
浅谈船用薄板焊接变形的控制
2014-07-18 11:51舒兴楼陈鹏宇
船舶 2014年2期
舒兴楼 陈鹏宇
(海军驻温州地区军事代表室 舟山316000)
浅谈船用薄板焊接变形的控制
舒兴楼 陈鹏宇
(海军驻温州地区军事代表室 舟山316000)
为了减轻结构质量、提高舰船性能,舰船上层建筑等部位普遍采用薄板焊接结构,而薄板变形将严重影响焊接质量和舰船外观。文中论述了薄板焊接变形的成因、设计与工艺控制方法,这些方法的使用将为优化薄板变形的控制工艺提供帮助。
船用薄板;焊接变形;工艺控制
引 言
近年来欧美军事强国在舰船制造过程中大量使用低合金高强度钢薄板焊接结构,在减轻舰船自重,提高航速等总体技术性能指标的同时也面临着薄板焊接变形的难题。
水线以上较大的焊接变形严重影响舰体美观,水线以下的变形则易引起舰船线型的变化,降低舰船的快速性等总体性能指标。而传统用于矫正变形的水火法,对工人技能要求较高,既增加工时,也降低了钢板的力学性能和耐腐蚀性。除一般的焊后收缩变形、纵向弯曲变形、角变形等,舰船用薄板的屈曲强度相对较小,焊接后产生的纵向和横向收缩应力易使钢板局部失稳,产生波浪变形和“露筋现象”。为提高舰船焊接整体质量,需要对舰船薄板的焊接给予足够的重视[1]。
1 薄板焊接变形的原因
引起薄板焊接变形的原因较为复杂,焊缝的布置和结构设计、板材预处理、板材切割方法、焊接方法和材料选用、装配焊接工艺均对薄板的变形均有一定的影响。
焊接和强制装配等原因会产生一定的压缩残余应力σ,当σ大于薄板结构的屈曲临界应力时,薄板失稳,产生波浪变形和“露筋现象”。为控制薄板焊接失稳变形,可以从两方面着手,即通过设计和工艺的改进增加薄板板架结构的屈曲临界应力和降低薄板结构的残余应力σ[2]。
增加薄板结构屈曲临界应力的方法通常在设计阶段使用,降低残余应力的方法主要体现在施工阶段对薄板结构装焊工艺的优化。
2 设计阶段应对薄板变形的控制措施
根据以下公式可以得出在设计阶段控制薄板变形的基本方法:

式中:t为板厚,mm;
B为板宽,mm;
k为板架支撑结构系数,薄板上的支撑结构越多,k越大。
2.1 板架支撑结构及板缝布置优化
在设计薄板板架结构时,可以通过适当增加舱壁扶强材的数量及剖面面积来提高屈曲临界应力。生产设计时,在舱壁合拢口一侧增加临时的水平扶强材,或在构架上设置临时的槽钢或角钢(全船合拢完毕后拆除),也可以提高k值。
板缝布置通常在船舶的施工设计和生产设计阶段决定,在满足规范对角焊缝与对接焊缝间距,以及对接焊缝之间间距要求的前提下,可以将板缝靠近结构件布置,借助构件的刚性来减少焊接变形;在拼板时尽量使用尺寸较大的板,通过减少焊缝数量可从根本上减少焊接引起的薄板变形;合理安排焊缝位置和对称布置焊缝,也可以在一定程度上减少焊接变形。
在生产设计阶段,减少后续的火焰工序,也可以有效控制薄板变形。对于有大开口的薄板结构,在生产设计的套料图上可以设置跨过开口的“引桥”,以控制结构装焊时的变形。
2.2 焊缝的优化设计
薄板的波浪变形和“露筋”现象通常与其角焊缝横向收缩有关,现根据角焊缝横向收缩经验计算公式:式中:Δn为横向收缩值,mm;

δ为水平板厚度,mm;δV为垂直板厚度,mm;
C为常数,单面焊取0.66、双面焊取0.75;K为焊脚高度,mm。
为减小角焊缝的横向收缩值,在满足船体结构强度的前提下,水平板和垂直板的板厚不变时,减小焊脚高度可以有效减少角变形。除减少焊脚高度以外,舰船上层建筑等结构的焊缝设计过程中,在满足规范和结构强度要求并充分考虑结构防腐蚀要求的情况下,可以适当使用交错间断焊代替双面连续焊和双面对称间断焊以控制焊接变形。
3 施工阶段薄板结构变形控制的工艺措施
3.1 先行加工阶段的工艺控制
先行加工阶段包括薄板板材的预处理,数控切割下料及板材的边缘加工。
