循环流一体式生物反应器处理ABS树脂生产废水
2014-08-02 03:55:54朱跃宋玉栋刘仪生林宏宇郑盛之周岳溪陈学民
环境工程技术学报 2014年5期
朱跃,宋玉栋,刘仪生,林宏宇,郑盛之,周岳溪*,陈学民
1.兰州交通大学环境与市政工程学院,甘肃 兰州 730070 2.中国环境科学研究院水污染控制技术研究中心,北京 100012 3.环境基准与风险评估国家重点实验室,中国环境科学研究院,北京 100012 4.中国石油吉林石化分公司合成树脂厂,吉林 吉林 132021
循环流一体式生物反应器处理ABS树脂生产废水
朱跃1,2,宋玉栋2,3,刘仪生4,林宏宇4,郑盛之2,3,周岳溪2,3*,陈学民1
1.兰州交通大学环境与市政工程学院,甘肃 兰州 730070 2.中国环境科学研究院水污染控制技术研究中心,北京 100012 3.环境基准与风险评估国家重点实验室,中国环境科学研究院,北京 100012 4.中国石油吉林石化分公司合成树脂厂,吉林 吉林 132021
采用气流提升-微孔曝气循环流一体式生物反应器处理ABS树脂生产废水,在水力停留时间(HRT)为24 h,进水CODCr为800~1 000 mgL时,单级反应器出水CODCr均稳定在80 mgL以下,去除率达88%以上,有机氮去除率达99%以上。废水碱度达到300~450 mgL(以CaCO3计)时,反应区pH可保持在6.7~7.5,出水氨氮浓度稳定在5 mgL以下,处理负荷显著高于传统工艺。气相色谱-质谱(GC-MS)及三维荧光光谱结果表明,ABS树脂生产废水中的有机腈和芳香族有机物可得到有效去除。
ABS树脂生产废水;水力停留时间;碱度;有机腈;脱氮
ABS树脂为丙烯腈-丁二烯-苯乙烯共聚物,是五大通用树脂之一,重要的工业材料,具有强度高、韧性好、易于加工成型等特点,在家电、汽车、仪表等行业应用广泛。目前我国已经成为世界最大的ABS树脂生产和消费国之一,ABS树脂生产废水的处理问题已引起普遍关注[1-4]。ABS树脂生产废水是典型的高有机氮有毒有机工业废水,胶乳及粉料含量高,含有取代苯类和有机腈类等有毒有机物,有机氮浓度高[5],目前主要采用混凝气浮-生物处理工艺进行处理[6-8],由混凝气浮去除废水中的胶乳及粉料,保证后续生物处理系统的稳定运行;由生物法去除废水中的溶解性污染物[9]。现有的ABS树脂生产废水生物处理工艺存在处理单元多、停留时间长等缺点[10-12]。
