
金属矿山可控循环风利用与节能
2014-08-11 14:19刘晓培常德强曲元龙柳静献
金属矿山 2014年9期
刘晓培 宫 锐 常德强 曲元龙 柳静献
(1.沈阳有色冶金设计研究院,辽宁 沈阳 110003;2.中国有色集团抚顺红透山矿业有限公司,辽宁 抚顺 113321;3.东北大学资源与土木工程学院,辽宁 沈阳 110004;4.深部金属矿山安全开采教育部重点实验室,辽宁 沈阳 110004)
·安全与环保·
金属矿山可控循环风利用与节能
刘晓培1宫 锐2常德强3,4曲元龙2柳静献3,4
(1.沈阳有色冶金设计研究院,辽宁 沈阳 110003;2.中国有色集团抚顺红透山矿业有限公司,辽宁 抚顺 113321;3.东北大学资源与土木工程学院,辽宁 沈阳 110004;4.深部金属矿山安全开采教育部重点实验室,辽宁 沈阳 110004)
随着我国矿山开采深度的不断增加,矿井通风系统所需耗能更是不断增加。如何经济合理地向深部矿井送风,已是矿山深部开采所面临的重要问题之一。针对这种深部开采,采用可控循环风技术,可解决深部矿井的节能送风问题。以辽宁抚顺红透山矿为例,在回风气流有害气体净化实验成果基础上,在-287 m中段设置以水净化为主的循环风净化装置、有害气体监测监控装置,同时采取相应的密闭措施及安装远程操作电控风门,形成矿山的循环风可控利用。通过对红透山气流质量监测表明,混合入风的风流质量完全符合国家有关规定。根据循环风的掺混比例及矿山耗能的理论计算,红透山矿利用可控循环风后,最低可节约能耗32.1%。在冬季利用循环风对新入空气进行预热,也可防止冬季冻井并节能。
金属矿山 深部开采 矿井通风 可控循环风 循环风净化
当矿山开采深度很大时,由于巷道延长带来的摩擦阻力损失所致的通风成本十分高昂。循环风是在工作区域内,利用净化后的循环风流与新鲜入风按照一定比例混合,在保证混合后的空气质量满足国家标准的情况下,将其直接送至工作面。该方法可以节省从地面直接送入井下工作面的一部分风量,因此通风成本降低[1-2]。可控循环风是指井下循环风可以受人工控制,控制后的循环风可使工作面的各项通风指标满足矿井通风安全规程的要求。以前由于技术条件和理论知识的限制,人们对循环风的利用并不认可,以致一些国家以法规的形式规定井下禁止使用循环风。随着对循环风理论研究的延伸以及电子技术设备的发展,对循环风合理控制后,进行有目的利用,循环风的存在不但不会恶化环境,而且还会大大地改善环境,产生一系列的通风好处。近年来,可控循环风通风技术在国内外迅速发展,并且成功地应用于矿山井下通风系统。与传统的通风技术相比,可控循环风具有投资少、见效快,节能效果显著等优点[3-4]。
红透山矿自1958年开坑以来,至今已开采了50余a。目前,已开拓到-827 m,深度已达1 300多m。由于开采深度大、风路长,而且在浅部回风系统还存在明显的排风能力瓶颈,导致单纯依靠增加设备能力的传统方式难以明显改善通风条件,并且这种传统的方法投入产出比严重不合理、能耗高,原有的技改路线已经不适应红透山的深采矿井[5-6]。因此,本研究以红透山矿为例,详述可控循环风的应用效果。
1 有害气体净化技术
金属矿山井下常见的对安全生产威胁最大的有毒有害气体主要有CO2、NO2、SO2、H2S等。
1.1 实验室中对有害气体吸收的研究
