
真空等离子焊箱工作原理及常见故障分析
2014-07-25 11:22:06姬向锋
设备管理与维修 2014年4期
姬向锋
(国核宝钛锆业股份公司合金制造厂 陕西宝鸡)
一、引言
钛、锆属于高活性金属,在高温下会与氧、氮等气体发生剧烈反应,在大气中焊接此类金属会使焊缝完全脆化。必须在非大气的环境下焊接才具有实际意义。目前,国内外焊接钛、锆等高活性金属,主要使用真空等离子焊接和真空电子束焊接。公司经过调研,购置了一台国内自主研发的真空等离子焊箱,经过近两年的设备调试与工艺参数的摸索,现已能够生产出符合要求的5 t大规格核级一次电极,填补国内空白,顺利通过了设备及工艺鉴定。
二、设备工作原理简介
1.设备概况
图1是真空等离子焊箱图。炉室是由内径1700 mm的固定炉室和炉内台架移动小车组成,总长11 mm。小车在炉内可以纵向和横向移动,枪体为定枪式结构。台车上的伺服电机驱动链轮旋转,从而带动料架进行圆周运动,实现焊接环缝的目的。设备真空系统设有滑阀真空泵和罗茨泵,对炉体进行抽空,极限真空可以达到-0.05 Pa。
2.焊接原理简介
图1 真空等离子焊箱
(1)等离子弧焊接和氩弧焊的区别。等离子弧焊是一种压缩气体保护焊接法。这种焊接方法是20世纪60年代出现的技术,是在氩弧焊的基础上发展起来的。等离子弧焊和氩弧焊都属于惰性气体氩气保护焊接,氩弧焊为自由电弧,不经过任何压缩,电弧发散,等离子弧焊接的电弧为压缩电弧,电弧集中,这是等离子弧焊与氩弧焊的主要区别。因此,等离子弧焊接与一般氩弧焊相比,具有生产效率高、焊接质量好与应用面广的特点。
(2)焊枪结构原理简介。图2所示是与焊箱配套的焊枪结构原理图。焊枪的起弧方式为高频引弧,要求电极头与喷嘴之间的间隙为1.5~2 mm,电极头为负极,喷嘴为正极。当电极头加载高频电源时,周围气体被电离与喷嘴之间形成小弧,此时喷嘴断电,电极头为负极,物料为正极,电极头通过喷嘴与物料之间起弧,形成稳定的等离子弧。
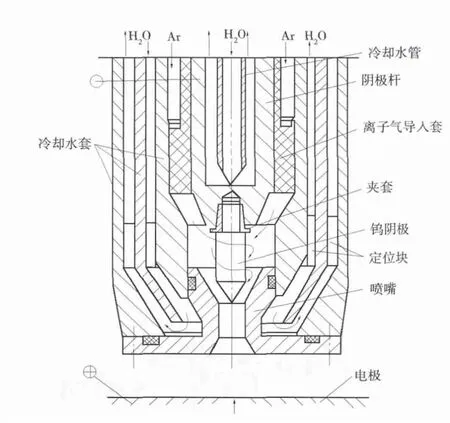
图2 焊枪结构原理图
要使等离子弧具有较高的能量,等离子弧都通过了3种压缩效应使自由电弧得到了强迫的压缩。①机械压缩效应。自由电弧通过喷嘴的孔道,强迫弧柱缩小。②热收缩效应。在图2中标Ar处通入高速冷却的气流,形成很薄的冷气流层均匀包围着弧柱,边缘层气体电离的程度急剧降低,迫使带电粒子流往高温和高电离度的弧柱中心区域集中,使弧柱直径变细。③电磁收缩效应。带电粒子流可以被看成无数根通电导体,两根平行且通过同方向电流的导体之间存在相互吸引力,距离越近,吸引力则越大。
要使焊接连续且稳定,必须保证等离子弧能够稳定的燃烧。电弧是电极与工件间的气体介质长时间放电的现象。电弧主要由阴极区、弧区、阳极区3部分组成。其中,阴极区主要由阴极斑点组成。阴极斑点是产生电弧放电的基础,总是快速不间断地游离于阴极表面上。宏观看它是无规律的,实际则有自己的规律性,即总是向阴极表面逸出功最小处转移。根据这一特性,斑点在阴极表面上的游动区间大小将直接影响电弧的稳定性。当电极头部为倒圆锥状时,由于阴阳极间距始终保持中央最小,尖端处电子逸出功最小,斑点集中在尖端附近。阴极斑点游动区间小,所以电弧稳定。相反,如果电极头部呈椭圆状甚至平面状,则斑点会在较大区间甚至整个平面上游动,不易集中,电弧稳定性差。因此,电极头为倒圆锥状,有助于电弧的稳定燃烧。
