
废电线电缆中铜材料回收的工艺研究与设备分析
2014-07-21 07:07杨敬增
有色金属(矿山部分) 2014年3期
丁 涛,杨敬增
(中国电子工程设计院,北京 100142)
随着我国有色金属生产和消费水平的日益提高,可再利用的废杂有色金属数量也不断增多,对这些废杂有色金属进行合理利用,不仅可以有效地提高有色金属的资源利用率,而且能够减少废弃物对环境所造成的污染,保护生态环境。矿产资源是不可再生的,资源枯竭的现实问题已摆在我们面前,因此,节约宝贵的金属资源,对于我国的生态文明建设将起到积极作用。我国又是有色金属资源短缺的国家,节约和合理使用资源显得尤为重要。
多年来,有色金属资源再利用已在大多数的工业发达国家受到广泛重视,是国民经济和社会发展中的重要组成部分,同时也是实现循环经济的一项重要举措。近十年来,世界再生铜产量已占原生铜产量的40%~55%,其中美国约占60%,日本约占45%,德国约占80%。我国近几年含铜废料的回收网也遍布全国,还从国外大量进口含铜废料,含铜废料的回收利用产业蓬勃发展,尤其是以回收铜为主的废电线电缆处理企业大量涌现,积极开展回收、加工、经营活动,形成了以珠江三角洲、长江三角洲和环渤海地区为主的铜系再生金属利用中心[1-2]。
1 废铜加工利用行业面临的问题
当前废铜加工利用行业总体运行态势保持平稳,但制约行业协调健康发展的一些深层次矛盾和问题没有得到根本解决,实现稳定增长和稳步发展仍面临不少困难和挑战。主要体现在以下几方面:
1)技术装备水平落后,环保形势严峻。大部分中小企业仍采用落后的处理设备,工艺与技术达不到较高的资源利用率,废铜综合利用率低,环境问题令人堪忧[3]。
2)废铜原料供应紧张。我国铜消费量居全球领先地位,但由于工业化、城镇化进程较为短暂,废铜资源蓄积量相对不足,废铜主要依靠国外进口。2013年1~9月,我国累计进口废铜319万t,金额达101亿美元。随着国际再生资源产业发展,废铜资源竞争日趋激烈。废铜资源日益紧缺成为制约我国再生铜产业快速发展的重要因素[4-5]。
3)加工利用园区和交易市场有待进一步规范。许多地方在没有充分结合当地资源优势、交通条件和供需市场的前提下,纷纷盲目投资兴建进口再生资源加工利用园区、回收交易市场或产业集群。加工利用园区建设缺乏合理的科学规划与专业指导,造成企业的无序竞争和资源浪费,对于产业的健康发展极为不利[6]。加工利用园区内部尚未形成能够覆盖回收、拆解、处理和深加工的有色金属产业链。
4)法律法规、标准体系有待完善,先进产能竞争力弱。我国含铜废料回收、拆解及利用领域的标准规范较为薄弱,法律法规体系不完善,不利于形成公平的行业竞争环境。规模化、规范化处理企业节能环保资金投入较大,生产成本相对较高,在含铜废料采购竞争中处于劣势地位,生产经营困难[7-8]。整个行业呈现出“规模经济不出效益”、“环保科技不出效益”、“先进产能吃不饱”等不正常状态。
2 废电线电缆提取铜金属的工艺技术
外购废电线电缆根据种类采取不同处理方式,I类是单一型号的废电线,进口时已分类清楚,规格相同,可直接采用机械化或半机械化操作,此类废料的绝缘皮成分稳定,易于分类再利用;Ⅱ类是混杂的废电线,各种型号的废电线混合在一起,直径不同,绝缘皮的成分不同,此类废电线需要进行分类,然后才能处理;Ⅲ类是混杂的细导线,此类导线中的铜线比较细,加工和分选的难度较大,一般适合采用铜米机组进行处理。图1给出了我国废电线电缆拆解处理的工艺流程简图。
