
氩弧熔铸TiC-TiB2/Fe复合材料的组织与耐磨性
2014-08-01 09:25王振廷高红明
黑龙江科技大学学报 2014年4期
王振廷, 高红明
(黑龙江科技大学 材料科学与工程学院,哈尔滨150022)
0 引 言
近年来,随着科学技术的发展,新型材料不断涌现,但仍未解决机械零部件间磨损造成巨大材料浪费的问题[1]。目前,用性能优异的耐磨材料来制造摩擦副零部件是降低磨损的有效途径之一。TiB2为C32 型结构,属六方晶系的准金属化合物,以Ti—B 价键形式结合,晶体结构中的硼原子面和钛原子面交替出现构成二维网状结构。正是由于TiB2这种网状结构,使其具有了高硬度和高温稳定性,又由于原位合成的TiB2颗粒弥散分布在材料中,这样不但起到了弥散强化和固溶强化的作用,还降低了材料的脆性[2-4]。TiC 硬度高、颗粒细小,可使合金具有较好的抗冲击磨损能力。TiC-TiB2原子间的金属键与共价键是通过强结合键相连的,具有原子间结合力强、硬度高及高温抗氧化性能优异等特点,因此,以TiC-TiB2为增强相的金属基复合材料具有高的硬度和耐磨性及优良的高温抗氧化性,更易成为新型耐磨材料[5-6]。研究表明,原位合成的粒子或晶须也可改善高硬度复合材料的强度和抗裂性能。
氩弧的热量集中、能量密度介于自由电弧和压缩电弧之间,且加工件被氩气包围、加热、冷却时不易氧化、烧损轻,因此,适用于多种材料[7-9],且氩弧技术的装备机动灵活性高,操作方便灵活,工艺稳定,适应性强,使氩弧技术得到材料工作者的广泛重视[10-11]。目前,还未见到国内外学者对氩弧熔铸原位合成TiC-TiB2/Fe 复合材料研究的报道[12],因此,笔者采用氩弧熔铸的方法来制备原位合成TiCTiB2/Fe 复合材料,以期提高铁基复合材料的性能。
1 实 验
1.1 材料与制备
熔铸材料选用纯的Fe、Ti、B 和C 粉自行配置合金粉末,通过大量的实验研究,并综合考虑材料的硬度、耐磨性及韧性,设计出Fe、Ti、B、C 最佳质量分数比为45 ∶30 ∶20 ∶5。粉末的平均粒径为40~45 μm。将配置好的粉末在超声波中混合分散1 h,混合均匀后用压片机压成φ12 mm ×2 mm 型坯,压力为20 MPa。氩弧熔铸膜采用石墨舟,在自制的熔铸装置(图1)内进行熔铸,首先将该装置抽成真空并通入氩气进行保护,用型号为MW3000 的钨极氩弧焊机进行氩弧熔铸实验,工艺参数为工作电压14 V,焊接电流120 A,氩气流量12 L/min。
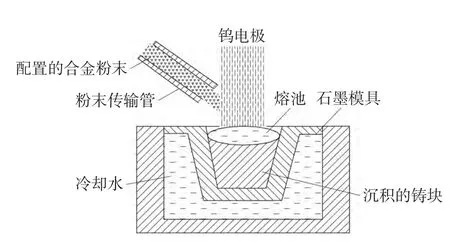
图1 氩弧熔化连续沉积示意Fig.1 Diagram of argon arc melting continuous deposition
1.2 分析与测试