由于ABS树脂生产废水含有高浓度的有毒有机物,易对生物处理系统产生冲击,需要采用耐冲击的生物处理工艺。另外,废水中有机氮浓度较高,氮的去除需要氨化、硝化、反硝化等过程,且反硝化过程需要碳源,由此造成现有处理工艺处理单元多,流程复杂。
笔者采用循环流一体式生物反应器处理混凝气浮处理后的ABS树脂生产废水,考察了进水浓度、水力停留时间等对污染物去除效果的影响。
1 试验
1.1 ABS树脂生产废水
试验用水为国内某石化企业ABS树脂生产废水混凝气浮出水,其水质指标如表1所示。

表1 试验所用混凝气浮处理后的ABS树脂生产废水水质Table 1 Quality of ABS resin wastewater after the treatment of coagulation and flotation
1.2 反应器原理与试验装置
所用试验装置的工艺流程如图1所示。反应器结构类似于氧化沟,首尾相接,混合液可在反应器内循环流动。反应器有效容积为120 L。进水口左右各12 mm处设挡板,一条挡板下沿距池底50 mm,其顶部与池体相平;另一挡板伸向池底,其顶部低于水面3 cm。两挡板所成区域(气流提升区)底部设有一支曝气管,鼓入空气,依靠气流提升作用使混合液沿反应器循环流动。废水经泵提升后由气流提升区中部进入,在气流提升区与混合液充分混合后,进入反应区。反应后的泥水混合物进入沉淀区实现泥水分离,上清液由溢流堰进入集水槽。
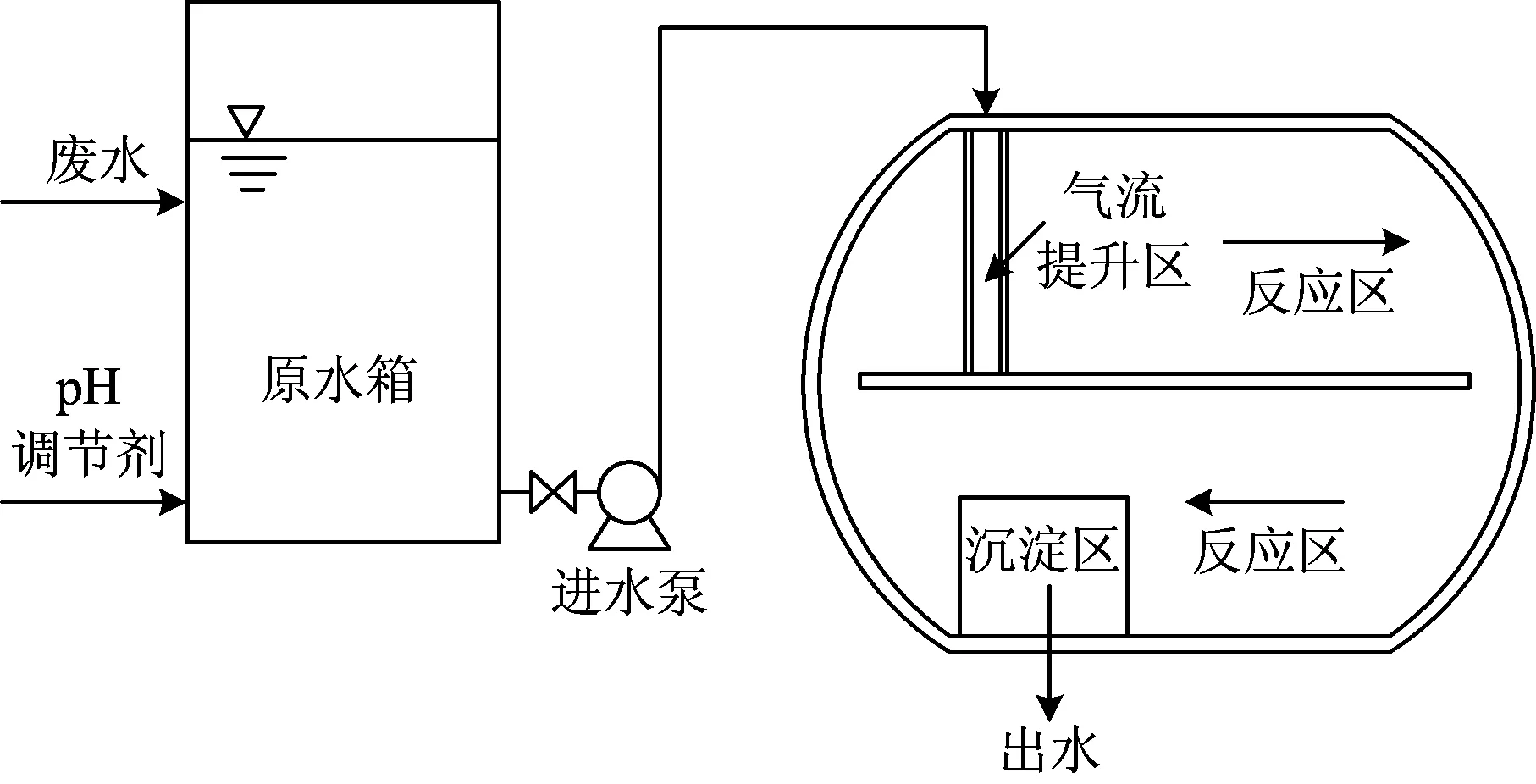
图1 试验装置工艺流程Fig.1 Flow chart of the test device
由于气流提升产生的混合液流量远高于进水流量,使得进水中的有毒有机物被稀释,反应器内活性污泥接触的有毒有机物浓度远低于废水,从而保证反应器对进水中的有毒有机物具有很高的耐冲击能力。另一方面,由于混合液在反应器内循环流动,具有推流反应器的特征,污染物可在同一反应器内从进水口到沉淀池完成氨化、硝化、反硝化、碳氧化等过程,使工艺流程得到简化。浓缩污泥依靠重力从沉淀区底部回流至反应区,因此不需单独的二次沉淀池和污泥回流设备,工艺流程得到进一步简化。
1.3 分析方法

