CAXA制造工程师可乐瓶底数控仿真加工
2014-07-09 01:56李涛LITao杨明珠YANGingzhu
价值工程 2014年23期
李涛LITao;杨明珠YANG M ing-zhu
(①辽宁机电职业技术学院,丹东118000;②辽宁地质工程职业学院,丹东118008)
0 引言
CAXA制造工程师是北航海尔软件公司开发的CAD/CAM软件包,全中文的操作界面、代码质量高。该软件的功能十分强大,有实体造型、加工轨迹生成、仿真加工、G代码生成、生成加工工艺清单等功能。
CAXA制造工程师提供灵活方便的实体造型手段、强大的自由曲面造型以及曲面实体符合造型等三类。以此提供了2-5轴的数控加工功能,可对曲面、实体进行加工操作;支持轨迹参数化和批处理功能,支持高速切削,大幅度提高了加工质量。CAXA制造工程师拥有高效的数控加工手段,提供了2-5轴的数控加工功能,可对曲面、实体进行加工操作;支持轨迹参数化和批处理功能,支持高速切削,大幅度提高加工质量。CAXA制造工程师有数据接口功能,数据接口是基于曲面的IGES和DXF,基于实体的X-T和X-B的文件格式,可以利用数据接口进行数据转换。该软件是在全国应用最广泛的数据加工自动编程软件,解决了传统的手工编程慢,复杂的曲面无法达到编程目的的问题。
1 可乐瓶底的实体造型
CAXA制造工程师能够进行仿真加工,必须要对零件建立造型。利用CAXA制造工程师线架造型、实体特征造型及曲面造型和编辑方法来建立可乐瓶底的实体造型。可乐瓶底的原二维视图及实体造型如图1所示。

图1 可乐瓶底的造型
2 可乐瓶底的加工
2.1 加工方案确定
2.1.1 加工的工艺分析 通过上述,我们不难看出该工艺的加工思路,即等高粗加工、参数线加工。
根据本例的形状特点,可以发现,该工艺进行粗加工难于普通的铣床加工,而用CAXA制造工程师,却是一件轻而易举的事。因为可乐瓶底的凹模型腔的整体形成较为陡峭,所以需要采用等高的粗加工方式工作。然后,我们在采用参数线加工的方式对凹模型腔中间的曲面进行精加工。
2.1.2 设定加工毛坯通过定义模型来生成毛坯,毛坯的尺寸为120mm*120mm*50mm。
2.2 等高粗加工刀具轨迹 使用R5球头刀进行铣削加工,设定球头刀的参数。本身粗加工就是大量去除材料的过程,可以根据精加工的要求,给精加工留有余量。
设置切削用量。输入相应的主轴转速,F进给速度,起止高度60,安全高度50;选择“进退刀方式”和“下刀方式”选项标签,设定进退刀方式和下刀切入方式均为“垂直”;选择“铣刀参数”选项标签,选择铣刀为R5球刀,设定球刀的参数;选择“清根参数”选项标签,设置清根参数;可乐瓶底的等高粗加工刀具轨迹如图3所示。
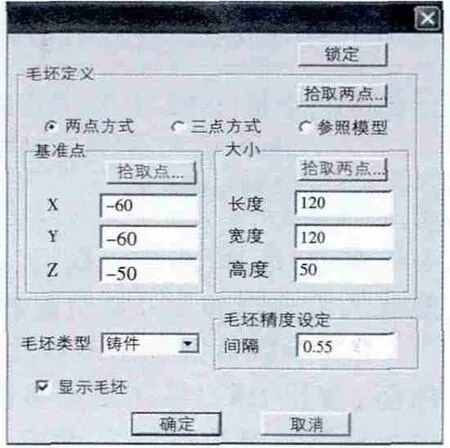
图2 可乐瓶底的定义毛坯

图3 可乐瓶底等高粗加工轨迹
2.3 参数线精加工刀具轨迹 本例内型腔表面为5张曲面。使用R5球头刀进行参数线加工。选择“应用”→“轨迹生成”→“参数线加工”命令,弹出参数线加工参数表,按照表中内容设置参数线加工参数。刀具和其他参数按粗加工的参数来设定。完成后单击“确定”。可乐瓶底的等参数线精加工轨迹如图4所示。
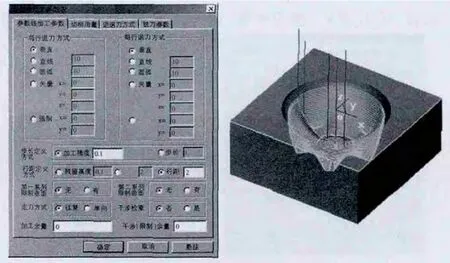
图4 可乐瓶底参数精加工轨迹
2.4 轨迹仿真、检验与修改 CAXA制造工程师可以对生成的轨迹进行仿真加工,模拟刀具路线,可以对生成的轨迹进行检查,如果轨迹不正确将直接影响到后续加工,CAXA制造工程师可以对过切的轨迹自动进行编辑。
2.5 生成G代码 拾取生成刀具轨迹,按右键确认,立即弹出加工代码文件保存即可。
2.6 生成工序单 CAXA制造工程师提供了后置处理功能,可以将系统生成的加工轨迹转化为数控机床能够识别的加工代码,把生成的G代码,通过后置处理命令转换为相应的工序单。
3 结语
通过利用CAXA制造工程师自动编程技术对可乐瓶底进行仿真加工,刀具轨迹合理正确。可以解决手工编程慢,复杂零件难以编制程序的目的,可以提高工作效率。
[1]彭志强.刘爽.杜文杰.CAXA制造工程2006实用教程[M].化学工业出版社,2008,8.
[2]冯荣坦.CAXA制造工程师2006基础实例教程[M].机械工业出版社,2009,1.
[3]王军.CAXA实体设计2007基本操作与实例进阶[J].科学出版社版社,2008(1):20.
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
动漫界·幼教365(中班)(2020年3期)2020-04-20
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
中国食品工业(2017年2期)2017-08-22
中国食品工业(2016年12期)2016-04-12
锻压装备与制造技术(2015年2期)2015-06-26
金属加工(冷加工)(2015年11期)2015-04-17
卫生职业教育(2014年16期)2014-05-16