三、常见故障及原因分析
真空焊箱的核心部件就是焊枪。因此,焊枪是该设备出现故障最多也是最难维护和查找的地方,通过两年多的试运行,设备可能出现的主要问题基本暴露出来。
1.枪体不起弧
若在高频起弧过程中焊枪没有反应,可能由两方面的原因引起。一是焊枪供电电源或高频发生器等电器元件发生故障;二是焊枪的喷嘴与电极头间隙调整不合适。
判断该故障时,主要看控制面板的电压显示值,若面板中电压值不变化且为零,则主要原因应当为电路或高频发生器故障;若高频引弧中电压值瞬间升高至80~90 V,则表明可能由于喷嘴与正极头的相对位置不当引起。设备图纸要求,喷嘴与正极头间隙应保证在1.5~2 mm,调整该间隙问题可以解决。
2.电弧不稳定,且频繁息弧
由上述电弧稳定性原理可知,要使电弧稳定燃烧应使电极头为倒圆锥状,根据电弧向阴极表面逸出功最小处转移的理论,电弧的稳定性较好。但当电极头使用若干炉次后,电极头头部由于种种原因可能引起尖端受损,或物料喷溅到电极头上使斑点可能在较大范围内游动,引起电弧不稳的现象。通常更换新备件或将旧的电极头打磨处理后,能恢复其性能。
3.电弧出现偏弧现象
电弧偏主要原因有:电极头受损,逸出功最小点已偏离中心;导气环堵塞,导致氩气不能在圆周方向均匀喷出;导气环受磨损,导致其对电极头定心精度降低;焊枪加工误差,导致电极头与喷嘴不同心。
4.电弧有“双弧”现象
所谓“双弧”,即除了电极与工件有一个电弧外,由于某种原因,使电流由电极通过喷嘴再到工件,即电极与工件之间产生另一个电弧,这种有两个电弧同时存在的现象就称为“双弧”。双弧原理如图3所示。
(1)电弧电流的影响。当电流增大时,等离子弧柱的直径增大,从而使弧柱与喷嘴内壁的隔热绝缘层厚度减小,从而形成双弧。
(2)氩气流量的影响。当工作气流量减小时,由热收缩效应原理可知减弱了对等离子弧的压缩,也可能出现该现象。
(3)喷嘴孔道比的影响。喷嘴通道的直径越小,在相同电流和工作气量的条件下,绝缘层的厚度就越薄,温度高,形成“双弧”也就越容易。
(4)喷嘴与背母粗糙度的影响。若喷嘴及背母表面粗糙,电弧可能会出喷最后沿路径较短的地方与物料起弧,产生偏弧、双弧现象。
(5)喷嘴冷却效果的影响。当喷嘴冷却较差时,喷嘴外壁的气体温度较高则很容易被电离,从而使喷嘴带电,与物料之间形成“双弧”。

图3 双弧现象原理图
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
装备制造技术(2020年9期)2021-01-26 00:14:42
制造技术与机床(2019年9期)2019-09-10 07:36:42
电子制作(2017年22期)2017-02-02 07:10:15
电子制作(2017年19期)2017-02-02 07:08:44
焊接(2016年10期)2016-02-27 13:05:35
焊接(2016年6期)2016-02-27 13:04:57
制造技术与机床(2015年8期)2015-04-24 07:25:38
铁路通信信号工程技术(2014年6期)2014-02-28 16:58:24
