
三销壳中频淬火球环式精准定位装置
2014-07-08 02:16:22孟祥龙
机械工程师 2014年9期
孟祥龙
(吉林北方捷凯传动轴有限公司,吉林 吉林132021)
0 引 言
三销壳是轿车等速万向节传动轴(如图1 所示)中的关键件,本文仅就三销壳内腔中频热处理介绍一种低成本、高精度的实用定位装置。
1 三销壳结构特点
1)三销壳主要机加工过程。三销壳的机加过程如图2所示,主要有车形、滚轧花键、车卡簧槽、中频热处理、磨柄部外圆,而热处理为关键特殊工序。
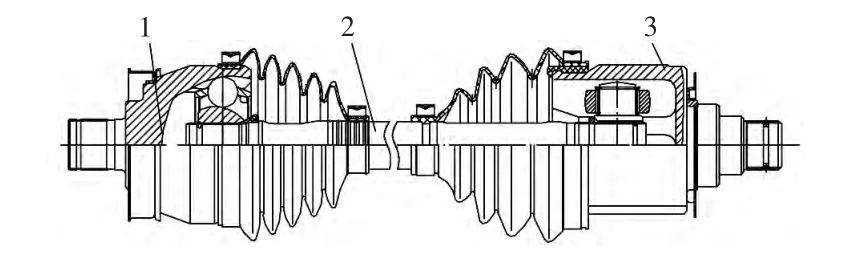
图1 等速方向节传动轴
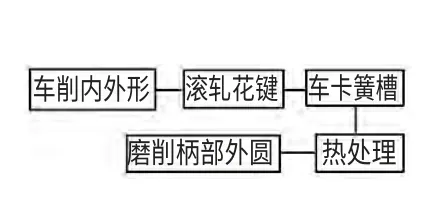
图2 三销壳主要加工流程
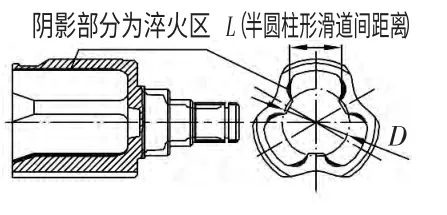
图3 三销壳结构示意图
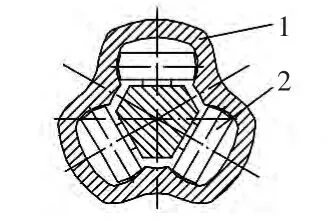
图4 三销壳内腔淬火预定位结构示意图
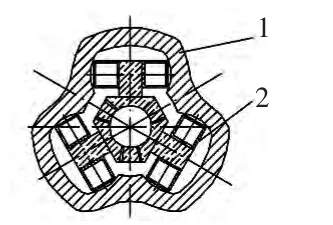
图5 三销壳内腔淬火感应器位置图
2)三销壳的结构特征。如图3 所示,三销壳内腔由3对半圆柱形的滑道组成,3 对滑道120°等分,并且圆周方向等分排列。每对滑道表面都要进行中频淬火处理(阴影部分为淬火区)以保证表面硬度、淬硬层深度、淬火区域界限要求,从而增加三销壳的强度和耐磨性。由于三销壳每对滑道的淬火部位在柱状表面,而柱状表面需要淬火的部分一是长度较长,二是顺着径向方向,因此内腔中频淬火时,工件不能旋转,否则无法达到中频淬火要求,这就要求淬火前要对3 对滑道进行精准定位(如图4 所示),以便使随形的感应器能顺利进入三销壳内腔,并且与3 对滑道表面等间距(如图5 所示),保证3 对滑道表面的淬硬层深度和淬火范围的一致性。传统的定位装置如图6 所示,是整体三柱式,不同规格滑道(L 值不同)的三销壳需要不同的定位装置,不具备互换性;同时整体式定位器的3 个凸出柱形要求在长度范围内直线度小于0.02 mm,等分为120°±1.5′,累计误差不超过4′,制造成本高;由于整体式定位器与三销壳滑道间的摩擦力大,在撤出内腔易使工件转动,定位精度低,而球环式定位装置如图6 所示,恰好解决了这些问题。
2 球环式定位装置简介
2.1 球环式定位装置结构特点
如图6,球环式定位装置3 个球环3 通过螺钉4 与本体2 连接,导向板5 通过定位销7 和螺钉8 与本体2 连接。定位装置通过螺栓1 与机床连接。定位时,通过导向板引入三销壳内腔滑道,随后球环进入滑道实现对三销壳进行精准定位。
