一种预弯机模具的研究与应用*
2014-07-31 20:41王亚利石旭珺
机械研究与应用 2014年2期
王亚利,石旭珺
(天水锻压机床(集团)有限公司 技术中心,甘肃 天水 741020)
一种预弯机模具的研究与应用*
王亚利,石旭珺
(天水锻压机床(集团)有限公司 技术中心,甘肃 天水 741020)
预弯机是大直缝埋弧焊管生产线上不可缺少的关键设备之一,该设备压制成形的钢板板边曲率半径需与成品钢管一致。为满足产品的使用要求,模具采用了渐开线曲线,根据管径要求选取基圆半径,得到相应的渐开线曲线的特征值,确定了预弯后的弹变数值,并就生产实际举例说明。
预弯机模具;渐开线;厚壁钢管;回弹
0 引 言
随着石油、天然气等能源的深度开发利用,直缝埋弧焊管在油气输送线的需求量将会越来越大。我国目前大直缝焊管的生产方式主要有UOE及JCOE两种,在压制过程中板边存在一段直边,焊接成形后在两直边焊接区域会形成两个直线段,并且无法矫圆,这是不符合油气输送管标准的。为了消除上述现象,在压制成型前增加预弯工序,即将钢板板边按成形机钢管管径曲率半径要求,对钢板板边预先压制,将钢板板边压制为成形后钢管的曲率,从而保证成形后钢管的曲率半径一致,达到输送石油管道对钢管圆度的要求,因此板边预弯是直缝钢管生产的重要工序,是制管生产线上不可缺少的关键设备之一。
1 预弯机工作原理
预弯机主要由底座、两C型机架、油缸单元、模具及辅机等组成。该机结构是在一个底座上相对布置了两台C型机架,由底座上安装的双伸轴减速机带动左、右丝杠旋转,使两台机架作相对运动,从而使它们之间的距离可以相互调整,达到对不同宽度的钢板进行弯曲的要求。钢板被逐段分步送入该机的上、下模具之间,压制板边的上模固定在机架上,由两台下动式油缸同步驱动下模向上运动,上下模具接合同时压制一张钢板两边,就得到弯曲曲率半径与成品钢管半径非常接近的弯边。如图1所示。

图1 主机示意图
2 轮廓曲线的确定
预弯压制需要达到钢板板边的曲率半径与成品管管径一致,在压制时随着靠近中心,因为板边以内的部分需要参与二次压制成形,在此工序不参与变形,其曲率半径需逐渐增大,直至趋于平直。若选择圆弧模,也应该是不同圆弧半径过渡相接的一组圆弧。而渐开线刚好满足曲率半径由小增大的要求,因此采用渐开线模具曲线是一种理想的轮廓曲线。
3 应用举例
采用设备公称力为2 000 t,液压系统公称压力为25 MPa的预弯机,需要生产的钢管规格为:Da=1 219.2 mm,壁厚S=34 mm,材质X70,材料的屈服强度σ0.2=420 MPa,扩径率η=1.10%。
(1) 上、下模具采用渐开线轮廓曲线,根据钢管管径、钢板屈服强度选择基圆半径为520,渐开线起点角度为45°,渐开线终点角度为90°,曲线宽度为441.1,曲线高度为160.3。产品具体尺寸设计如图2所示。
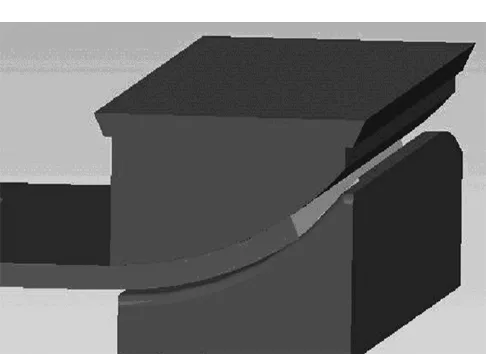
图2 上、下模具压制示意图
(2) 为查询方便,表1中列出了曲线的轮廓参数表,表内给出了该曲线的特征值,在某一点的法线对垂线的夹角a上的(X、Y)坐标、曲率半径R、曲线弧长B。