针对回风气流中的NO2、SO2、CO等有害气体,在实验室中,采用化学吸收的方法对回风气进行净化。
此方案的净化系统中,净化试剂主要是氨水+少量CuCl的混合溶液。在净化过程中,氨水可以吸收部分有毒气体(主要为CO和NO2、SO2等),氨水和氯化亚铜混合后产生的[Cu(NH3)2]+,能更有效地增加吸收效果,从而实现了对有毒气体的多重净化,净化效果更直接、更有效,使净化后的气体安全可靠,为气体的重复使用提供了保证。在该过程中,可能会有部分氨气从氨水中逸出,利用氨气易溶于水的特性,在装置后部分设计了丝网喷水吸收,可以较好地吸收逸出的氨气,并对一些易溶于水的有毒气体(如NO2、H2S、SO2等)进行再一次吸收,从而达到更有效的效果。
1.2 红透山矿风流质量检测
可控循环风现场应用需要根据红透山矿本身的实际情况来设计方案,并付诸实施。为此,首先进行现场新鲜风流及回风的组分检测,包括O2、CO2、NO、NO2、SO2、CO等气体的浓度测试。测试结果如表1。
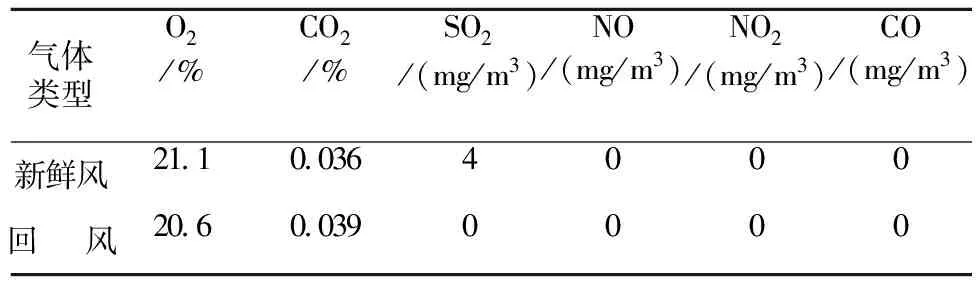
表1 新鲜风及回风的风流质量
从表1可见,回风与新鲜风流相比,含氧量降低了2.4%,CO2含量升高了7.8%,而SO2的含量降低比较明显,在回风中基本上检测不到SO2的存在,这是由于回风中的湿度很高,可达99.9%,SO2已被回风中的水分吸收;并且回风中NOx和CO的浓度也非常低,这是由于红透山矿在正常的工人作业时段,不进行放炮作业,一般是在工人下班后进行爆破。结合前面实验室中对有害气体的化学吸收实验,在设计可控循环风系统时,可以考虑集中使用水净化装置。
2 红透山矿可控循环风现场应用及监测
2.1 红透山矿可控循环风现场应用
红透山矿的循环风循环净化系统设在-287 m中段,在循环风路的初始段(-467 m中段)和末段(-287 m中段),充分利用长距离的封闭巷道和采空区,在-287 m中段集中安设了长达120 m的水喷淋装置,所需水都来源于井下,对井下水进行了充分利用,降低了成本,并且增设吸附措施,实现污风的全流程多重净化[7-9]。如图1所示。

图1 -287 m中段净化装置示意
下部中段的污风通过循环风井进入到-287 m中段之后,进入到净化系统,该净化装置为喷水装置、折流板和喷水过滤网交替设置,使污风得到充分净化。为了能时刻了解循环风的风流质量,沿循环风-287 m中段的净化路线先后设置5组可以远程监控有毒有害气体的探测器,包括SO2、H2S、CO、NO2等4种气体的探测器,对循环风气流进行全过程监测[10-14]。为了确保对循环风风量的控制更加安全可靠,在-287 m中段防风口巷道上修建1道混凝土密闭墙(配套设置风门和风窗),在此基础上,又增设了1道可以远程操作的电控风门,至此形成了较为完善的可控循环风的应用系统。
2.2 净化风与新风掺混后风流质量监测
可控循环风系统建成后,需要对其进行风流质量的监测及计算,判断是否符合国家有关规定。
首先,要了解净化前风流质量。利用检测装置记录净化前的风流质量在1 d(24 h)之内的变化情况,如图2所示。

图2 净化前风流质量
从图2中可以看出,在正常的工作时段,有害气体的浓度比较稳定,且维持在一个较低的水平,在放炮后,也是在非作业时段,一般是凌晨零点后,SO2、CO等有害气体的浓度急剧升高。