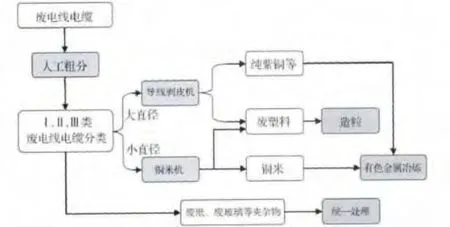
图1 废电线电缆拆解处理工艺流程Fig.1 The process flow of waste cables dismantled and treated
欧美等发达国家由于人工成本相对较高,对于Ⅱ类混杂的废电线并不需要人工分类,通常直接送至大型成套铜米机组通过破碎、分选等工序完成处理工作。而我国目前对于Ⅱ类混杂废电线要进行人工分选,分选出的粗电线一般采用剥线机完成拆解工作,拆解出的废铜和废塑料纯度可达100%,分别可用作下一步的材料再生利用,该处理方式同时可以减少经若干级破碎和分选工序所带来的能源消耗,比较适合目前我国的国情。Ⅱ类作业时分选出的细电线由于电线本身的形式和尺寸的原因,分选难度较大,比较适宜统一送至成套铜米机组进行处理[9]。铜米机组与剥线机相比,处理工艺较为复杂,因此近年来国内外的铜米机组制造商在工艺与设备的技术研发上下足了功夫,但各国的发展技术水平参差不齐。
2.1 国内工艺技术与设备
国内的铜米机组通常适用的处理范围有一定限制,一般用于汽车电路线、通信线、电子废物电路线等外径12mm以下的各种各档电缆线及剥线机不适合加工的各种杂料电缆线。以国内某设备为基础,简述目前国内主要的处理流程。
该工艺流程采用两级破碎+振动+静电分选的方法处理较细的废电线电缆。工艺流程图详见图2,处理工艺步骤如下:
1)较细的废电线电缆首先通过皮带输送机送至一级粉碎机进行破碎;
2)破碎后通过皮带输送机送至振动分选机分选;
3)分选后得到金属铜、塑料外皮碎粒和混合物料;
4)通过除尘设备将一级破碎和振动分选过程中的粉尘及杂质(如纸屑、塑料薄膜等)去除,旋风下料器将杂质集中收集,粉尘则通过收尘管道送至除尘器,通过除尘器滤袋过滤将粉尘收集到指定容器内;
5)金属铜送至成品库储存,塑料外皮碎粒和混合物料通过螺旋输送机送至二级粉碎机;
6)粉碎后的物料利用旋风下料器集中收集后,通过斗式提升机送至静电分离器进行进一步分选;
7)静电分选后可将混合物料中较细的塑料外皮碎粒和金属铜彻底分离;
8)除尘系统将粉碎过程中产生的粉尘通过收尘管道送至除尘器,通过除尘器滤袋过滤将粉尘收集到指定容器内。
2.2 国外工艺技术与设备
国外的废电线电缆处理工艺大都采用多级破碎+多级分选的组合模式,通常会在前道工序中加设预破碎工序,预破碎机的适用范围很广,基本上直径100mm以内的废电线电缆(甚至包括海底光、电缆)均可入料处理,经破碎后的碎料长度一般为150~300mm,为下一道工序做好预处理工作。下面以两种不同铜米机组为例,对其处理工艺技术做简要概述。
设备A的处理工艺采用三级破碎+两级分选的方法进行处理,工艺流程图详见图3,处理工艺步骤如下:

图2 国内某设备的处理工艺流程Fig.2 The treatment process flow of some domestic equipment
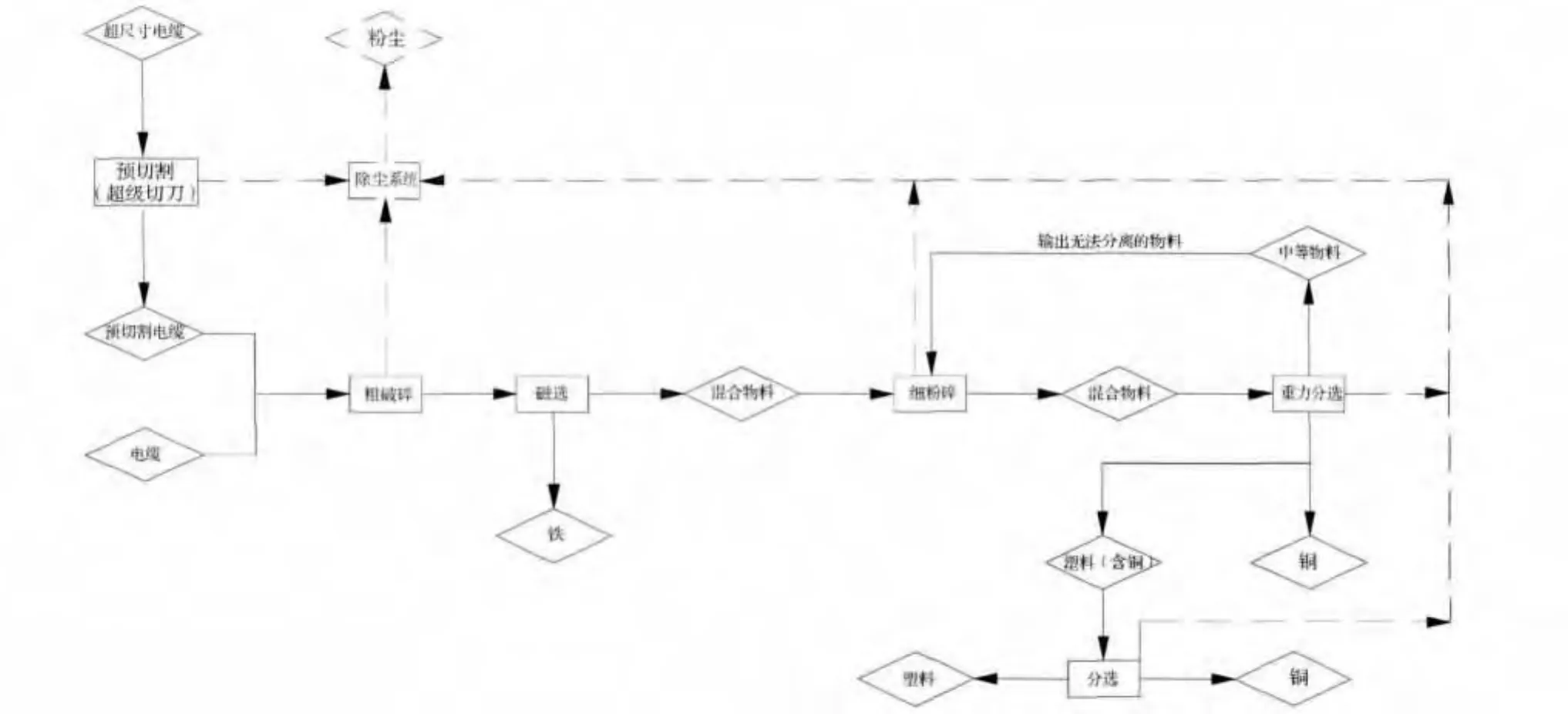