废水样品有机物采用二氯甲烷萃取后,用GC-MS进行分析,样品前处理条件参照文献[14]。分析采用Agilent 7890气相色谱仪,HP-5MS型色谱柱(60 m×250 μm×0.25 μm)5975C质量选择检测器(MSD),载气为99.999%高纯氦气。色谱条件:进样口温度260 ℃;分流比1∶1;色谱柱流速1.0 mLmin;进样量1 μL。升温程序:起始40 ℃保持2 min,以5 ℃min升温至100 ℃,保持2 min,以10 ℃min升温至220 ℃,保持1 min,以20 ℃min升温至300 ℃,保持4 min;离子源温度230 ℃;四级杆温度150 ℃。
废水样品三维荧光光谱采用HITACHI F-7000型荧光分光光度计。测定条件:激发波长(Ex)为200~550 nm,发射波长(Em)为200~550 nm,激发和发射狭缝宽度均为5 nm,激发波长与发射波长扫描间隔均为10 nm,扫描速度为12 000 nmmin。
2 结果与分析
2.1 进水CODCr的影响
将某石化综合污水处理厂曝气池活性污泥加入反应器作为接种污泥,经过3 d闷曝,反应器开始连续进出水(此时为反应器运行时间起点),HRT为60 h,进水污染物浓度分阶段逐步提高,不同进水CODCr下,反应器对CODCr的去除效果如图2所示。
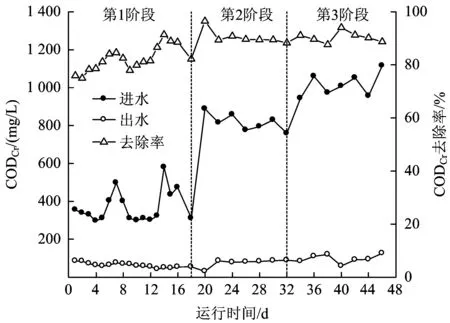
图2 不同进水浓度下CODCr的去除情况Fig.2 The removal of CODCr under different influent CODCr concentrations
由图2可以看出,尽管进水CODCr存在较大的波动,但反应器出水CODCr较为稳定,说明反应器对该废水具有较好的耐冲击能力。
第1阶段(1~18 d),进水CODCr为298~581 mgL,出水CODCr为43~86 mgL,CODCr去除率由75%逐步升高到90%左右。第2阶段(19~32 d),进水CODCr提高至758~889 mgL,稳定运行时出水CODCr为79~87 mgL,去除率为88%~91%。第3阶段(33~46 d),进水CODCr为944~1 116 mgL,出水CODCr为60~126 mgL,去除率为88%~91%。
