半主动动力吸振镗杆系统的颤振抑制机理
2014-07-24 19:00:47杨月婷高国生张作良
石家庄铁道大学学报(自然科学版) 2014年3期
杨月婷, 高国生, 张作良
(石家庄铁道大学 机械工程学院,河北 石家庄 050043)
半主动动力吸振镗杆系统的颤振抑制机理
杨月婷, 高国生, 张作良
(石家庄铁道大学 机械工程学院,河北 石家庄 050043)
深孔镗削过程中,针对影响工件加工精度和表面质量的颤振现象,建立单自由度切削颤振系统的动力学模型,利用谐波平衡法求得机床主轴转速与极限切削宽度的关系式,并绘制了机床主轴转速与极限切削宽度的稳定性图,结合半主动动力吸振镗杆刚度和阻尼系数的可控性,分析了机床结构刚度及阻尼系数大小对颤振抑制的影响。研究结果表明:机床颤振频率随着主轴转速呈分段线性变化,增大机床结构的刚度和阻尼,系统的稳定性区域在一定范围内相应的增大。为今后进行半主动动力吸振镗杆具体模型的建立和相关参数的选取提供了理论依据,具有实际意义。
镗杆;颤振;机床;抑制;稳定性
0 引言
随着目前在航空航天、汽车产业、军工制造等领域上对于一些关键的、结构复杂的零部件的加工质量要求越来越高,而在深孔镗削过程中,受到孔的尺寸限制切削颤振容易发生,因此越来越多的国内外专家对其产生机理进行了研究[1-4],其中刘习军、陈予恕[5]建立了刀架弹性子系统、工件弹性子系统的多自由度速度型切削颤振理论模型,解释了速度型颤振发生的振动机理。孔繁森 等[6]提出以压电振动干扰抑制镗削振动的设想,建立了含有压电控制单元的镗削振动系统动力学模型,基于该模型设计了实验装置。
然而针对使用磁流变液材料的半主动减振系统的颤振抑制分析并不见多,通过建立再生型镗杆颤振的振动模型,结合磁流变液的特性,对其颤振机理及相关参数进行了分析。
1 物理模型的建立

图1 机床切削颤振的物理模型
内置式减振镗杆[7]的刀杆是由一个连续体和一个吸振单元组成的,本文采用磁流变液来代替阻尼液,将被动式动力吸振变为半主动动力吸振,磁流变液在磁场的作用下,可由牛顿流体瞬间转变为Bingham流体,磁流变液[8-10]集流体流动性和固体塑性于一体,其弹性系数和阻尼系数随着外加磁场强度的改变而改变。所以,由于半主动吸振镗杆的刚度、阻尼系数的可控性,通过研究机床颤振的机理,分析镗杆系统刚度、阻尼等相关参数与颤振的关系,优化半主动吸振镗杆的设计尺寸和控制参数。
考虑刀刃运动轨迹在工件之上,动态切削力是由切削厚度和切入率的再生效应而引起的,在小振幅的情形下,为简化分析,建立线性理论下的单自由度再生型颤振的切削系统的物理模型,如图1示。
其数学模型为
(1)
式中,m为机床系统的质量;c为机床系统的阻尼;k为系统的刚度;Fc为动态切削力。
动态切削力是由相邻两次切削振动位移的相位差不同引起的,在线性理论范围内,假设本次切削的振动轨迹为x1,上次切削的轨迹为x0,相邻两个刀齿的切痕之间的相位差为β,其中
(2)
(3)
(4)
在小振幅的情况下,可以认为动态切削力正比于切削厚度,则切削力可表示成
(5)
将式(5)代入式(1)中,并将粘性阻尼作为结构阻尼来处理,令c=h/ω,可以得到
(6)
2 模型的稳定性分析
采用谐波平衡法,可设x=acos(ωt),则
(7)
(8)
(9)
计算机仿真数据取值为:h=2 488 N/mm,k=12 320 N/mm,ω0=178 Hz,kc=2 331.9 N/mm2,将切削系统的相关参数代入上式,可求得j=1,2,3,…时所对应的临界切削宽度与机床主轴转速之间的函数关系,通过数值仿真绘出以临界稳定切削宽度bcr为纵坐标,以主轴转速n为横坐标的切削系统稳定性图,如图2所示。
由图2知,临界切削宽度曲线之上为系统的不稳定区域,临界切削宽度曲线之下是切削系统的稳定区域。只有在一定的切削宽度和主轴转速范围内,切削系统才是稳定的。当切削宽度一定时,随着主轴转速的变化,切削加工系统在稳定区与不稳定区变换,即改变主轴转速,可以改变切削系统的稳定性,从而抑制颤振现象的发生,这是变速切削对切削颤振的控制机理。
由式(2)和式(8)绘制出机床主轴转速和颤振频率之间的关系图,如图3所示,给定一定的切削宽度,随着主轴转速的变化,机床颤振频率呈分段线性变化。
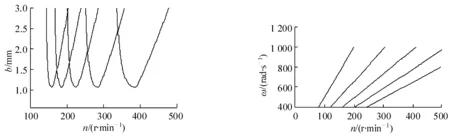
图2 主轴转速与极限切削宽度关系图 图3 主轴转速与颤振频率的关系图
3 切削系统的阻尼、刚度系数对抑制颤振的影响
由式(8)和式(9)得出刚度和结构阻尼系数变化时切削系统稳定性的变化,如图4和图5示。