采用MX2600FE 型扫描电子显微镜(SEM)观察制备的复合材料的微观组织形貌;用XD -2 型X射线衍射仪并结合能谱分析仪(OX -FORD)对复合材料进行物相分析;用洛氏硬度计测量试样的洛氏硬度;用MMS -2A 摩擦磨损试验机在室温干滑动的条件下进行测试,试样尺寸为10 mm×10 mm×10 mm,对磨试样采用外径40 mm 经淬火态的45#钢环(硬度HRC 为56~58 GPa),法向载荷180 N,转速200 r/min,磨损时间2 h。以GCr15 工具钢作为标样,用电子天平称量试样和标样的磨损量,以此来衡量复合材料耐磨性。
2 结果与分析
2.1 显微组织及物相
图2 为氩弧熔铸TiC-TiB2/Fe 多相金属间化合物耐磨复合材料的显微组织形貌。
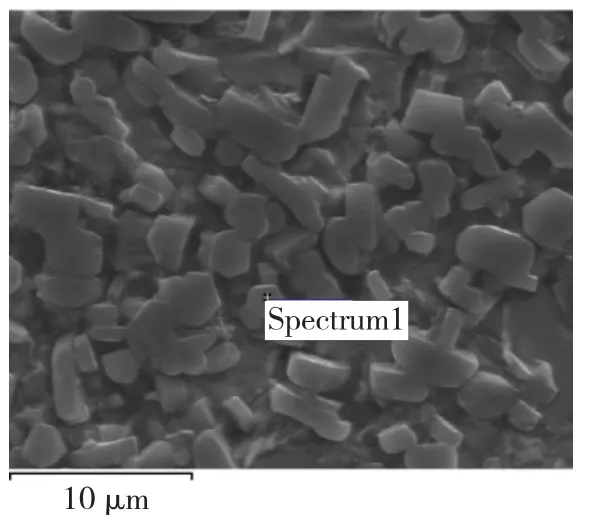
图2 复合材料的组织形貌Fig.2 Microstructure of composite material
由图2 可见,复合材料原位生成的颗粒呈块状、板条状及多边形,且颗粒结合地非常紧密,这一结构使该材料具有很高的硬度、很好的耐磨性。图3 为复合材料的能谱图,通过能谱分析可知,颗粒均是由Ti、B、C 三种元素组成的,且Ti、B 的含量较高,这说明复合材料中含有较多的硼化合物及少量的碳化物。由此推测可能生成了TiB、TiB2和TiC。

图3 复合材料的衍射能谱Fig.3 Diffraction spectra of composite material
2.2 组织形貌及相组成
图4 为氩弧熔铸TiC-TiB2/Fe 耐磨复合材料的XRD 谱图。通过对衍射峰的标定及能谱分析可知,复合材料组织组成相为α - Fe 相、TiB2颗粒相和TiC 颗粒相。又由衍射峰的高低可知,α -Fe 相和TiB2颗粒相的含量较多(图4)。

图4 复合材料的XRD 谱图Fig.4 XRD pattern of composite material
2.3 TiC 和TiB2 颗粒相生成机理
B 元素在奥氏体内溶解度极小,在结晶过程中B 被推挤在奥氏体晶界处,由于B 元素在晶界处的分布,阻碍了C、Ti 等元素的扩散,使得TiC 难以形核,为使TiC 形核,就必须降低温度,所以TiC 合成的过冷度很大。而B 元素在高温时特别活泼,非常容易吸附在TiC 表面,这种吸附不仅阻碍了TiC 的生长,同时硼在碳化钛表面的富集也使得TiC 颗粒间的吞并倾向减小,使TiC 颗粒分布更加均匀化。因此,在B 含量不大的情况下,就可以出现较多的碳化。如果B 含量较多时,也可以生成TiB2和TiB。Ti、B 和C 元素之间可能生成TiC、TiB2和TiB,反应方程式为:
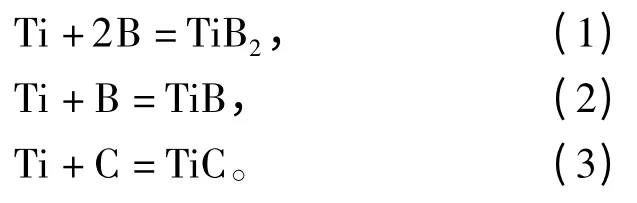
根据

可以计算反应(1)~(3)的反应生成焓H 与Gibbs自由能G。