反应器进口处为气流提升区,在上游已完成污染物降解的混合液经气流提升后对反应器进水进行了大比率稀释,使污染物进入反应器后迅速扩散,浓度急剧下降。活性污泥接触的污染物浓度一直处于较低的水平。即使进水污染物浓度显著提高,混合液中的污染物浓度也仅是缓慢升高。这为活性污泥重新适应更高的污染负荷提供了缓冲时间,保证了反应器出水水质稳定。
2.2 进水碱度的影响
反应20~46 d时,进出水氨氮、有机氮、硝酸盐氮、亚硝酸盐氮、TN浓度及pH和碱度(以CaCO3计)的变化如图3所示。

图3 反应器进出水氮浓度及pH和碱度Fig.3 The influent and effluent nitrogen concentration, pH, alkalinity of the reactor
由图3可以看出,ABS树脂生产废水有机氮浓度较高(最高达122 mgL),同时含有一定浓度的氨氮(8~33 mgL),经反应器处理后,废水中的有机氮可转化为氨氮、硝酸盐氮和亚硝酸盐氮等无机氮,出水有机氮浓度可降至9 mgL以下。出水中硝酸盐氮浓度显著上升,从12~26 mgL升至32~96 mgL。由于硝化过程消耗碱,因此出水pH和碱度均显著低于进水。反应20~32 d时,进水pH<9,反应器出水pH降至6左右,在一定程度上抑制了氨的氧化,造成反应器出水氨氮浓度较高,最高达18.3 mgL,甚至高于进水。针对该问题,通过投加NaOH提高废水碱度(300~450 mgL),使反应器出水pH逐步提高至6.7~7.5,氨氧化效果逐步改善,稳定运行时,出水氨氮浓度由加碱前的16.5~18.3 mgL降到3.0~4.3 mgL,表明适当提高进水碱度有利于氨氮的去除。
当进水碱度充足时,进水pH达到10以上,有时甚至达到11.3,显著高于通常生物处理进水pH为6~9的要求。由于进水碱度在进口处通过气流提升得到快速稀释,因此并未造成反应器局部pH过高而导致污泥活性下降和出水水质恶化。尽管反应器进水CODCr高达1 000 mgL,但由于反应器内CODCr一直处于较低的水平,因此该反应器在实现有机物氧化的同时,实现了氨氮的氧化。
2.3 水力停留时间的影响
将反应器的HRT从60 h逐步缩短到24 h和12 h,反应器进出水水质变化如图4和图5所示。