图3是在同一天净化后的风流质量。可见,经过净化后,各种有害气体的浓度变化基本稳定,并且有害气体的浓度不高,CO气体的浓度最高,但24 h中不超过1.1 mg/m3。

图3 净化后风流质量
以24 h的平均值作为计算的基础,可以计算出可控循环风系统对各种有害气体的过滤效率,如表2所示。

表2 有害气体净化效率
从表2可以看出,循环风净化系统对CO、SO2的净化效率比较高,对H2S的净化效率最低,这也与风流中H2S气体本身含量低也有关。
循环风经过进化后,通过2条路径与新鲜风流汇合,1条是进入到一段大竖井中,另1条是进入到二段小竖井中。为了能实时监测到进入作业中段风流的质量,在这2个井口附近分别安装了有害气体的检测探头。图4是24 h中一段大竖井井口附近风流质量情况,有害气体浓度都不超过1.1 mg/m3。图5是二段小竖井井口附近的风流质量情况,有害气体浓度不超过1.4 mg/m3。
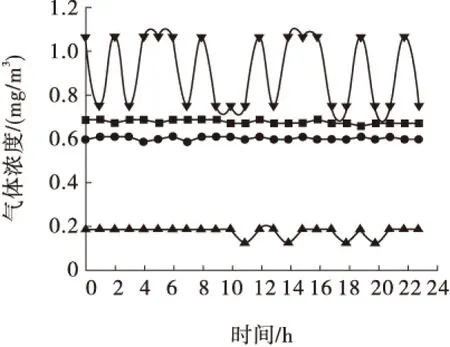
图4 大竖井附近风流质量
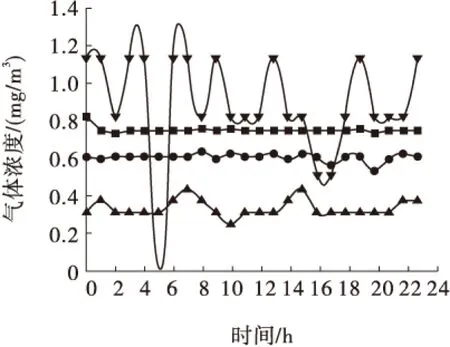
图5 小竖井附近风流质量
根据《GBZ2—2007 工业场所有害因素职业接触限值化学有害因素》中规定,井下作业地点的空气中有害物质的最高容许浓度,CO不超过30 mg/m3,NOx的浓度不超过5 mg/m3,SO2不超过15 mg/m3,H2S不超过10 mg/m3。因此,一段大竖井附近和二段小竖井附近的风流质量完全符合国家规定。
3 可控循环风掺混控制与节能分析
3.1 可控循环风掺混控制
红透山矿循环系统,是在循环区加入部分新鲜风流,同时使用净化设施对循环风加以净化处理,这种循环称为开路循环。其原理图如图6所示。
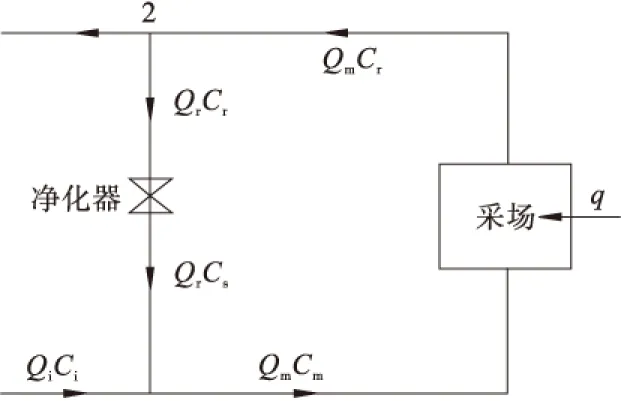
图6 循环风净化原理
图6中,Qi为入风量,m3/s;Qr为循环风量,m3/s;Qm为进入工作面风量,m3/s;Ci入风污染物浓度,mg/m3;Cr为回风污染物浓度,mg/m3;Cs为进化后风流中污染物浓度;Cm为混合入风污染物浓度,mg/m3;q为采区内污染物的产生量,mg/s。
假设为稳定状态条件下,到达点1处的污染物总量Q可由式(1)求出:
点1处混合入风污染物浓度Cm可由下式求得:
(1)
设循环率分量系数为K,(0≤K≤1)则
(2)
将式(2)代入到式(1)中,则得:
(3)
根据上述推导,可以看出进风流中混合污染物浓度与循环风有关,在净化器的净化效率一定时,污染物浓度随循环风量的增加而增大。
对于SO2气体来说,由于Ci=4 mg/m3,Cs=0.73 mg/m3,Ci>Cs,说明矿井通风系统本身对SO2的吸收效果非常好,相反,循环风可以稀释新鲜风流中的SO2,因此,不需要求出K的值。
对于NO2来说,规程规定,井下作业地点的空气中NO2的浓度不超过5 mg/m3,根据式(3)以及测试数据的结果,Ci=0 mg/m3,Cs=0.55 mg/m3,可得规程规定条件下的KD值为
(4)
对于H2S来说,规程规定,井下作业地点的空气中H2S的浓度不超过10 mg/m3,根据式(3)以及测试数据的结果,Ci=0 mg/m3,Cs=0.32 mg/m3,可得规程规定条件下的KD值为
KD≤31.25.
(5)