其中,
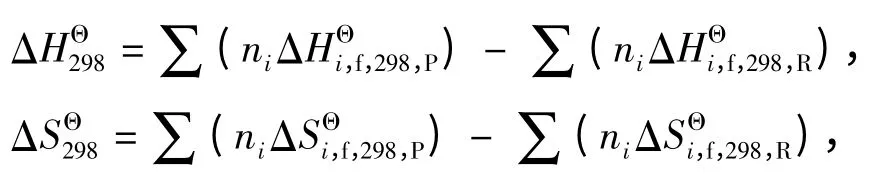
式中,下标P 表示生成物,R 表示反应物。
根据热力学数据表通过计算可知,TiC 和TiB2的Gibbs 自由能G 在300~2 500 K 的温度内均为负值,说明在热力学上,反应(1)~(3)能够发生。热力学上,自由能变化最负(绝对值最大)的反应其所对应的产物相最稳定,因此,通过计算可知TiB2和TiC 是TiC-TiB2/Fe 体系中的最稳定相。由于氩弧熔铸方法的温度高于2 500 K,因此,在热力学上采用氩弧熔铸工艺完全可以原位合成TiB2和TiC。且TiB2的生成焓和吉布斯自由能均比TiB 的小,也说明更易生成TiB2。结合复合材料的X 射线衍射谱图和显微组织可以确定,复合材料中的增强相为TiB2颗粒和TiC 颗粒。
2.4 洛氏硬度
图5 为用洛氏硬度计测得的复合材料的洛氏硬度分布曲线。由图5 可见,复合材料的硬度较高,平均洛氏硬度约为9.37 GPa。
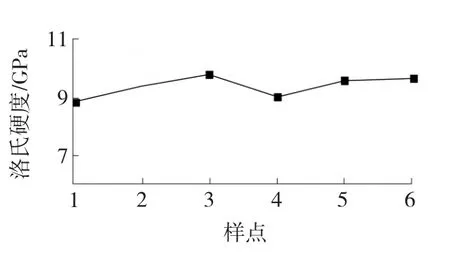
图5 复合材料的洛氏硬度Fig.5 Rockwell hardness of composite material
2.5 耐磨性
图6 为复合材料与GCr15 工具钢在室温干滑动磨损条件下,即相同载荷和相同时间下的相对耐磨性。由图6 可以看出,氩弧熔铸原位合成TiC-TiB2/Fe 复合材料的耐磨性约是GCr15 工具钢的6 倍。这是由于氩弧熔铸原位合成TiC-TiB2/Fe 复合材料中含有较多的TiB2颗粒,增强了复合材料的硬度,从而提高了其耐磨性。
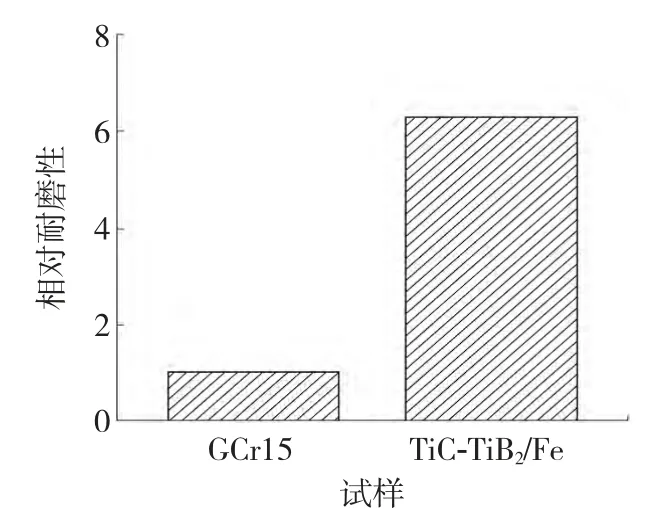
图6 复合材料与GCr15 的相对耐磨性Fig.6 Comparison of wear resistance for GCr15 and TiC-TiB2/Fe composites material
3 结 论
(1)以Fe、Ti、B 和C 粉为原料,采用氩弧熔铸技术制备出原位合成TiB2和TiC 颗粒增强相的TiC-TiB2/Fe 耐磨复合材料。
(2)氩弧熔铸原位合成TiC-TiB2/Fe 耐磨复合材料的主要组织组成相为α -Fe 相、TiB2颗粒相和TiC 颗粒相,颗粒紧密地结合,其中TiB2和TiC 颗粒呈块状、板条状和多边形。
(3)氩弧熔铸原位合成TiC-TiB2/Fe 复合材料具有较高的硬度,平均洛氏硬度约为9.37 GPa。
(4)氩弧熔铸原位合成TiC-TiB2/Fe 复合材料具有很好的耐磨性,约是GCr15 工具钢的6 倍。
[1]王智慧,贺定勇,蒋建敏,等.Fe-Cr-C 耐磨堆焊合金磨粒磨损行为[J].焊接学报,2010,31(11):73 -76.