由图4可以看出,在HRT为24~60 h时,随着反应器HRT的缩短,CODCr的去除效果未受到明显影响,CODCr去除率均在88%以上。HRT为24 h时稳定运行出水CODCr达到80 mgL以下。但当HRT缩短为12 h时,反应器沉淀区出现污泥流失现象,出水CODCr略有上升。与此相对应,当HRT由24 h缩短到12 h时,有机氮的去除率仅略有下降,大部分时间的有机氮去除率仍在99%以上(图5)。表明反应器对有机物的去除能力可以达到较高的负荷(1.85kg(m3·d),以CODCr计,下同)。
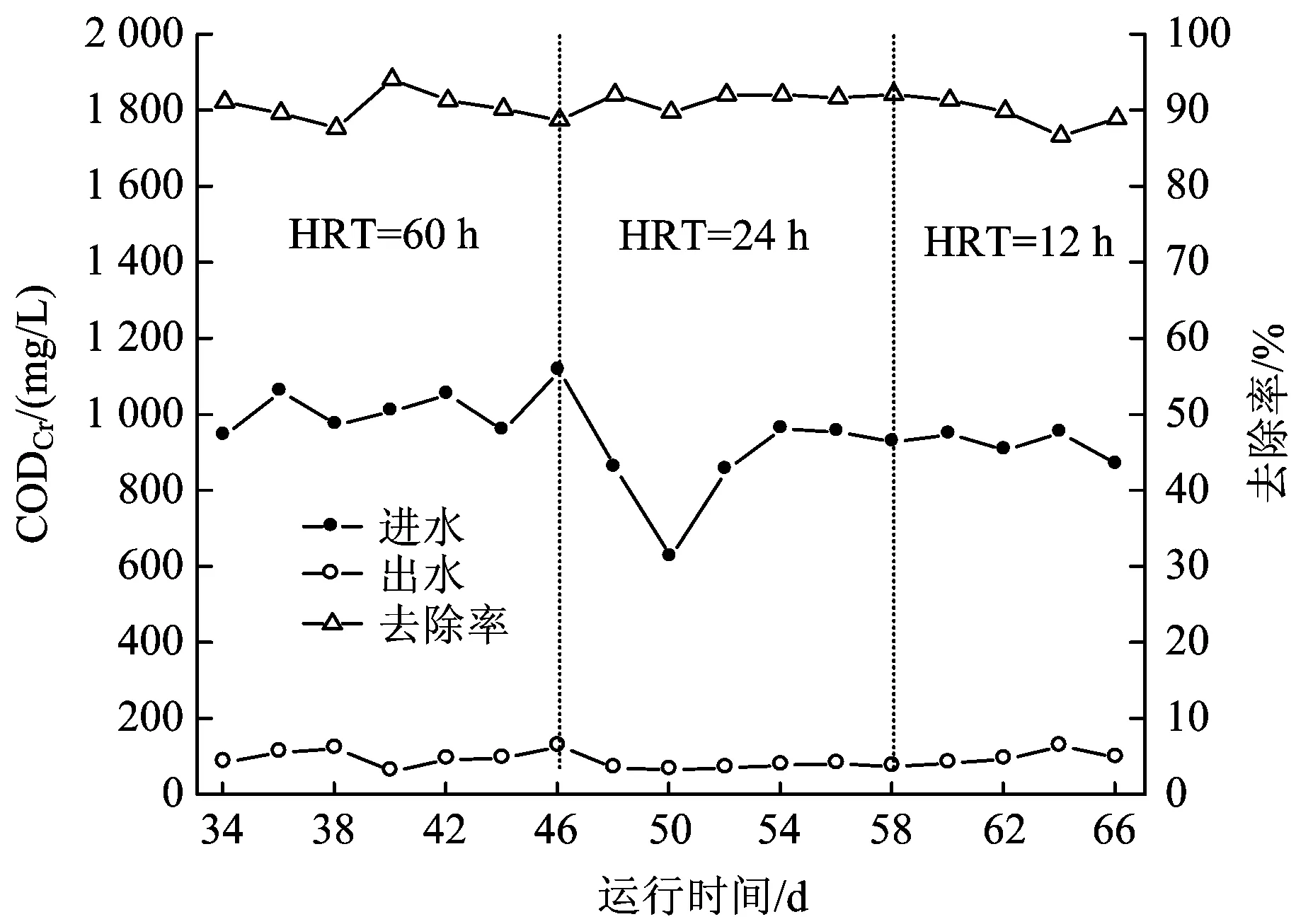
图4 不同水力停留时间下CODCr的去除情况Fig.4 The removal of CODCr under different HRT
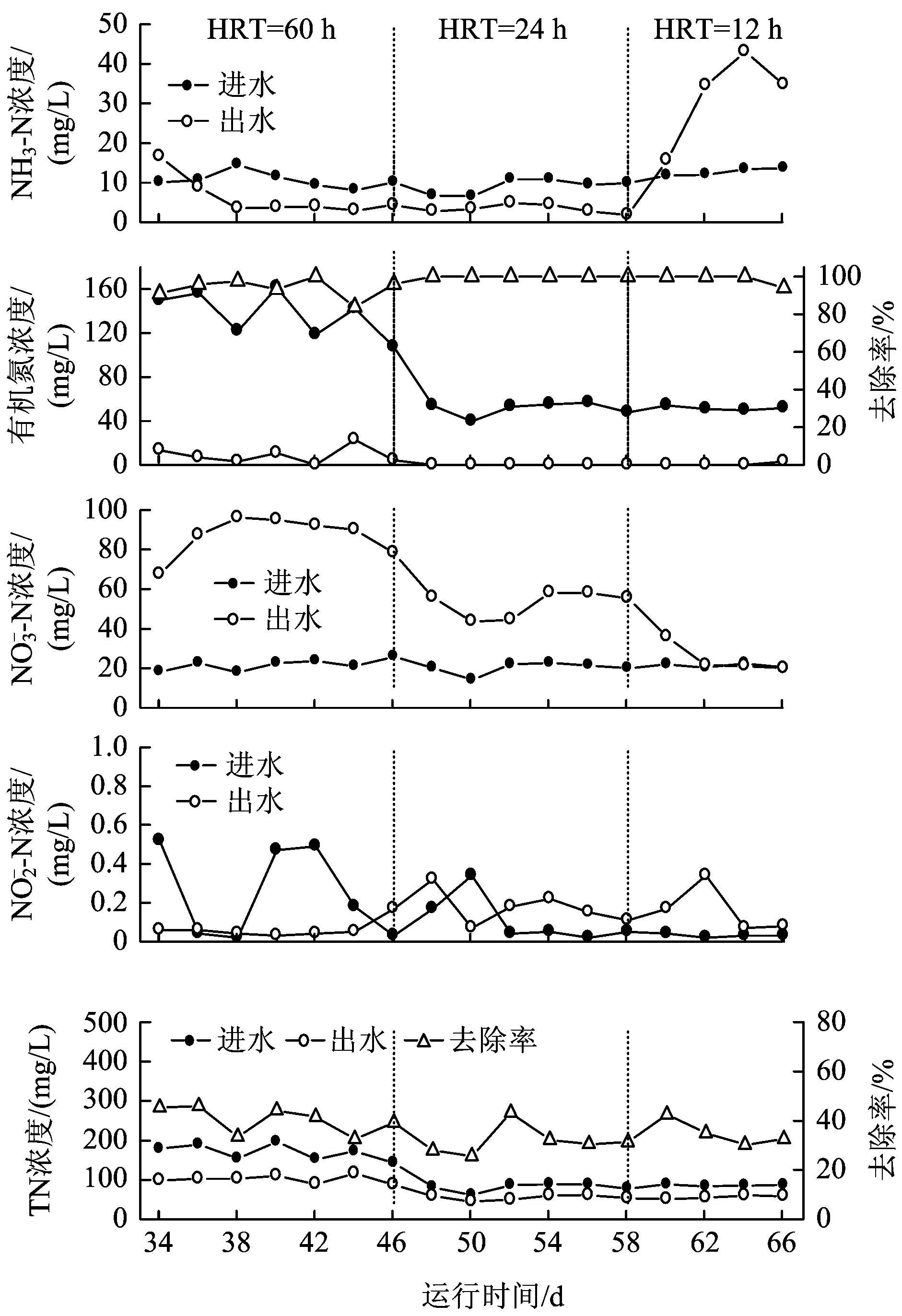
图5 不同水力停留时间下氮的去除情况Fig.5 The removal of nitrogen under different HRT
与对有机物的去除效果不同,氨氮的去除效果受HRT的影响更为显著。由图5可以看出,在HRT为24~60 h时,出水氨氮浓度维持在5 mgL以下,但当HRT缩短至12 h时,出水氨氮浓度快速上升到30 mgL以上。与氨氮结果相对应,当HRT缩短至12 h后,出水硝酸盐氮浓度显著下降。总氮去除率随着HRT的缩短,略有降低,平均去除率由HRT为60 h的40.3%,降至HRT为24 h的31.2%和HRT为12 h的34.3%。
随着HRT的缩短,反应器的处理负荷由60 h的0.40 kg(m3·d)提高到24 h的0.95 kg(m3·d)、12 h的1.85 kg(m3·d),混合液污泥浓度呈上升趋势。MLSS由60 h的3 400 mgL提高到24 h的10 000 mgL,12 h的9 100 mgL。相应的污泥负荷(以MLSS浓度计,下同)由60 h的0.12 kg(kg·d)变为24 h的0.095 kg(kg·d)、12 h的0.20 kg(kg·d)。通常,合并硝化工艺(碳氧化和硝化在同一反应器中进行)的MLSS浓度为2 000~3 500 mgL,容积负荷为0.1~0.32 kg(m3·d)(以BOD5计)[15]。该反应器中的污泥浓度很高,因此其容积负荷显著高于传统工艺。