对于CO来说,规程规定,井下作业地点的空气中CO的浓度不超过30 mg/m3,根据式(3)以及测试数据的结果,Ci=0 mg/m3,Cs=0.91 mg/m3,可得规程规定条件下的KD值为
KD≤32.96.
(6)
根据上述计算结果,K为0~1的任意值,符合国家规程规定(远小于KD上限值)。
3.2 可控循环风系统的节能分析
前面已经讨论了对可控循环风的技术控制是可行的,下面论证可控循环风的使用是否真正地为红透山矿带来经济性利益。图7所表示的是在使用可控循环风前后网络的变化。
设循环进风巷到循环回风巷的风阻为R,循环风系统其横风巷的阻力为R2。

图7 可控循环风的使用
当采用传统的通风方式时(即不采用可控循环风系统),通风系统主扇所要克服的阻力为
(7)
所消耗的功率为
(8)
当采用传统的通风方式,将进风量由原来的Q0增加到Q1,此时所要消耗的功率为
(9)
当采用可控循环风时,设循环率K′=Q2/Q1,此时,系统的进风量保持在Q0,工作面的风量为Q1,因此,系统主扇所要克服的阻力为

(10)
系统主扇所消耗的功率为
(11)
循环风机不但要克服进回风巷之间的压力差,还要克服循环横向风阻R2,并传递一定的循环风量,因此循环风机所克服的阻力为
(12)
则循环风机消耗的功率为
(13)
在区域可控循环通风系统中R2远小于R,可忽略不计,则

(14)
则可控循环风系统所消耗的总功率为
(14)
综上所述,当工作面增加相同风量时,可控循环风系统与传统的通风系统相比,其能耗的比值为
(16)
当新鲜风流与净化风流的掺混比例为1∶1时,即K′=0.5,则可控循环风系统消耗功率是传统的通风系统的0.625倍,可节约能耗37.5%。图8是可控循环风系统与传统通风系统的能耗比值随循环率变化情况。
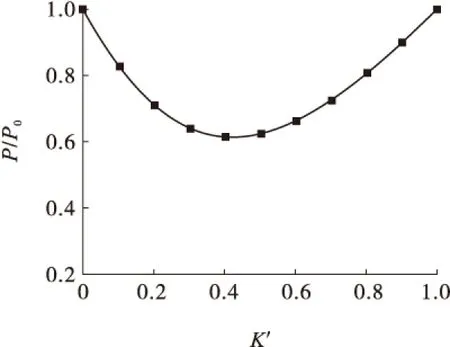
图8 节能比率变化
从图8中可以看出,可控循环风系统的耗能是随着K′的变化有所变化的。当K′逐渐从0到1增大时,可控循环风系统的耗能是先减少后增大的,当K′取0.4左右时,耗能达到最低。通过测试,红透山矿可控循环风系统的循环风量为27 m3/s,则
(17)
此时,由图8可知,能耗比为0.679,即红透山矿可节约能耗32.1%。
4 结 论
(1)红透山矿循环风的净化需要大量的水。本次设计中,净化水主要来源于矿山开采的地下水,经过沉淀过滤后供-287 m中段净化使用。
(2)在应用可循环风系统后,净化系统中由于当时设计安装的原因,净化水管经常阻塞,有害气体检测装置有被腐蚀的迹象,需要加强对其维护和改进。
(3)随着矿山通风系统的信息化、可视化、智能化的发展,红透山矿可利用Ventsim三维通风仿真软件,建立通风系统三维模型。通过Ventsim的实时监测端口与井下监测装置相连,实现对井下CO、SO2等有害气体的实时监测,并通过操作远程电控风门控制循环风量。
(4)由于每个矿山的放炮时间、回风中有害气体浓度等有所差别,因此,循环风的净化装置的配置,要根据矿山的实际情况进行安装。
[1] 何茂才.金属矿山矿井通风系统分析与设计[J].有色冶金设计与研究,2010,31(1):4-6. He Maocai.Analysis and design of metal mine ventilation system[J].Nonferrous Metals Engineering & Research,2010,31(1):4-6.