[2]BUCHANAN V E,SHIPWAY P H,Mc CARTNEY D G.Microstructure and abrasive wear behavior of shielded metal arc welding hardfacings used in the sugarcane industry[J].Wear,2007,263(16):99 -110.
[3]王振廷,陈丽丽.氩弧熔覆WC+Ni3Si/Ni 基复合涂层的组织与耐磨性[J].金属热处理,2008,33(10):54 -56.
[4]张维平,刘 硕.激光熔覆Fe-Ti-B 复合材料涂层的组织[J].中国有色金属学报,2005,15(4):558 -564.
[5]VALLAURI D,ADRIAN A I C,CHRYSANTHOU A.TiC-TiB2composites:a review of phase relationships,processing and properties[J].Journal of the European Ceramic Society,2008,28(8):1697 -1713.
[6]WANG XINHONG,PAN XIANGNING,DU BAOSHUAI,et al.Production of in situ TiB2+TiC/Fe composite coating from precursor containing B4C-TiO2-Al powers by laser cladding[J].Transactions of Nonferrous Metals Society of China,2013,23(6):1689 -1690.
[7]BUCHELY M F,GUTIERREZ J C,LEON L M,et al.The effect of microstructure on abrasive wear of hardfacing alloys[J].Wear,2005,259(1/6):52 -61.
[8]CHEN Y,WANG H M.Growth morphologies and mechanism of TiC in the later surface alloyed coating on the substrate of TiAl intermetallics[J].Journal of Alloys and Compounds,2003,351(1/2):304 -308.
[9]王永东,王振廷,张海军,等.氩弧熔覆TiC-WC 增强镍基复合涂层组织和性能分析[J].焊接学报,2010,31(10):47 -49.
[10]QI X W,JIA Z N,YANG Q X,et al.Effects of vanadium additive on structure property and tribological performance of high chromium cast iron hardfacing metal[J].Surface & Coatings Technology,2011,205:5511 -5514.
[11]ZOU BINGLIN,SHEN PING,GAO ZHONGMIN,et al.Combustion synthesis of TiCx-TiB2composites with hypoeutectic,eutectic and hypereutectic microstructures[J].Journal of the European Ceramic Society,2008,28(11):2275 -2279.
[12]王振廷,丁元柱,梁 刚.钛合金表面氩弧熔覆原位合成TiB2-TiN 涂层组织及耐磨性能[J].焊接学报,2011,32(12):105 -107.
猜你喜欢
石材(2022年3期)2022-06-01
陶瓷学报(2021年5期)2021-11-22
陶瓷学报(2021年4期)2021-10-14
理化检验(物理分册)(2020年3期)2020-03-22
吉林建筑大学学报(2019年2期)2019-07-17
天然产物研究与开发(2018年5期)2018-06-13
现代传输(2016年2期)2016-12-01
橡胶工业(2015年8期)2015-07-29
橡塑技术与装备(2015年7期)2015-07-03
火炸药学报(2014年1期)2014-03-20