综上所述,采用循环流一体式生物反应器处理ABS树脂废水,在HRT为24 h以上时,经一步处理,可使出水CODCr达到GB 8978—1996《污水综合排放标准》的二级标准,氨氮达到一级标准,工艺流程较传统工艺大大简化。反应器中污泥浓度较高,容积负荷显著高于传统合并硝化工艺。
2.4 特征有机物的去除效果
当HRT为24 h,反应器稳定运行时,采用二氯甲烷萃取-GC-MS的方法对进出水中特征有机物进行分析,结果如图6所示。
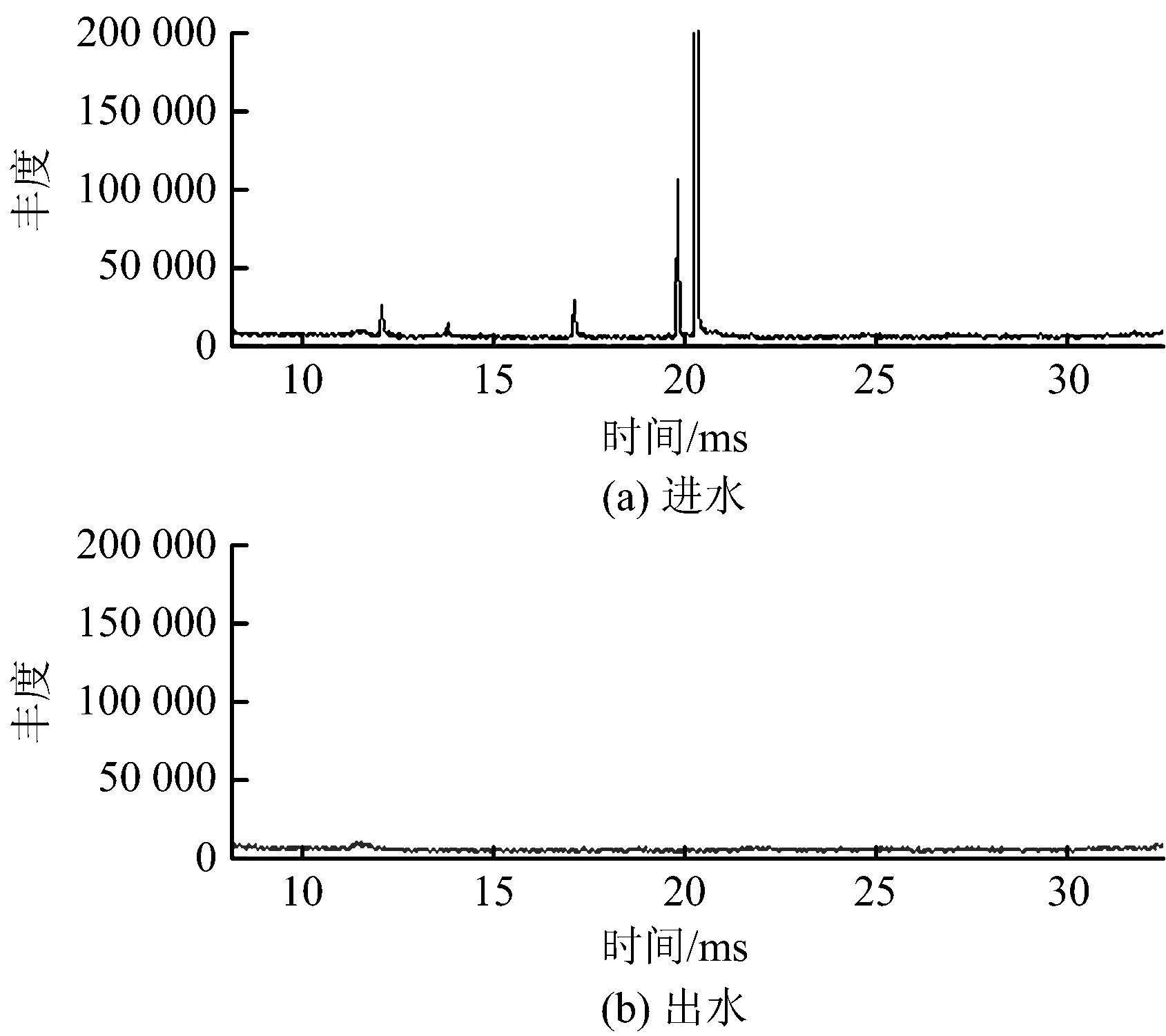
图6 反应器进水和出水的GC-MS谱图Fig.6 GC-MS spectra of the reactor influent and effluent
由图6可以看出,该废水中检出的特征有机物主要包括3-羟基丙腈等有机腈和α-甲基苯乙烯、苯乙酮、α,α-二甲基苯甲醇等取代苯类有机物,而出水中上述特征有机物均未检出,表明废水中上述特征有机物得到了有效去除。
三维荧光光谱可用于表征废水中的芳香族有机物等含有共轭双键的化合物[16]。进水和出水的三维荧光光谱分析结果如图7所示。

图7 反应器进水和出水的三维荧光光谱Fig.7 Three-dimensional excitation-emission matrix fluorescence spectra of the reactor influent and effluent
由图7可以看出,进水主要在ExEm为230 nm340 nm处存在吸收峰。根据现有研究结果,该处的荧光峰主要来自废水中的芳香族有机物[17-20]。而出水对应荧光峰的荧光强度较进水降低了81%,表明废水中的芳香族有机物得到了有效去除。
3 结论
(1)气流提升-微孔曝气循环流一体式生物反应器处理ABS树脂生产废水,在HRT为24 h,进水CODCr为800~1 000 mgL时,反应器耐冲击负荷能力强,出水水质稳定。单级反应器CODCr和总氮去除率分别达88%和99%以上,有机腈和芳香族化合物有效去除,出水CODCr为80 mgL以下,达到GB 8978—1996二级标准。
(2)反应器HRT和进水碱度显著影响氨氮去除效果。反应器HRT大于24 h,废水碱度达到300~450 mgL(以CaCO3计)时,反应区pH可保持在6.8~7.5,出水氨氮浓度稳定在5 mgL以下,达到GB 8978—1996一级标准。在保证硝化反应正常进行的情况下,处理负荷显著高于传统合并硝化工艺。