图3 国外设备A的处理工艺流程Fig.3 The treatment process flow of foreign equipment A
1)对于超大尺寸电线电缆进行特殊处理,即通过超级破碎机进行破碎;
2)破碎后的电线电缆和一般尺寸的电线电缆一并进入粗破碎机进一步破碎;
3)破碎后通过磁选机分选出含钢铁的物质;
4)再通过上升传送带输送至细粉碎机;
5)然后将细粉碎后的物料再输送至重力分选机,分选出铜、塑料及混合物料;
6)混合物料含有因尺寸较大而无法分离的物料,将被馈送回细粉碎工序进一步粉碎,粉碎后送至重力分选机进一步分选出铜和塑料,分选后得到的铜纯度在99.5%以上;
7)分选后得到的塑料中含有2%~5%的铜,通过细分设备进一步分选出铜和塑料,分选后的塑料中含铜量不超过0.2%。
8)除尘系统将破碎分选过程中产生的粉尘通过收尘管道送至除尘器,通过除尘器滤袋过滤将粉尘收集到指定容器内。
设备B的处理工艺采用三级破碎+重力分选的方法进行处理,工艺流程图详见图4,处理工艺步骤如下:
1)物料首先通过线缆破碎机进行粗破碎,碎料尺寸一般约为200mm;
2)破碎后通过磁选机分选出含钢铁的物质;
3)再通过上升传送带输送至细粉碎机;
4)经进一步粉碎后再经过磁选机分选出含钢铁的物质;
5)然后将细粉碎后的物料通过提升传送带及正反转传送带输送至两个同时工作的破碎研磨机;
6)研磨机将物料进一步破碎至细粒;
7)研磨后的细粒再输送至重力分选机,分选出铜、塑料及混合物料;
8)混合物料含有部分细铜线,将被运送至分选台进一步分选出铜,铜纯度在99%以上;
9)除尘系统将破碎分选过程中产生的粉尘通过收尘管道送至除尘器,通过除尘器滤袋过滤将粉尘收集到指定容器内。

图4 国外设备B的处理工艺流程Fig.4 The treatment process flow of foreign equipment B
2.3 技术经济指标对比
对以上三类设备的铜米机组进行技术经济指标比对分析(见表1),可以看出:
1)两家国外铜米机组均采用三级破碎+两级分选,而国内铜米机组则采用两级破碎+两级分选,处理理念的唯一区别即是否加设预破碎这道前处理工序。单从处理效果来看,在分选原理差别不大的前提下,应该说三级破碎的效果肯定要优于两级破碎,但由于国内处理设备所针对废电线电缆的外径尺寸相对小些,从整体能耗与产品附加值等方面考虑,增加一级预破碎的意义不大。
2)三类设备虽均采取了两级以上分选,但国外设备A的处理工艺中对于粉碎后产生的不易分离的较大尺寸物料再被进一步送回粉碎机细碎,之后通过分选机重新进行分选,这样大大提高了铜与塑料的分离率;而其他两家得到的混合物料没有返回上一级粉碎处理,而是直接送至分选机进行分选处理。从分选效果上来看,国外设备A的设备分离率要高于其他两类设备,处理后得到铜和塑料的纯度更高,提高了产品的附加值。

表1 技术经济指标对比表Table 1 Comparison of technical and economic indexes
3)对相同处理规模的成套设备进行价格对比,如成套设备每小时可处理2t的废电线电缆,两类国外设备价格相差不大,但与国内设备相比,价格则明显高出好几倍。从处理实际效果看,国内设备的铜纯度明显要低于国外设备。考虑到长期运行的成本与效益,运营企业在设备选型时需在设备价格与产品(铜和塑料)的附加值方面做出权衡。