[2] 安树峰.矿井井下循环风的利用与控制[J].西部探矿工程,2005(5): 211-213. An Shufeng.The utilization and control of recirculating air in mine[J].West-China Exploration Engineering,2005(5):211-213.
[3] 牛保炉,苗惠东.可控循环风的发展与研究现状[J].煤矿安全,2002,33(12):18-20. Niu Baolu,Miao Huidong.Development and research situation of controlled circulation air[J].Safety in Coal Mines,2002,33(12):18-20.
[4] 李锦峰,谢贤平,章能胜,等.受控循环通风技术国内外研究概况[J].云南冶金,2012,41(6):1-6. Li Jinfeng,Xie Xianping,Zhang Nengsheng,et al.Domestic and foreign research situation of controlled circulation ventilation technology[J].Yunnan Metallurgy,2012,41(6):1-6.
[5] 鹿广利,王宝通.可控循环风形式及通风特性分析[J].山东矿业学院学报,1999,18(1):58-60. Lu Guangli,Wang Baotong.The forms of controllable recirculation ventilation and analysis of its ventilation characteristics[J].Journal of Shandong Mining Institute,1999,18(1):58-60.
[6] Pickering,A J,Aldred R.Controlled recirculation of ventilation a means of dust Control in face advance headings[J].The Mining Engineer,1997(3):43-47.
[7] 张福群,刘冰心,吴 静,等.可控循环风通风技术的研究与应用[J].金属矿山,2006(11):8-11. Zhang Fuqun,Liu Bingxin,Wu Jing,et al.Research and application of controlled circulation ventilation technology[J].Metal Mine,2006(11):8-11.
[8] 刘国兴.矿井可控循环风研究[J].矿业安全与环保,2011,38(6):15-18. Liu Guoxing.Study on controllable mine circulating ventilation[J].Mining Safety & Environmental Protection,2011,38(6):15-18.