图4 刚度变化与切削系统稳定性关系图 图5 阻尼变化和切削系统的稳定性关系图
由图4可知,随着机床结构刚度的增加,稳定区域内,叶瓣的面积增大,在对应的主轴转速和切削宽度一定下,增大刚度系数能够增大切削系统的稳定性区域。而对于系统结构阻尼系数来说,如图5可以得到,在其它切削参数一定的情况下,随着阻尼系数的增大,临界稳定性曲线沿纵坐标上移,从而切削系统的稳定性区域增大,极限切削宽度随着增加,机床抵抗自激振动的能力提高,其动态特性的稳定性也越好。通过以上分析,改变切削系统的阻尼、刚度参数的取值,可以改变整个机床切削系统的稳定性,抑制颤振的发生。
基于以上分析,本文提出采用磁流变液来代替传统的减振镗杆(结构如图6)中的阻尼液,设计一种半主动动力吸振镗杆构件,在近刀具切削位置处的镗杆内部安装吸振器。磁流变液在磁场的作用下,磁流变液的屈服强度发生变化,液体的的粘度也发生变化,当剪切屈服强度呈指数变化,其粘度也呈数量级增加。所以可以根据外部的振动环境不同,调节磁场强度,改变切削系统的刚度和阻尼,从而改变系统的稳定性。

图6 内置式减振镗杆结构示意图
4 结论
通过建立典型的单自由度机床颤振的物理模型,分析其稳定性,得出机床主轴转速和极限切削宽度的关系图,变速切削的实质是改变切削系统的阻尼和刚度大小。增大切削系统的阻尼和刚度,叶瓣曲线沿纵坐标上移,即系统的稳定性区域增大。基于此颤振抑制机理,由磁流变液良好的可控性和力学性能,所以半主动动力吸振镗杆系统通过调节磁场强度的大小,可以改变切削系统的阻尼和刚度,影响系统的动态稳定性,在此基础上,下一步将针对半主动吸振镗杆考虑非线性因素建立模型,分析其非线性行为,为相关参数的选取提供理论依据。
[1]Yang F L,Zhang B, Yu J Y.Chatter suppression with multiple time-varying parameters in turning[J].Journal of Materials Processing Technology, 2003, 141(3):431-438.
[2]Gradisek J,Govekar E,Grabec I.Time series analysis in metal cutting: Chatter versus chatter-free cutting[J].Mechanical Systems and Signal Processing, 1998,12(6):839-854.
[3]Yang S P, Li S H. A hysteresis model for MR damper[J]. International Journal of Nonlinear Sciences and Numerical Simulation, 2005, 6(2): 139-144.
[4]Shen Y J, Yang S P. Semi-active control of hunting motion of locomotive based on MR damper[J]. International Journal of Innovative Computing, Information and Control, 2006, 2(2):323-329.
[5]刘习军, 陈予恕. 机床速度型切削颤振的非线性研究[J]. 振动与冲击, 1999, 18(2): 5-11.
[6]孔繁森, 刘鹏, 刘春颖. 基于压电智能结构的镗削振动主动控制的仿真与实验研究[J].振动与冲击,2010, 29(3): 142-149.
[7]罗洪波, 李红梅, 程宏伟, 等. 内置式减振镗杆动力学模型的参数优化[J]. 四川大学学报: 工程科学版, 2009, 41(6): 201-204.
[8]邢海军, 任杰, 郭文武. 磁流变液减振器性能试验及分析[J]. 石家庄铁道学院学报, 2002, 15(3): 33-36.
[9] 潘存治, 杨绍普. 磁流变阻尼器及其控制系统动态响应试验研究[J]. 石家庄铁道学院学报, 2005, 18(4): 1-4.
[10] 高国生,杨绍普.高速机车悬挂系统磁流变阻尼器试验建模与半主动控制[J].机械工程学报, 2004, 40 (10):87-91.
(责任编辑 刘宪福)
Mechanism of Cutting Chatter Suppression Based on Semi-activeDynamic Vibration Absorbing Boring Bar System
Yang Yueting, Gao Guosheng, Zhang Zuoliang
(School of Mechanical Engineering, Shijiazhuang Tiedao University, Shijiazhuang 050043, China)
In the deep-hole boring process, based on the chatter phenomenon that affected machining accuracy and surface quality of workpiece, a single degree of freedom dynamic model of cutting chatter system was established. The relation between machine tool spindle speed and the limited cutting width was obtained by harmonic balance method and W-S figure was drawn. Combined with the controllable stiffness and damping coefficient of semi-active dynamical vibration absorption boring bar, the effect of machine tool structure stiffness and damping coefficient on the flutter suppression was analyzed. Research results show that the frequency of machine tool chatter changes with spindle speed piecewise linearly. Increasing machine tool structure stiffness and damping coefficient, the stability of the system area increases within a certain corresponding range. This has practical significance and provides a theoretical basis for the establishment of specific model and the selection of related parameters.
boring bar; cutting chatter; machine tool; suppression; stability;
10.13319/j.cnki.sjztddxxbzrb.2014.03.12
2013-05-31
杨月婷 女 1987年出生 硕士研究生
国家自然科学基金(1172184) ;河北省高等学校科学技术研究重点项目(ZD2010111)
TG502.14
A
2095-0373(2014)03-0055-04
猜你喜欢
装备制造技术(2020年11期)2021-01-26 00:38:58
制造技术与机床(2019年12期)2020-01-06 03:18:20
制造技术与机床(2018年10期)2018-10-13 06:36:42
制造技术与机床(2017年9期)2017-11-27 02:13:56
制造技术与机床(2017年3期)2017-06-23 08:11:33
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:08:17
电子工业专用设备(2015年4期)2015-05-26 09:10:40
电机与控制应用(2015年3期)2015-03-01 03:49:46
石家庄铁道大学学报(自然科学版)(2015年3期)2015-02-28 15:05:49
振动、测试与诊断(2014年6期)2014-03-01 01:14:59