
选煤厂PLC集控系统探究
2014-08-30 02:43刘云
科技创新与应用 2014年27期
关键词:选煤厂
摘 要:PLC(可编程控制器)控制技术,在选煤厂的应用中有着特别的特点和优点。选煤集控系统引入PLC,对选煤技术作用产生积极影响,提高了选煤质量和效率,并且完善了控制系统。
关键词:PLC;选煤厂;集控系统
PLC控制技术在选煤厂中的引入,相对于传统的控制方式有着明显的优势,有效兼顾生产各控制阶段,实现了选煤集控系统的精确化、自动化、规模化。
1 选煤厂生产工艺对集控的要求
选煤厂生产连续性强、强度大、机械化要求高、存在安全隐患。现代化的选煤厂应用多台可简单操作的设备,采用分布式控制系统集控。选煤厂设备要求较高,各设备必须严格按照程序启动、停止,设备之间必须有严格闭锁关系。同时,为了保障生产的连续进行和设备检修方便,集控系统应能方便地实现手动、单机、集控方式等的转换。工艺过程中的任何设备的突发状况,都会给选煤工艺造成严重现象,可能还会引起事故范围的扩大,危及生命和生产。
2 PLC概述
可编程控制器实质是一种专用于工业控制的计算机,其硬件结构基本上与微型计算机相同,主要由CPU、存储器和输入/输出系统、通信接口、各类扩展接口和电源等部分组成。当PLC投入运行后,其工作过程一般分为三个阶段,称作一个扫描周期,即输入采样、用户程序执行和输出刷新。在整个运行期间,PLC的CPU以一定的扫描速度重复执行扫描周期。PLC按结构可分为整体型和模块型,按应用环境分为现场安装和控制室安装;按CPU字长分为1位、4位、8位、16位、32位、64位等。
3 PLC的主要功能特点
3.1 可靠性高,抗干扰能力强
选煤行业生产过程连续性强,生产周期长,一般的生产装置要连续使用几个月,甚至几年才可以调试、修理,因此对设备控制器的可靠性要求较高。PLC依靠微电子技术和软件程序实现对设备的控制,并且具备较好的自我诊断能力,这些都满足选煤工艺对于设备的要求。此外,PLC用软件代替大量的中间继电器和时间继电器,有效减少了因触点接触不良造成的故障。同时,一系列硬件和软件抗干扰措施的采取,使PLC有效提高了抗干扰性,可以直接用于有强烈干扰的工业生产现场。PLC的高可靠性和抗干扰能力,极大地提高了设备运行的稳定性,延长了其使用寿命。
3.2 编程简单易懂
为了方便PLC引用后的生产工作进行,其设计者充分考虑了实际应用的情况和操作的可行性与易行性。PLC采用类似于继电器控制线路的梯形图和简单指令的方式进行编程控制,便于被一般工程技术人员理解和掌握;编程语言简单易,懂对计算机水平要求不高,便于使用者查看、使用、编辑、修改等操作的方便进行,这些不仅保证了系统的正常运行,而且有利于检修工作的开展,在很大程度上提高了排除生产故障的效率,间接提升了工作的质量和效率。
3.3 接口模块丰富简单
PLC可以针对不同的现场信号需求设置不同的输入/输出模块与之配套,控制系统简单,兼容性高,对开关量、模拟量等都有与之配套的接口。同时,PLC输入/输出接口电路简单,便于推广使用、检修和维护等,尤其面对复杂的模块时,其优势能够得到更加充分的体现。