[9] 李锦峰,谢贤平,章能胜,等.区域受控循环通风过程中的高压喷雾降尘[J].金属矿山,2013(2):147-150. Li Jinfeng,Xie Xianping,Zhang Nengsheng,et al.Dust reduction of high-pressure spray system to regional controlled recirculation ventilation process[J].Metal Mine,2013(2):147-150.
[10] 李锦峰.南温河钨矿井下区域受控循环通风与监测监控系统优化研究[D].昆明:昆明理工大学,2012:1-8. Li Jinfeng.The optimization and study to regional controlled recirculation ventilation and monitoring and control system in Nanwenhe River Tungsten Mine[D].Kunming:Kunming University of Science and Technology,2012:1-8.
[11] 谢贤平,韩孟微.矿井通风信息化和智能化研究[J].云南冶金,2012,41(5):1-2. Xie Xianping,Han Mengwei.Research on informationization and intellectualization of mine ventilation[J].Yunnan Metallurgy,2012,41(5):1-2.
[12] 柳明明.Ventsim三维通风仿真系统在金属矿山的应用[J].金属矿山,2010(10):120-122. Liu Mingming.Application of Ventsim 3D ventilation simulation system in metal mines[J].Metal Mine,2010(10):120-122.
[13] Shen Yun,Wang Haining.Study and application on simulation and optimization system for the mine ventilation network[J].Procedia Engineering,2011,26:236-242.
[14] 冯 伟,朱方平.三维仿真系统Ventsim在矿山通风与热害中的应用[J].金属矿山,2011(6):453-456. Feng Wei,Zhu Fangping.The application of Ventsim 3D simulation system in mine ventilation and heat damage[J].Metal Mine,2011(6):453-456.
(责任编辑 徐志宏)
Utilization and Energy Saving of Controlled Recirculating Air Study on Metal mine
Liu Xiaopei1Gong Rui2Chang Deqiang3,4Qu Yuanlong2Liu Jingxian3,4
(1.CNMCShenyangNonferrousMetallurgyE&RInst.Ltd,Shenyang110003,China;2,ChinaNonferrousHongtoushanFushunMiningGroupCo.,Ltd.,Fushun113321,China;3.CollegeofResourcesandCivilEngineering,NortheasternUniversity,Shenyang110004,China;4.KeyLaboratoryofMinistryofEducationforSafeMining,Shenyang110004,China)
Along with the increase of mining depth,energy consumption on mine ventilation system is increasing.How to supply air to deep mine economically is one of the important issues faced by the underground deep mining.For this deep mining,the controlled recirculating airflow technique was adopted to realize the energy-saving air supplement.Taking Fushun Hongtoushan Mine in Liaoning for instance,and based on purification experiment of harmful gas among air return,the air purification plant,the harmful gas monitoring device,and some sealing and electronically controlled throttle were set at -287 m level of Hongtoushan Mine to form controlled recirculating air.The airflow quality monitoring system in Hongtoushan showed that mixing airflow quality conformed to the relevant state regulations.And according to the theoretical calculation of recirculating air mixing proportion and energy consumption,energy consumption can be reduced by 32.1% in minimum with controlled recirculating air system in Hongtoushan Iron Mine.In winter,this system can be used to preheat fresh entrant air to prevent shaft frozen and save energy.
Metal mine,Deep mining,Mine ventilation,Controlled recirculating air,Circulation air purification
2014-05-27
刘晓培(1988—),女,助理工程师。
TD727+.3
A
1001-1250(2014)-09-132-05
猜你喜欢
黄河之声(2021年14期)2021-10-28
西部(2021年3期)2021-07-11
鸭绿江·华夏诗歌(2020年3期)2020-06-08
作文成功之路·小学版(2019年9期)2019-10-17
意林·全彩Color(2019年7期)2019-08-13
海峡姐妹(2019年7期)2019-07-26
广西电力(2016年1期)2016-07-18
黄河之声(2016年24期)2016-04-22
山西煤炭(2015年4期)2015-12-20
Coco薇(2015年12期)2015-12-10
