中密度纤维板热压中VDP影响因素的控制系统研究
2014-08-23 02:23赵艺斐孙丽萍
森林工程 2014年2期
赵艺斐,曹 军,孙丽萍
(东北林业大学 机电工程学院,哈尔滨 150040)
中密度纤维板(MDF)的密度大小及分布对提升板材的物理力学性能及改善生产工艺至关重要,密度的控制是中密度纤维板热压生产过程中极为重要的环节,对于密度的控制还涉及到板坯含水率的控制、铺装工艺的控制及热压工艺的控制等[1]。通常所说的MDF的密度是指平均密度,其很大程度上影响了中密度纤维板性能、质量及其用途。实验表明增大MDF的板材密度,可有效提高其各项物理力学性能指标。因此,在保证板材平均密度达标的同时,增加其表芯层密度差异,即剖面密度(VDP)—反应厚度上密度差异的参数,可使MDF具有良好的物理性能、较高的刚度和静曲强度。剖面密度能够反映出板材内部性能,是板材质量的重要依据。
VDP形成于热压过程中,从表面上看板材的VDP是由木材原料特征,板坯特征,热压工艺决定,而这几个方面都是通过热压来表现的。所以我们以中密度纤维板连续平压法的密度控制作为研究对象,对热压过程中的工艺参数进行检测与控制来生产出高质量MDF产品。
1 MDF的热压过程中VDP的影响因素及检测方法
在连续热压工艺的控制中,热压温度、热压压力、压机速度以及压板间距和板坯含水率是主要的控制对象[2]。也是提升板材VDP的关键影响因素。因此,要根据不同的产品需求制定不一样的热压曲线和分段温度,并进行实时调节来实现对板材VDP的控制,满足产品所需要的性能和质量。通过红外线测量仪、热电偶、传感器等检测方法对板材VDP影响因子进行数据检测与采集,为VDP控制系统的建立提供数据支持。
1.1 板坯含水率检测
采用红外水分测量仪在线检测板坯含水率,其原理是板坯的含水率不同对检测红外线的吸收和反射效果则不同,该检测装置通过4~20 mA的电流信号表示红外线在检测过程中的吸收情况,并通过PLC进行数据采集处理。通过PLC实现数据采集与实时控制,将含水率检测系统中的板坯含水率电信号作为干燥系统与热压系统的输入量,以热压温度与热压时间为系统的输出量,实现通过含水率信号调整热压工艺参数的目的。由于板坯中的水分可使纤维的导热性和可塑性都有所提高,所以板坯含水率的控制应该适当,一般控制在8%~12%。
1.2 压板间距
热压板间距的实际值和设定值的组合是板坯在热压机内压缩程度的体现,它是热压机实现压力控制的基础。压板间距的检测和控制根据工艺要求一般采用行程开关或光电开开关,该开关量可直接接入PLC,而板厚控制通过压力曲线的设定来控制。
1.3 热压温度
热压温度采用热电偶或热电阻来测定。热压温度是由压板钢带提供的,对其设定根据分段温度原则设定。其原理是以电信号形式表示压板不同位置的温度情况,利用PLC完成实时数据采集。
1.4 热压压力