3 结论与建议
1)就工艺设计理念来说,国外厂家在设备制造方面存在一个共性的特点,即需要客户提供处理对象的具体特点如数量、尺寸、规格等。处理对象的规模和类型等条件确定后,为客户量身定做所需的成套处理设备,这种设计理念与国内设备厂家是完全不同的,从处理效果看,外商采用的“量体裁衣”的设计理念要明显优于国内设备商,得到的产品附加值更高。
2)废电线电缆处理成套设备中均采用了若干级破碎机及粉碎机,在正常使用的前提下,国外破碎设备刀具的耐用性要明显优于国内设备,国内刀具的寿命一般在1年左右,而国外刀具的寿命可达3~5年,国外设备日常维护的成本也具有一定优势。
3)目前国内废电线电缆处理企业以民营企业居多,投资资金相对有限,大多数客户虽认可国外设备的处理效果和产品的高附加值,但鉴于资金有限,不可能全套引进外商设备,更多考虑的还是核心设备由国外引进,其余设备国产配套。考虑到国外和国产设备的接口问题,处理不当会对最终的产品附加值造成较大影响,因此国外厂家对上述商业模式并不认可。我国处理企业在设备选型阶段需要权衡利弊。
4)建议我国技术与产业规划部门参照国外产业发展道路,尽快提出适合国情的“一体化解决方案”。同时请有关部门给予政策性倾斜,鼓励国内装备制造业应尽快研发关键设备,为开发“城市矿产”,解决铜金属资源瓶颈,促进经济可持续发展提供技术与设备的保障。
[1] 闫启平 .中国再生有色金属行业发展状况及投资前景利好[J].再生资源与循环经济,2013,6(5):21-23.
[2] 山姆·沙里夫 .世界废铜的回收[J].有色金属再生与利用,2005(11):23-24.
[3] 乐华斌 .废金属再生过程中“三废”综合治理思路[J].资源再生,2011(2):60-61.
[4] 徐庭芳 .原料制约再生铜[J].中国金属通报,2011(35):16-17.
[5] 刘 洋 .博弈再生铜[J].中国有色金属,2008(10):36-37.
[6] 徐荣乐,海热提.废旧机电产品再利用工业园区的产业链配置研究[J].生态经济,2011(2):119-122.
[7] 李春超,朱宏力 .废铜新政的忧思[J].中国有色金属,2010(13):34-35.
[8] 谭大鹏,王明新,夏训峰 .废旧机电产品资源化技术政策与发展战略[J].生态经济,2008(11):125-127.
[9] 吴彦瑜,许冠英,彭晓春,等 .我国进口含铜废五金拆解利用技术现状[J].广州化工,2011,39(21):125-126,146.
猜你喜欢
建筑与预算(2022年2期)2022-03-08
建材发展导向(2021年14期)2021-08-23
化工管理(2021年7期)2021-05-13
文萃报·周五版(2020年30期)2020-09-02
资源再生(2019年2期)2019-01-17
电子制作(2018年8期)2018-06-26
资源再生(2018年1期)2018-03-01
中国资源综合利用(2017年2期)2018-01-22
通信电源技术(2016年3期)2016-03-26
中国资源综合利用(2016年6期)2016-01-22