2.2 球环式定位装置的设计原理

图6 球环式定位装置
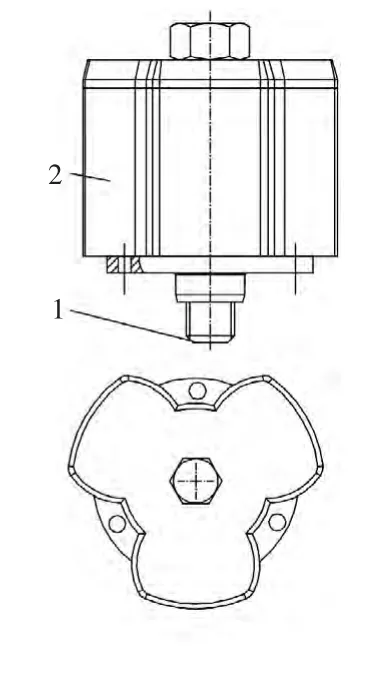
图7 整体式定位器
根据三销壳每对半圆柱形滑道间的距离L(图7),确定导向板凸圆处的尺寸L1和球环的尺寸L2。导向板的尺寸L1比三销壳每对半圆柱形滑道间的距离L 小0.5 mm;球环的尺寸L2比三销壳每对半圆柱形滑道间的距离L小0.04 mm。这样在导向板引进三销壳滑道后,球环可以顺利进入三销壳滑道,实现精准定位;根据互换性原理,对于不同的三销壳,当三销壳每对半圆柱形滑道间的距离L 变化时,只需加工不同的球环L2来配合,使L-L2=0.04 mm;对于不同的三销壳3 对滑道中心所在圆D,只需调整球环式定位装置的垫片6 来使3 个球环的中心所在圆D1与D 配合。使用时只需加工导向板进行引入,不需要加工本体。
2.3 球环式定位装置加工时注意事项
球环式定位装置的3 个球环的等分误差应保证在±2′内;3 个球环的心点所在圆D1的圆度误差在0.07 mm 内;球环采用轴承钢GCr15,淬火回火后硬度60~64 HRC;导向板材料采用65Mn,淬火回火后硬度50~55 HRC。本体采用45 钢,调质处理。
2.4 球环式定位装置的调整使用
调整时,务必缓慢手动进行调整,确保导向板的3 个凸圆处对准三销壳的3 对滑道,在导向板进入滑道后,仍然缓慢手动调整,确保3 个球环进入3 对滑道,避免快速调整可能发生的撞击现象。由于三销壳的内腔向下,当观察导向板与三销壳滑道间的间隙困难时,可以采用平镜反射观察法进行调整。手动调整好后,方可锁紧进行自动操作。
3 结 语
该球环式定位装置实际使用效果很好,具有定位精度高、成本低的特点,可以广泛用于等速万向节传动轴中各种规格的三销壳中频淬火定位。
猜你喜欢
高中数理化(2023年8期)2023-09-07 01:07:53
水泵技术(2021年2期)2021-07-31 07:57:24
理化检验(物理分册)(2021年3期)2021-03-23 02:06:00
装备制造技术(2020年12期)2020-05-22 09:25:10
石油化工建设(2019年4期)2019-10-10 01:39:28
橡塑技术与装备(2018年17期)2018-09-01 06:59:26
橡塑技术与装备(2018年14期)2018-07-20 03:22:00
中学生(2017年20期)2017-10-23 01:42:59
中学生(2017年17期)2017-08-16 05:13:53
中学生(2017年14期)2017-06-09 08:59:03
