
P204萃取分离钴镉的实验研究
2014-07-02 00:03陈艳红
湖南有色金属 2014年3期
王 勤,陈艳红
(湖北万润新能源科技发展有限公司,湖北十堰 442000)
P204萃取分离钴镉的实验研究
王 勤,陈艳红
(湖北万润新能源科技发展有限公司,湖北十堰 442000)
研究了P204萃取分离钴离子、镉离子,给出了萃取分离的最佳工艺条件:温度25℃,水相平衡pH值3.5,P204体积分数20%,皂化率0.6。对于镉含量12.62 g/L的钴镉液,O/A 1∶1,五级逆流萃取,可使得萃余钴液中的镉含量小于20 mg/L。
溶剂萃取;钴;镉;P204
我国是一个贫钴国,但却是钴的消费大国,随着我国钴矿资源的日益枯竭,如何有效利用钴二次资源,使得钴二次资源所生产的钴产品可以部分甚至完全替代原矿所生产的钴产品,成了研究的重点。有色冶金过程中的废渣,如锌镉冶金中的除钴渣、铜镍冶金中的炉渣、废旧镍镉电池,大都含有钴镉。如锌湿法冶金,除钴渣中典型的钴含量0.09%~0.13%,镉含量为3.34%~5.15%。如何分离钴镉,成为利用这些废料的关键。传统的除镉工艺有硫化物除镉、锌粉的置换除镉、离子交换除镉、吸附剂如ISC聚合物等吸附除镉。萃取法除镉在最近十年内发展迅速,如D2EHDTPA(二(2-乙基己基)二硫代磷酸)-甲苯体系,D2EHDTPA-TOA(三辛胺)体系、硫酸铵-锌试剂-Tween-80体系、P507-磺化煤油体系等[1~5]。P204广泛用于钴冶金中的初步除杂,本实验研究了P204-磺化煤油体系萃取分离钴镉。