钢材预处理为船体建造的第一个阶段,钢材预处理流水线通常包括钢板的矫平和抛丸加工。矫平可以适当纠正钢板在运输和堆放过程中产生的变形,但6 mm以下的薄板在抛丸后易产生明显变形。因此在钢材预处理阶段,可以使用手动打磨工具、酸洗对薄板进行除锈,或建造专门的薄板预处理流水线,在薄板上的扶强材装焊完毕后,对整个板架结构进行抛丸除锈。
数控切割下料阶段,薄板的切割下料一般应使用数控等离子切割而非火焰切割机。等离子水下切割可以在一定程度上控制薄板的变形。除了等离子切割,近年兴起的激光切割由于热源较为集中、速度较快,相比等离子切割,激光切割法的热输入量较小,可以减少结构残余应力的积累,从而控制变形。对于部分需要进行焊前边缘坡口加工的薄板,边缘加工时,使用铣边机、刨边机等冷加工设备可以减小先行加工阶段的变形。对板材边缘的气割面粗糙度进行控制,也可以保证板架结构在装配阶段的精度。
3.2 装配焊接阶段的工艺控制
合理的装配焊接工艺可以在预防的基础上有效减小变形。装配的工艺控制措施主要为控制装配间隙和放置反变形量以减少装配应力的累积。对于装配间隙[3],拼板时板材的对接错边值应为0~0.1t (t为薄板板厚),对接坡口根部间隙应控制在0~2 mm;角焊缝的根部间隙最大不超过0.5 mm,为达到这一标准,在角焊缝与板材的对接焊缝相交时,应先焊对接焊缝;完成角焊缝构件划线后,再将交叉处的余高铲平或在构件腹板上开挖通焊孔。对于反变形量,应由工厂的精度管理部门根据长期的施工经验制定合适的反变形值,但这一措施无法直接解决薄板的失稳变形。装配时,使用磁吸马板代替传统的焊接马板,可以减少割除马板后的修补工作量,减少了对钢板的损伤,也有利于变形的控制。此外,变形控制要求较高时,可以先完成板对接以及骨架结构的装配,完成后一同焊接[4]。
薄板焊接焊前准备时,焊缝较长可以使用压铁分布在焊缝两侧,并使用点固焊对板的四周进行固定,在冷却后予以拆除。需要注意的是,此种方法同胎架固定法一样,在保证板材线型的同时,也有可能增加装配应力导致焊缝裂纹,因此不适用于可焊性较差且碳当量较高的某些低合金高强度钢薄板。
3.3 焊接方法及选材的优化
焊接时,选用热输入量较小的焊接方法可以控制加热区的温度,减少焊缝收缩量。如使用小直径焊条,使用多层多道焊,小电流快速不摆动焊法等。根据焊接线能量计算公式Q=ηUI/V,CO2气体保护焊的焊速v是焊条手工焊的3~4倍,经计算选用CO2气体保护焊线能量仅为手工焊的30%~40%,对控制薄板变形较为有利。为控制焊脚高度在0.9~1.1K的范围内,可以使用CO2自动角焊机。
3.4 焊接顺序的选取
选用合理的焊接顺序,以减少焊接残余应力是控制焊接变形的常用手段[5]。船体外板、甲板、围壁板的拼接,定位焊时一般应先焊变形较大的纵向焊缝(长焊缝),后焊横向焊缝(短焊缝);正式焊时先焊变形较小的横向焊缝(短焊缝),后焊变形较大的纵向焊缝(长焊缝)。构件焊接时应先焊对接焊缝,后焊角焊缝。如同时存在立焊缝和平焊缝,则先焊立焊缝后焊平焊缝。
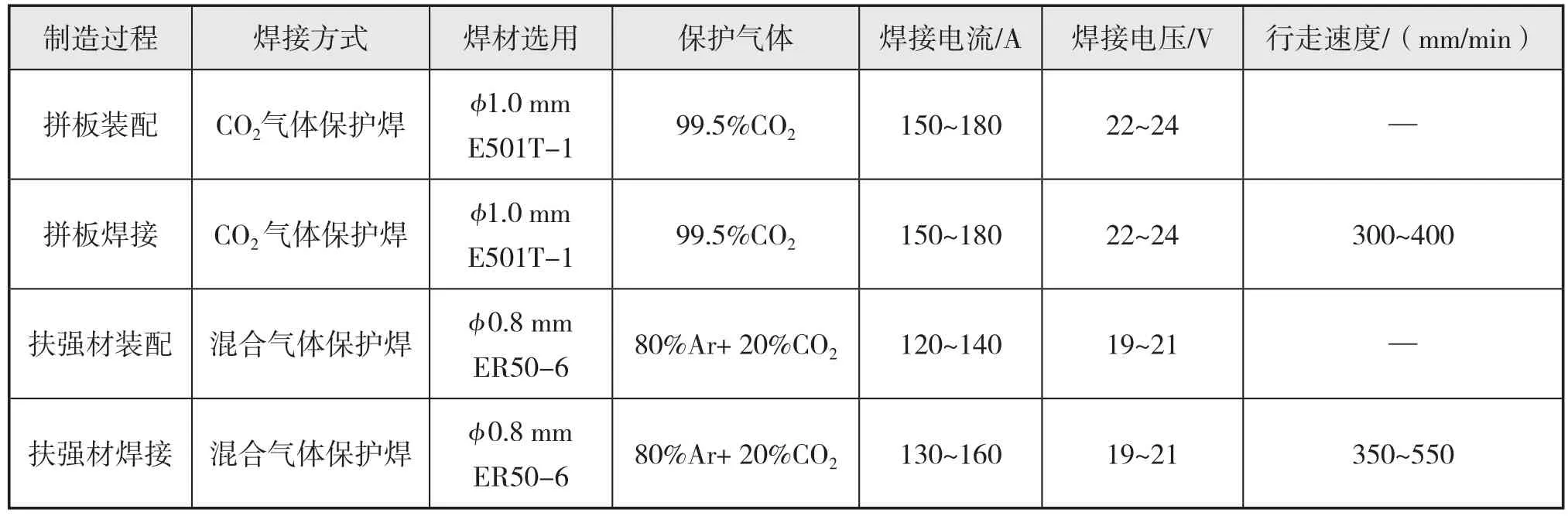
表1 某次薄板焊接变形试验使用的工艺参数
造船的实践表明,在遵守一定焊接原则顺序的基础上,编制典型分段结构的焊接顺序,对控制薄板变形有着至关重要的作用。
以某船的上层建筑分段建造为例,先焊板材对接焊缝,后焊构架的角焊缝,对称的薄板围壁扶强材结构选用双数焊工同时施焊,单条焊缝的长度超过1 000 mm时,可以用分中逐步退焊法,并且先焊上口的1/3长度,然后由下向上焊,以减少单一方向焊接引起的过大焊接残余应力。为控制合拢后变形,对于上层建筑的门槛板处下端的一块板暂时不焊,待船台合拢时再焊接。
4 焊后的矫正方法
在通过各种设计、工艺手段对薄板焊接变形进行控制的同时,仍然无法避免焊后的火工矫正工作。针对薄板的“露筋”现象使用,应采用“线状加热法”进行火工矫正,并控制烘烤温度(约500℃~600℃),现场观测方法见表2。