热压板上的液压缸控制着连续热压机的热压压力,板坯的反弹力决定着在液压缸上施加的作用力。为保证板坯压至一定的厚度,根据产品规格和工艺要求设定不同的压力曲线,通过改变计算机内的参数调整其压力大小,实现对热压板不同位置的压力分布控制来获得厚度均匀的板子。纵向或横向布置的油缸都分别有各自的控制油路,热压压力值由设在控制油路上的压力传感器测得,检测出的信号转换为4~20 mA的电流信号,利用PLC完成实时数据采集。
1.5 压机速度
压机速度对于控制热压过程中板材胶黏剂固化程度、热压机的热量传导与工作性能以及产出产品的性能质量至关重要。设定一定的压机速度是必不可少的。压机的速度的计算公式如下:
V=L/(p*Th)。
(1)
式中:V为压机设定速度;p为热压因子;L为热压机的有效加压长度;Th为设定毛板厚度。
热压因子一般用1 mm板厚所需热压时间来表示,热压因子受纤维质量、树种材质、胶粘性能、板子厚度、板坯内部温度、板坯含水率以及热压温度和压力制约。在实际应用生产中,通常将调整压机速度视为改善板材质量的最有效途径之一。即通过改变PLC电脉冲信号的脉宽来实现调整热压机中电机转子转速及驱动压机的主动轮转速[4]。
本研究中,以PLC可编程控制器作为系统的控制核心,将上述板材密度影响因子的检测结果作为系统输入量,按照模糊PID控制算法对热压工艺参数智能调节,从而有效改善产品性能与质量,提高板材加工工艺。
2 基于PLC的热压控制系统
2.1 系统硬件组成
热压温度、热压压力、压机速度以及压板间距和板坯含水率这些主要热压工艺参数的控制都是由PLC来实现的。PLC的中心控制单元CPU通过电缆与输出24V的电源模块相连接;输入输出信号与PLC的数字量、模拟量输入输出模块直接相连,数字量输入模块1与用来各种检测的行程开关及主令开关等数字信号直接相连,模块2以输出的数字信号形式对电磁阀门、触发器等元件进行驱动;模块1用于接收模拟量形式的输入信号(压力、温度等)经相应传感器及变送器转换为4~20 mA的电流信号;为确保温度和压力参数值符合工艺允许范围内,执行机构收到模拟量输出模块2发出的相应控制信号。整个系统的硬件组态、地址分配采用SIEMENS STEP7 5.0编程工具;并在主程序OB1中生成对系统主控对象(温度、压力)的智能控制语句,并对系统输入数据进行实时采集。
2.2 控制原理
热压过程中,热压温度是由上、下压板供应热油提供的,上下板的温度值要求稳定等于上位机的设定值。因此,对板材热压过程中热压温度的控制实当是对压机内油温的控制。热压机的压力反馈过程是确保油缸输出的压力值等于热压曲线的压力给定值,压力给定值是伴随着热压机运行状态的不同而变化的。热压过程中压力自动控制系统的控制器是把设定的工艺数据与当前工艺的数据进行比较,按偏差信号进行调节[6-8]。此系统要求升压速度快、动态范围宽、稳态精度高,且超调小的压力过程控制。为获得高质量的产品,所以温度调节和压力调节均采用模糊PID调节器进行控制。
2.3 模糊PID控制设计
典型的PID控制原理图如图1所示。
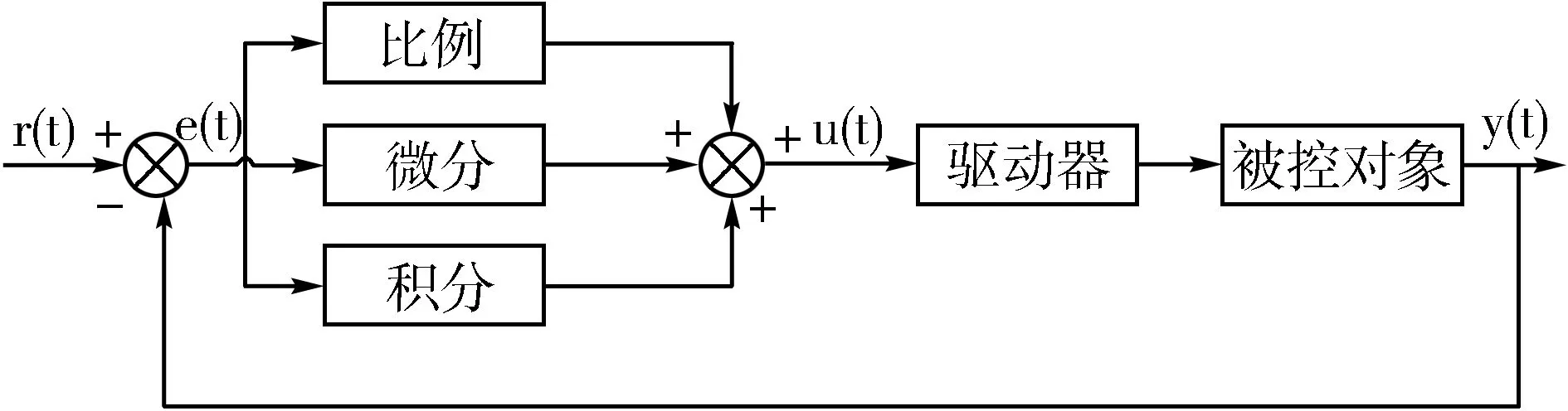