1 实验试剂及仪器
1.1 试 剂
硫酸(分析纯);氢氧化钠(分析纯);硫酸镉(分析纯);硫酸钴(分析纯);P204萃取剂(20%P204+80%磺化煤油,工业级)。实验用料液1组成为:Co 29.71 g/L、Cd 26.87 g/L、pH 3.50;实验用料液2组成为:Co 32.56 g/L、Cd 12.62 g/L、pH 3.50。
1.2 仪 器
HH-Z型恒温水浴锅(巩义市科瑞仪器有限公司生产);250 mL分液漏斗(蜀牛玻璃仪器公司生产),SHA-C数显水浴恒温振荡器(金坛市维诚实验器材厂生产),AA-7000型原子吸收分光光度计(日本岛津生产)。
2 实验过程及方法
2.1 皂化率对钴镉分离系数的影响
取P204萃取剂(20%P204+80%磺化煤油),皂化率分别是0.2、0.4、0.6,相比1∶1,萃取温度分别是25℃和50℃,混合5 min,萃取实验料液1,通过萃余液金属离子浓度和有机相中金属离子浓度,计算出Cd/Co分离系数。实验结果如图1所示。
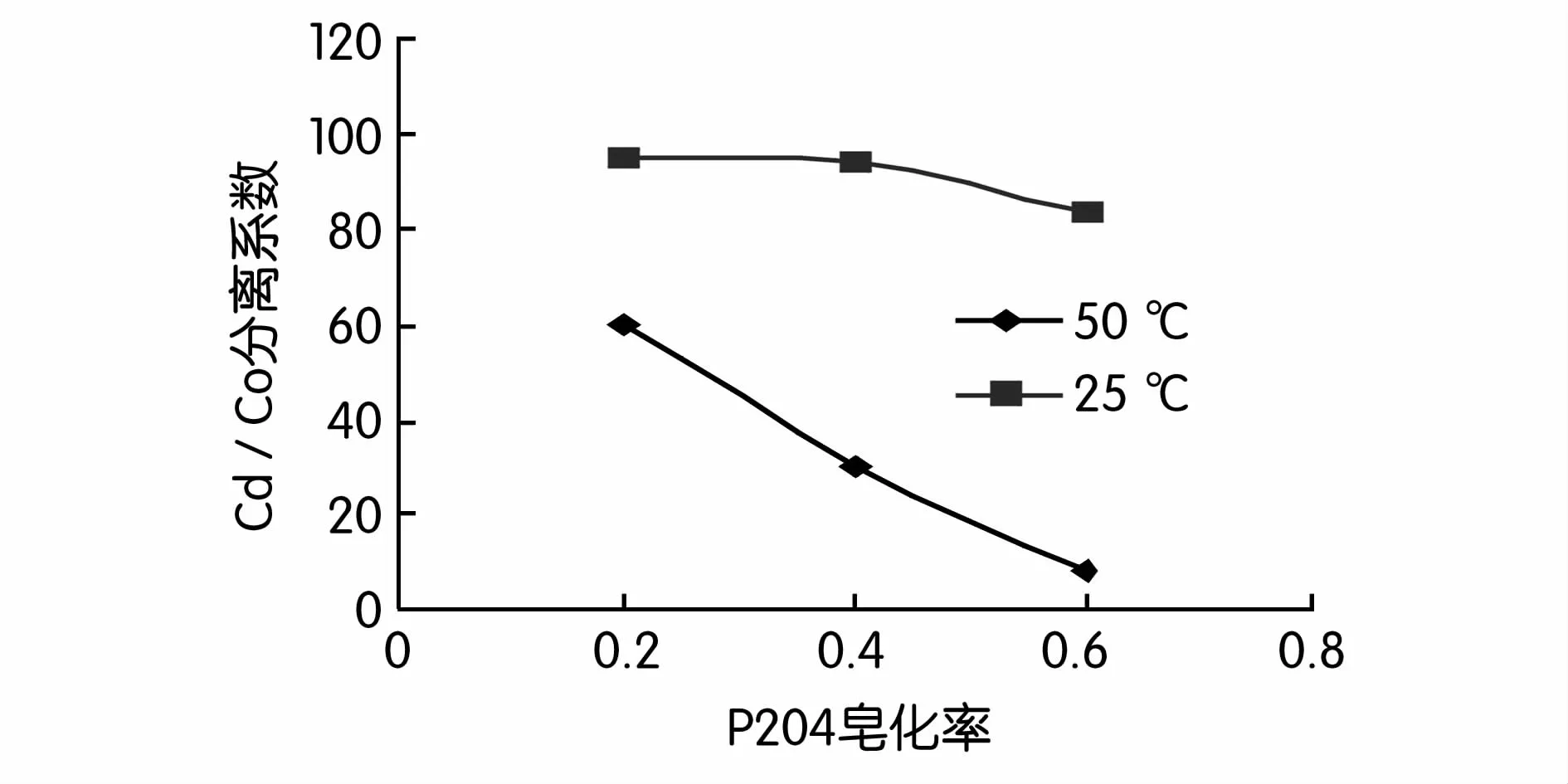
图1 P204皂化率与Cd/Co分离系数的关系
结果表明,随着皂化率的提高,Cd/Co分离系数的逐渐降低,并且温度越高,降低的速率越快。虽然皂化率提高,镉钴的分离系数降低,但是考虑到萃取能力以及对水相pH值的影响,实验选择P204皂化率为0.6。
2.2 温度对Cd/Co分离系数的影响