表2 钢材表面加热的颜色估计加热温度℃
目前,我国部分船厂已经引进了国外开发的薄板感应热矫平设备,改善了火工矫正的环境和效果,对于5 mm以下的薄板焊接变形可以起到很好的矫正效果。
5 结 论
薄板焊接变形的控制贯穿船舶设计、建造的整个过程,上述某一设计或工艺手段可以适当减少薄板变形。随着计算机软件与硬件技术的进步以及理论研究的不断深入,建立理论模型对焊接变形以及对结构的受力情况进行有效预测[6],已成为人们的共识。目前的方法主要有热弹塑性有限元法和固有应变法等,今后这些方法的使用将为优化薄板变形的控制工艺提供更大帮助,最终形成薄板一次焊接成形,减少甚至无需再进行焊后矫正的先进工艺。
[1] 纪卓尚,桂赤斌.船舶制造工艺力学[M].北京:国防工业出版社,2005:109-115.
[2] 方总涛,孙勃.薄板焊接变形控制措施的研究进展[J].现代焊接,2011(7):20-22.
[3] 王长生,薛小怀.薄板焊接变形的影响因素及控制[J].焊接技术,2005,34(4):66-68.
[4] 方建辉,朱斌,谭新东.船舶建造过程中“瘦马现象”控制[J].船舶工程,2010,(32):109-111.
[5] 李永正,沈杰,窦培林.船舶典型结构焊接残余应力的有限元分析[J].船舶,2012(4):54-59.
[6] 吴华峰,吴剑国,朱荣成.船底结构的焊接系数研究[J].船舶,2012(5):43-47.
Discussion on welding deformation of ship sheet
SHU Xing-lou CHEN Peng-yu
(Navy Representative Office in Wenzhou, Zhoushan 316000, China)
In order to reduce structural weight and improve the ship performance, the welding structures are widely used on the ship superstructure. However, the sheet deformation seriously affects the welding quality and ship appearance. This paper explains the causation, design and process control method of the sheet welding deformation, and the use of the methed can provide assistance for the optimization of the process control of the sheet deformation.
ship sheet; welding deformation; process control
U671.83
A
1001-9855(2014)02-0054-04
2014-01-22;
2014-02-26
舒兴楼(1967-),男,高级工程师,主要从事舰船监造工作。陈鹏宇(1990-),男,助理工程师,主要从事舰船监造工作。
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
石材(2022年1期)2022-05-23
石材(2022年1期)2022-05-23
作文新天地(小学版)(2021年8期)2021-08-24
探索科学(学术版)(2021年6期)2021-07-20
科技创新导报(2021年33期)2021-04-17
舰船科学技术(2021年12期)2021-03-29
现代计算机(2020年32期)2021-01-18
石材(2020年12期)2021-01-15
电子制作(2018年8期)2018-06-26