3.4 设计简单、调试周期短
选煤行业之前采用的传统的控制系统有着复杂的各部分电气原理和效果图,需要安装或调试时,必须先绘出电器柜的布置和连接图等图纸后才可以进行。与此不同的是,PLC的系统硬件的设计仅仅是依据对象的要求配置适当的模块,不仅简化了系统的硬件设计工作,缩短整个系统的设计、调试周期;而且可以缩短整个工程的时间,降低工人的劳动强度,方便选煤工作的开展。
3.5 结构模块化
由于选煤现场工作的特殊性,往往涉及多个不同的工作现场,各个部分既独立又相互联系,共同组成整个工作任务。考虑到选煤行业的工作实际情况,PLC采用模块化的硬件结构设计,既能够满足不同工作现场的个性需求,又能将各个部分很好的融合在一起,根据需要任意组合、搭配。总体说来,结构模块化能够很好的解决个体与总体之间的矛盾,简化整体工作流程,缩短工作时间。
3.6 实现网络化
PLC自身就是一个用于工程控制的计算机。PLC的运用有点带动了国内外公司对于其技术的研发和应用,尤其是电子公司对于其不断改进与优化。各品牌的PLC都有相应的通信模块,不论是PLC之间,还是PLC与上位机之间的联网都很容易实现,并且此项技术发展已经近乎完善。
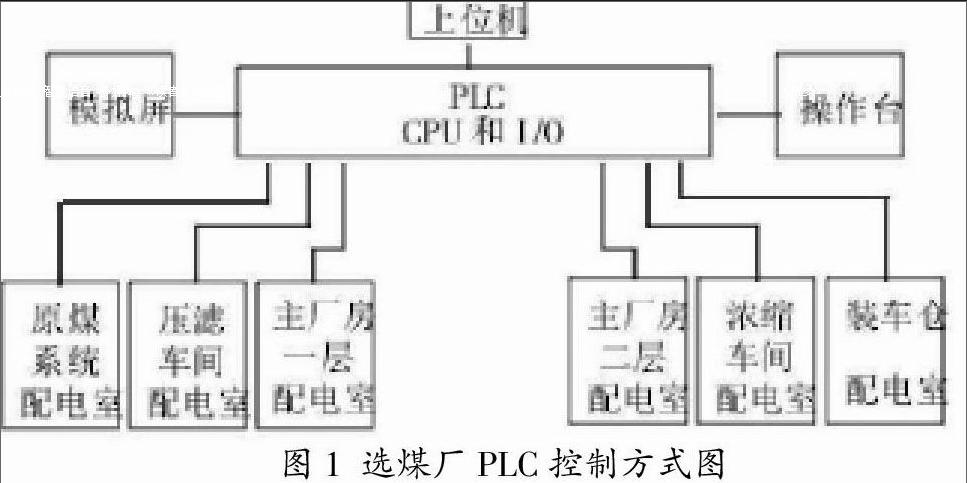
4 PLC选煤集控系统在生产中的控制功能
4.1 网络控制
PLC控制系统组成了一个局域网,将整个选煤工艺网罗其中,实现网络控制。网络控制不仅利于生产实时信息的及时、准确采集、查询、处理等,同时便于工程各分站、不同的工程之间迅速有效的进行网络传送,保证整个工程的有效运行。
4.2 动态显示
PLC的结构模块化可以实时传递各个工段现场生产的工作信息等。利用PLC控制系统传递数据,不仅可以保证信息的精准、及时、全面;也便于日后查阅、记录、分析;同时,还大大减少了劳动力的工作强度与数据采集过程中可以遇到的危险,可谓一系统多优势。
4.3 监控作用
PLC集控系统的应用可以实现对各个现场的同步、多角度、全方位、全信息监控,既有利于选煤工作的安全进行,又能够及时发现问题、解决问题,保障工作的继续进行,缩短工作时间。此外,监控信息的分析与交流有利于整个行业规范操作、规避不必要的风险,科学合理且高速发展选煤业,实现整个行业的先进。
参考文献
[1]张波煤.泥浮选的影响因素与生产操作要领[J].选煤技术,2011 (4):39-40.
[2]史英祥.煤泥浮选工艺流程的探讨[J].选煤技术,2012(5):76-81.
[3]谢广元.选矿学[M].徐州:中国矿业大学出版社,2001:509-512.
作者简介:刘云(1971,12-),男,安徽淮北人,毕业于淮北职业技术学院,助理工程师,主要从事电气安装设计与维修。endprint
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年2期)2022-06-06
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
选煤技术(2022年1期)2022-04-19
山东工业技术(2016年15期)2016-12-01