图1 PID控制原理图
其控制规律为:
。
(2)
。
(3)
式中:Kp为比例系数;Ti为积分时间常数;Td为微分时间常数;u(t)为控制量;e(t)为被控量与给定值的偏差;r(t)为被控量给定值;y(t)为被控量实际测量值。
Td=8.3824×0.125×100=104.7800
模糊PID控制原理图如图2所示。
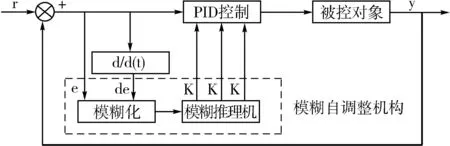
图2 模糊PID控制原理图
文中主要介绍压力FUZZY-PID控制器,采用双输入单输出的控制系统,输入量设定为:压力误差e及压力误差变化量Δe,系统输出控制量为u。模糊控制器的结构如图3所示。

图3 热压压力模糊控制器结构
(1)控制量模糊化。设定压力误差e=Pval-Pset(Pval为压力实测值,PSET为压力给定值)整数论域为(-3,3),压力误差变化量Δe=Pval1-Pval2整数论域为(-3,3),系统输出控制量u整数论域也为(-3,3)均取模糊变量{PB,PM,PS,ZR,NS,NM,NB}。其模糊子集表示分别正大、正中、正小、零、负小、负中、负大。其隶属函数如图4和图5所示。
(2)模糊控制规则。模糊控制算法依赖于综合分析手段,是满足所有可能输入的一个近似输出。模糊控制规则表的构建是对所有量化后的输入量进行全排列,并通过模糊逻辑推理而形成的对应任意输入量的输出量集合。将本设计中的两个输入量e和Δe按条件语句(ifAiandBjthenCij)的形式组合,即如果输入量分别为Ei和ΔEj时,输出量为Uij。整理可得系统模糊控制规则见表1。

表1 模糊控制规律
(3)模糊推理及模糊控制查询表构建。模糊推理本质上是将一个给定输入空间通过模糊逻辑推理映射到一个特定的输出空间的计算过程。本文采用应用最广泛的Mamdani推理方法,用R来代表由输入量e、Δe到输出量的模糊关系为:
。
(4)
其中运算符“×”表示对模糊量求内积和,对给定的输入精确量a*,b*,输出为:
。
(5)
输入量e和Δe经模糊逻辑变换为模糊集,经公式(4)计算出的结果为输出量对应的模糊集,最后经过模糊裁决并将其解模糊后获得精确的控制量u。每当输入一对信号(ei,Δej)时,R就会根据公式(5)进行一次推理运算。但是R本身是一个模糊关系矩阵,运算时十分繁琐复杂,在实际控制中难以满足系统实时性要求,因此采用构建模糊控制查询表的方法,在离线状态下由计算机完成复杂繁琐的推理运算,将推理运算简化为直接查表得到输出模糊集。运用重心法计算得出精确的输出量。

图4 (a)为压力误差e和误差变化量Δe的隶属函数,(b)为系统输出控制量u的隶属函数

表2 模糊控制查询表
(4)仿真。使用MATLAB软件对PID压力控制系统和压力FUZZY-PID控制系统进行仿真,仿真图如图5所示。
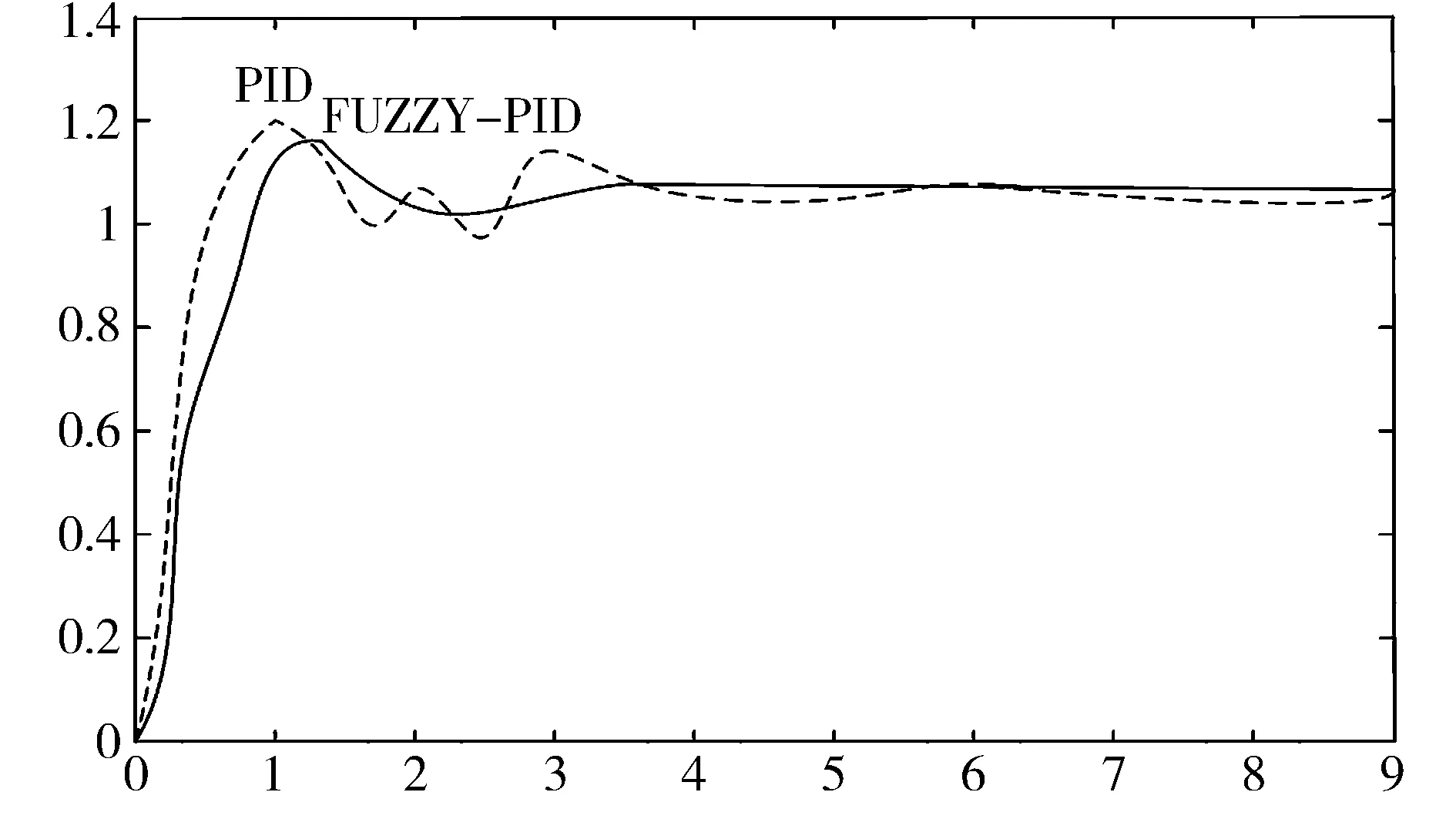