[1] 钱伯章.我国ABS树脂发展概况[J].化工新型材料,2008,36(5):7-8.
[2] 徐发部,韩强.ABS树脂国内外市场状况及前景分析[J].塑料工业,2006,34(增刊):13-25.
[3] 林志勇,张欣颖,付愉,等.ABS树脂国内市场回顾与展望[J].弹性体,2007,17(2):81-84.
[4] 王彬.ABS树脂生产工艺现状及发展趋势[J].炼油与化工,2008,19(2):11-14.
[5] LAI B,ZHOU YX,YANG P,WANG K.Comprehensive analysis of the toxic and refractory pollutants in acrylonitrile-but-adiene-styrene resin manufacturing wastewater by gas chromatography spectrometry with a mass or flame ionization detector[J].Journal of Chromatography A,2012,1244:161-167.
[6] 赵东风,刘发强,蒋文庆,等.我国ABS树脂工业废水治理技术综述[J].油气田环境保护,2003,13(2):8-10.
[7] 刘恒明,魏海峰,刘靖,等.混凝法处理丙烯腈-丁二烯-苯乙烯树脂废水[J].化工环保,2008,28(1):63-65.
[8] 苏宏,张晓杰,王德义,等.ABS树脂生产废水处理工程实践[J].环境工程,2004,22(4):91-92.
[9] 李向富.ABS装置生产废水可生化性研究[J].化工环保,2004,24(增刊):44-45.
[10] 滕文锐.ABS生产废水处理工艺改进[J].河南化工,2005,22(6):52-53.
[11] CHANG C Y,TANONG K,CHIEMCHAISRI C,et al.Feasibility study of a cyclic anoxicaerobic two-stage MBR for treating ABS resin manufacturing wastewater[J].Bioresource Technology,2011,102:5325-5330.
