表,将其短接,电流正常后再接入主电路。M2单方向运行,直接起停控制,但要求M1起动后其才能投入运行。M3用转动刀架手柄压动位置开关来实现随时起停。
2 C650卧式车床控制系统改造设计与实现
2.1 控制系统改造方案的确定
C650卧式车床加工工艺和电气控制功能方法不变,主电路的电气控制线路和各种电气元件不变,仅对控制电路的继电器—接触器控制系统进行PLC改造,将原有的复杂的硬件电气接线用梯形图程序代替。
2.2 确定PLC的主机型号及I/O地址分配
在对C650车床控制电路进行理论分析后,其需要数字量11个输入点,6个输出点。结合我校PLC实验室设备更新,淘汰的西门子S7-200 PLC主机型号为CPU226,其自带有24入/16出的数字量I/O点,满足PLC控制系统对I/O点数有一定设计余量的要求。故从中挑选出好的PLC主机进行使用。I/O地址分配如表1所示。
2.3 确定PLC的外部I/O接线
根据对C650车床加工过程的分析和PLC的主机型号及I/O地址分配的确定,设计S7-200 PLC的外部接线,确定将SB1~SB6、SQ、FR1~FR2、KS1~KS2放在PLC的输入端,KM1~KM5、KT放在PLC的输出端[2]。为使主轴电动机M1在正反转时运行可靠,设计了KM1和KM2硬件接线互锁。

表1 I/O地址分配表
2.4 确定PLC的梯形图控制程序
经过对C650卧式车床工艺加工过程的分析和其电气原理图中控制电路图的分析,编写出C650卧式车床PLC梯形图控制程序,如图1所示[3]。
2.5 系统调试及施工
经过前期理论准备之后,就着手进行C650卧式车床PLC控制系统的调试及施工。首先,组织同学们在可编程序控制器实验室把用西门子STEP 7-Micro/WIN32编程软件编制好的梯形图程序用PC/PPI电缆下载到S7-200 PLC(主机型号CPU226);其次,按照PLC外部接线图进行电源、按钮的接线,主要是连接PLC输入部分的硬件连线,输出部分先不连接;再次,给PLC接通电源,让PLC上电运行,把RUN/STOP开关拨到RUN的位置;最后,按照C650卧式车床的加工工艺按下PLC输入部分相应按钮开关,并观察PLC主机上面输出部分的LED指示灯的红绿变化情况,判定其输出是否是我们想要的结果。经过调试和改进程序,最终确定PLC主机的接线图和梯形图控制程序。