表1 曲线的轮廓参数表 /mm

表1(续) 曲线的轮廓参数表
(3) 压制后的板边发生回弹,φ1 219.2厚壁管径的模具在板材的屈服强度Qs(N/mm2)下考虑回弹时,钢板的折弯半径R′及卷弯角ɑ′,如表2所列。
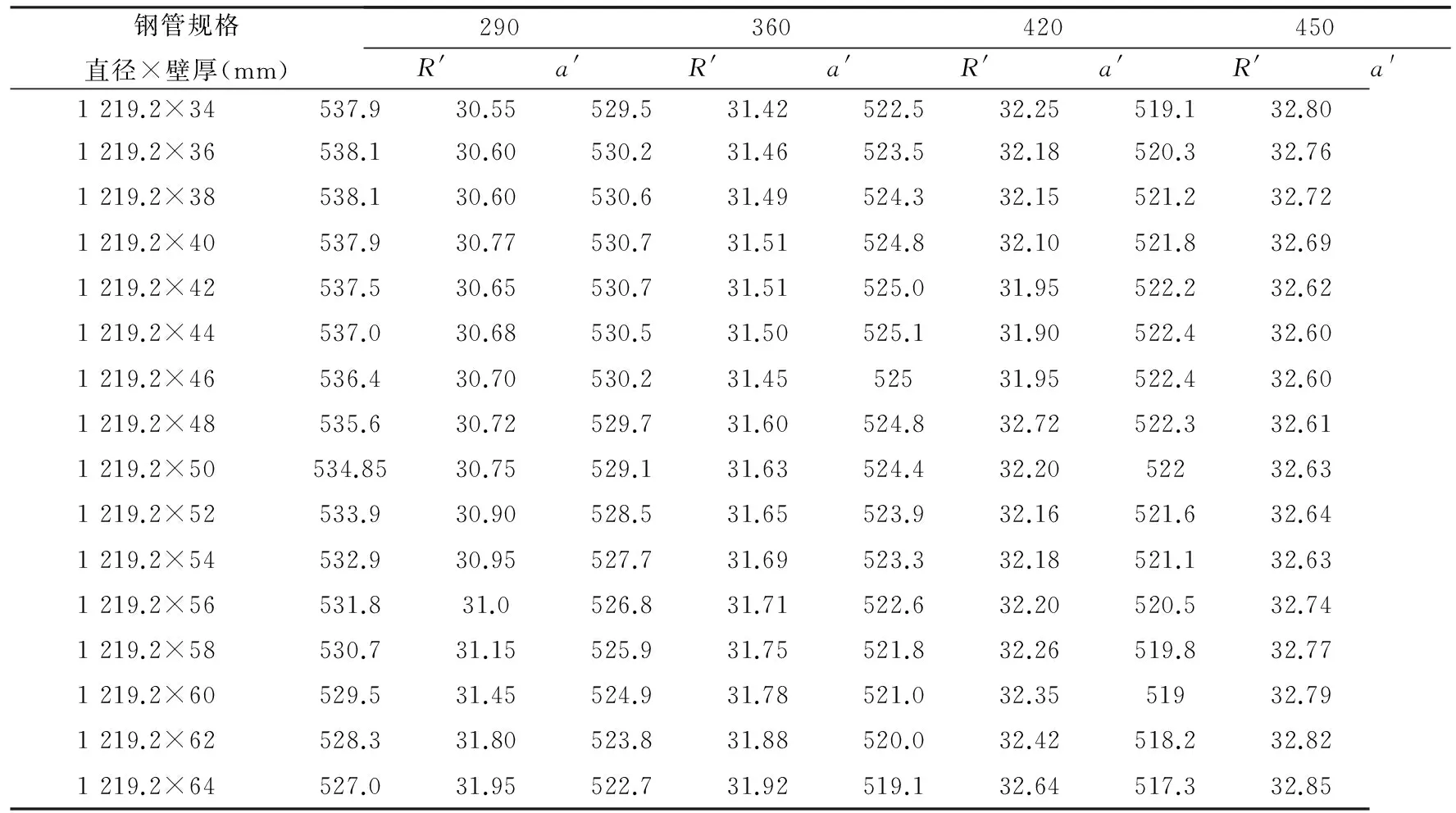
表2 回弹后钢板的折弯半径R′及卷弯角ɑ′
(4) 在2 000 t预弯机设备的具体操作如下:
① 钢板宽度
C=(Da-S)×π×(1-η)
=(1219.2-34)×π×(1-0.011)
=3 682.46(mm)
式中:D为钢管的外圆直径(mm);S为板厚(mm);η为扩径系数(η=1.0%~1.12%)。
② 对中辊内间距
E=C+2=3 682.46+2=3 684.46 (mm)
③ 钢板单边的弯边宽度(见图3)
B1=B+ΔLN+S+H
其中B1值由以下方法求得:查表1,当生产钢管的直径Da=1 219.2 mm,壁厚S=34 mm,材质X70,材料的屈服强度σ0.2=420 MPa时,考虑弹性恢复钢板板边的折弯的曲率半径R=522.5 mm、弯边角度a=32.25°。
查表2,上模曲线上点的曲率半径R接近522.5 mm点特征值为:X=360.00,Y=96.12,R=524.03,B=377.47,а=32.26°,模具渐开线起点的半径RA=816.81,渐开线基圆半径r=520,假设H=2.93,则:。


图3 模具预弯示意图1.上模 2.下模 3.板料
④ 机架开口
A=C-2×B1=3 682.46-2×423.97=2 834.52(mm)
⑤ 压制力F是由钢板的厚度,材料的屈服强度、弯边角度以及在压机中和钢板边部的摩擦损失等因素决定的。卷边角度(正)和摩擦损耗(负)对压制力
的影响十分轻微,因为它们或多或少彼此互相抵消,并且由于这些因素很难确定,测定的数值也相当的不精确(摩擦值),在以下的运算中忽略不计。压制力的计算方法近似如下(该公式适用于当剩余的直边长度为壁厚一倍的条件下):
=7.4375(MN)
式中:F为压制力(MN);B为卷弯宽度(模具的有效长度) (Bmax=250 cm);S为板厚(cm);σ0.2为σs材料的曲服强度(N/mm2);Z为允许的公差范围;104为尺寸补偿;6为阻力矩系数。
⑥ 液压系统压力
=96.6(Bar)=9.7(MPa)[1]
式中:A为油缸的作用面积 (cm2,常量7 698.47);10为单位换算系数。
⑦ 弯边高度
Y=Y×0.7=96.14×0.7=67.284(mm)
机器按计算或查表进行调整后先进行预压,折出一次后进行测量,根据测量结果再对机器进行微调,待压出的板边合乎要求后再进入连续工作。合格的压制段应是钢板板边的曲率半径与钢管的内圆半径相等,靠里的部分按渐开线规律逐渐变化为平直。
该厚壁钢管的预弯机的模具在计算钢板宽度、对中辊内间距、压制力、弯边高度等方法参照国外的计算公式并与生产实际吻合,设计的模具在压力允许的范围内,实际应用效果良好。
4 总 结