[12] CHANG C Y,TANONG K,XU J,et al.Microbial community analysis of an aerobic nitrifying- denitrifying MBR treating ABS resin wastewater[J].Bioresource Technology,2011,102:5337-5344.
[13] 国家环境保护总局.水和废水监测分析方法[M].4版.北京:中国环境科学出版社,2002:254-281.
[14] 赖波,周岳溪,杨平,等.不同高级氧化法对ABS树脂生产废水的降解特性[J].浙江大学学报:工学版,2012,46(3):476-481.
[15] 北京水环境技术与设备研究中心,北京市环境保护科学研究院,国家城市环境污染控制工程技术研究中心.三废处理工程技术手册:废水卷[M].北京:化学工业出版社,2000:521-569.
[16] CHEN W,WESTERHOFF P,LEENHEER J A,et al.Fluorescence excitation-emission matrix regional integration to quantify spectra for dissolved organic matter[J].Environmental Science & Tehnology,2003,37(24):5701-5710.
[17] LI S,SUN W L.Photocatalytic degradation of 17α-ethinylestradiol in mono- and binary systems of fulvic acid and Fe(III):application of fluorescence excitationemission matrixes[J].Chemical Engineering Journal,2014,237:101-108.
[18] WANG C C,LEE C M.Denitrification with acrylonitrile as a substrate using pure bacteria cultures isolated from acrylonitrile-butadiene-styrene wastewater[J].Environment International,2001,26:237-241.
[19] 赖波,周岳溪,王志刚.化学氧化法预处理ABS树脂生产废水[J].北京工业大学学报,2012,38(3):432-437.
[20] 赖波,周岳溪.ABS废水中芳香类污染物在微电解处理前后的荧光特征变化[J].环境工程技术学报,2012,2(2):90-95. ▷
Treatment of ABS Resin Wastewater with Integrated Cycling Bioreactor
ZHU Yue1,2, SONG Yu-dong2,3, LIU Yi-sheng4, LIN Hong-yu4, ZHENG Sheng-zhi2,3,ZHOU Yue-xi2,3, CHEN Xue-min1
1.School of Environmental and Municipal Engineering, Lanzhou Jiaotong University, Lanzhou 730070,China 2.Research Center of Water Pollution Control Technology, Chinese Research Academy of Environmental Sciences, Beijing 100012,China 3.State Key Laboratory of Environmental Criteria and Risk Assessment, Chinese Research Academy of Environmental Sciences,Beijing 100012, China 4.Synthetic Resin Plant, Petro China Jilin Petrochemical Company, Jilin 132021, China
An integrated cycling bioreactor with gas lift and microporrus aeration was used for the treatment of ABS resin wastewater. When the hydraulic retention time of the reactor was 24 h and the influent CODCrwas 800-1 000 mgL, the effluent CODCrwas less than 80 mgL. CODCrremoval efficiency was higher than 88% and organic nitrogen removal efficiency higher than 99% by the single reactor. When the influent alkalinity was 300-450 mgL (as CaCO3), the pH of the mixed liquid in the reactor could remain at 6.7-7.5, and the effluent NH3-N was less than 5 mgL. The treatment load of the reactor was significantly higher than that of the traditional process. GC-MS and three-dimensional fluorescence spectrum analyses indicated that organic nitrile and aromatic organics could be efficiently removed from ABS resin wastewater.
ABS resin wastewater; hydraulic retention time; alkalinity; organic nitrile; nitrogen removal
1674-991X(2014)05-0367-06
2014-03-17
国家水体污染控制与治理科技重大专项(2012ZX07201-005)
朱跃(1987—),女,硕士,主要从事水处理方面的研究,398257030@qq.com
* 责任作者:周岳溪(1964—),男,研究员,博士,主要从事水污染控制工程技术研究,zhouyuexi@263.net
X703.1
A
10.3969j.issn.1674-991X.2014.05.059
猜你喜欢
潍坊学院学报(2020年2期)2021-01-18 07:02:00
环境保护与循环经济(2017年7期)2018-01-22 02:58:12
中国环境科学(2016年3期)2016-02-08 15:07:14
环境科技(2015年3期)2015-11-08 12:08:34
环境科技(2015年4期)2015-11-08 11:10:48
应用海洋学学报(2014年2期)2014-11-26 01:20:46
金属矿山(2014年7期)2014-03-20 14:19:58
火炸药学报(2014年3期)2014-03-20 13:17:41
金属世界(2013年6期)2013-02-18 16:30:47
植物营养与肥料学报(2012年5期)2012-10-26 03:28:24