调试成功之后,把PLC带到金工实习场所进行实际设备的安装,并继续调试,最终达到比较满意的结果之后,再用加工原料进行实际加工测试,达到了预期的效果。
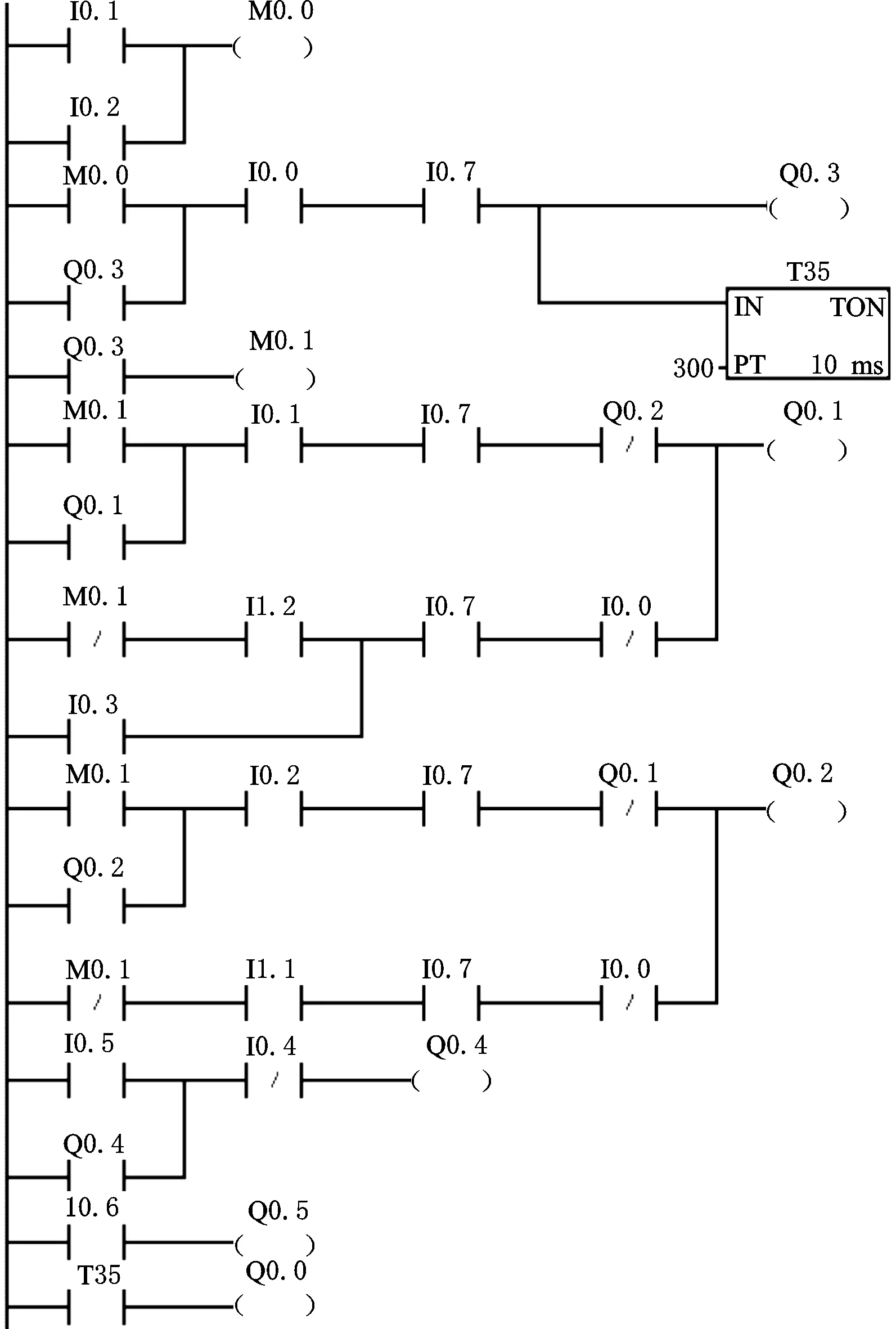
图1 C650卧式车床PLC梯形图控制程序
3 结语
经过近2个月的时间,我们终于成功完成了对C650卧式车床控制系统的改造。一方面延长了学校金工实习设备的使用时间,大大降低了设备的故障率,提高了设备运行的可靠性,为学校更新设备节约了大量的资金,保障了教学进度的正常进行;另一方面,充分利用了学校实验室淘汰的旧设备,变废为宝,提高了设备的利用率;再一方面,利用该实验室开放项目,同学们把自己所学的专业知识,进行了有益的尝试,理论结合实际,锻炼了同学们的动手能力。
[1] 卞和营,王军敏.基于S7-200 PLC的C650型卧式车床电气控制系统改造[J].煤矿机械,2013,34(11)
[2] 刘月红.S7-200在C650车床控制中的应用[J].中国科教创新导刊,2012(31)
[3] 陈建明.电气控制与PLC应用[M].电子工业出版社,2010
周口师范学院实验室开放项目——基于西门子PLC的C650车床改造研究,项目编号K201419
2014-09-16
梁英波(1982—),男,河南渑池人,硕士研究生,讲师,主要从事智能控制及其智能自动化研究工作。
猜你喜欢
有色设备(2021年4期)2021-03-16
装备制造技术(2020年4期)2020-12-25
成都工业学院学报(2017年2期)2017-06-28
电子制作(2017年20期)2017-04-26
电子制作(2016年15期)2017-01-15
制造技术与机床(2015年10期)2015-04-09
武夷学院学报(2014年5期)2014-07-19
中国造纸(2014年1期)2014-03-01
中国工程咨询(2012年10期)2012-02-13
电气传动自动化(2010年6期)2010-09-22