通过对厚壁钢管成形时预弯机渐开线模具曲线的研究与应用,证明该理论符合产品要求。依此类推,对于各种不同管径、不同壁厚的钢管可选用基圆半径不同的渐开线曲线,解决了一直困扰在模具曲线设计方面的参数的选定、弹变数值的确定等难题,建立了一套较完整的结构设计,对指导生产起到了积极的作用。
[1] 成大先.机械设计手册[M].第四版.北京:化学工业出版社,2002.
Research and Application of a Kind of Mould of Pre-bending Machine
WANG Ya-li, SHI Xu-jun
(TechnicalCenter,TianshuiMetalFormingMachineTool(group)Co.,Ltd,TianshuiGansu741020,China)
Pre-bending machine is one of the indispensable key appratus on the production line of large diameter longitudinal seam submerged arc welding pipe, the curvature radius of the plate end formed by the appratus should be in accordance with the finished product. In order to meet the product′s using requirments, the mould adopts involute curve, and selects base circle according to the diameter of the pipe, so the eigenvalue of the corresponding involute curve is got, the springback value after pre-bending is confirmed, and exemples are illustrated with production practice.
mould of the pre-bending; involute;thick wall pipe;springback
2014-03-12
王亚利 (1978-),女,陕西岐山人,工程师,主要从事锻压设备和制管设备的开发设计工作。
TG76
A
1007-4414(2014)02-0084-03
猜你喜欢
中国造纸(2021年12期)2021-09-21
重型机械(2020年3期)2020-08-24
装备制造技术(2020年12期)2020-05-22
山东冶金(2019年1期)2019-03-30
测控技术(2018年1期)2018-11-25
西南交通大学学报(2018年5期)2018-11-08
无人机(2018年1期)2018-07-05
制造技术与机床(2017年11期)2017-12-18
采矿与岩层控制工程学报(2015年3期)2015-12-16
弹箭与制导学报(2015年1期)2015-03-11