图5 PID压力控制系统和压力FUZZY-PID控制系统阶跃响应
从图5中可以得出,从结果可以看出FUZZY-PID控制具有超调量少、稳定性高的优点。同时FUZZY-PID控制较常规PID控制的震荡频率低、震荡幅度小,这在一定程度上提高了系统的调节速度,使系统获得了更好的动态性能和稳定性,并在鲁棒性方面优于常规PID调节器。所以采用FUZZY-PID控制方法,能够大大提高热压压力控制精度,生产出高质量的中密度纤维板。
3 结束语
本文阐述了中密度纤维板的剖面密度VDP提高其物理性能改善热压工艺的重要性,并通过不同的检测手段对剖面密度影响因素进行检测,并建立以PLC为控制核心的MDF连续热压控制系统,将剖面密度影响因子的检测结果作为系统输入量,按照模糊PID控制算法对热压工艺参数智能调节,从而有效改善产品性能与质量,提高板材加工工艺。使中密度纤维板具有良好的物理性能、较高的刚度和静曲强度,达到控制要求,为制造工艺提供了有力的科学依据和技术支持。
【参 考 文 献】
[1] 许 俊.中密度纤维板(MDF)的密度及其在线检控[D].株州:中南林学院.2002.
[2] 陈德旺.连续平压法生产 MDF的热压工艺[J].林产工业,2005,32(4):32-38.
[3] 李士勇.模糊控制,神经控制和智能控制论 [M].哈尔滨:哈尔滨工业大学出版社,1998.
[4] Wang X,Salenikovich A,Mohammad M.Localized density effects on fastener holding capacities in wood-based panels[J].Forest Products Journa1,2007,57(1/2):103-109.
[5] Zheng K.Analysis on hot-press technology control introduction of MDF by continuous press[J].China Wood Industry,1999,13(6):34-36.
[6] 张秀梅.中密度纤维板热压模糊控制研究[D].哈尔滨:东北林业大学.2007.
[7] 韩宇光,曹 军,朱良宽.刨花板热压控制系统模型自适应PID控制[J].森林工程,2011,27(4):30-33.
[7] 褚 静.模糊控制原理与应用[M].北京:机械工业出版社,2005.
猜你喜欢
建材发展导向(2023年4期)2023-03-14
山东冶金(2022年2期)2022-08-08
商品与质量(2021年17期)2021-04-23
重型机械(2020年3期)2020-08-24
国际木业(2018年3期)2018-09-10
西部论丛(2017年10期)2017-02-23
国际木业(2016年12期)2016-12-21
国际木业(2016年2期)2016-12-01
广西林业科学(2016年1期)2016-03-20
新疆钢铁(2015年2期)2015-11-07