P204萃取剂(20%P204+80%磺化煤油),皂化率0.6,相比1∶1,萃取温度分别是25℃、50℃、80℃,混合5 min,萃取实验料液1,通过萃余液金属离子浓度和有机相中金属离子浓度,计算出Cd/Co分离系数。实验结果如图2所示。
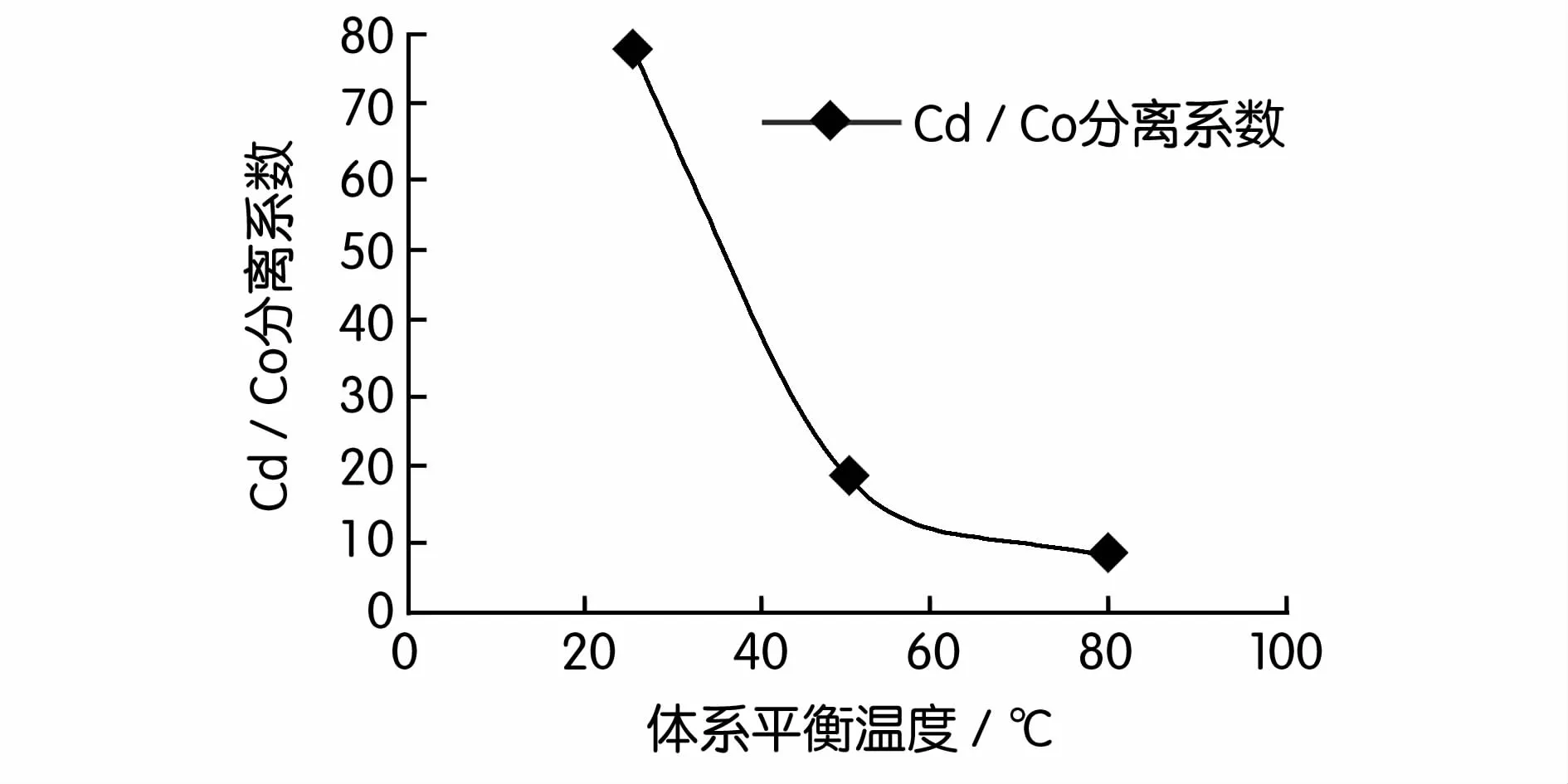
图2 体系平衡温度与Cd/Co分离系数的关系
结果表明,在25℃到50℃之间,Cd/Co分离系数降低比较快,随后随着温度升高,Cd/Co分离系数趋于平稳。提高Cd/Co分离系数,需选择较低的萃取温度,实验选择的萃取温度是25℃。
2.3 水相平衡pH值对钴镉萃取率的影响
P204萃取剂(20%P204+80%磺化煤油),皂化率0.6,相比1∶1,萃取温度25℃,用3 mol/L硫酸溶液调节萃取后水相平衡的pH值,混合5 min,萃取实验料液1。实验结果如图3所示。
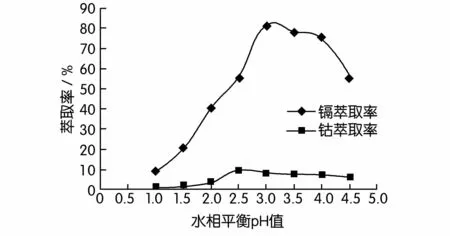
图3 水相平衡pH与钴镉萃取率的关系
结果表明,水相平衡pH值对钴镉的萃取率均有影响,故选择合适的水相平衡pH值对钴镉分离非常重要,在pH值3.0~3.5之间,镉的萃取率达到最大,而钴的萃取率比较低,故选择pH值3.0~3.5为萃取时水相平衡的pH值。
2.4 混合时间对钴镉萃取率的影响
P204萃取剂(20%P204+80%磺化煤油),皂化率0.6,相比1∶1,萃取温度25℃,改变萃取混合时间,萃取实验料液1。实验结果如图4所示。
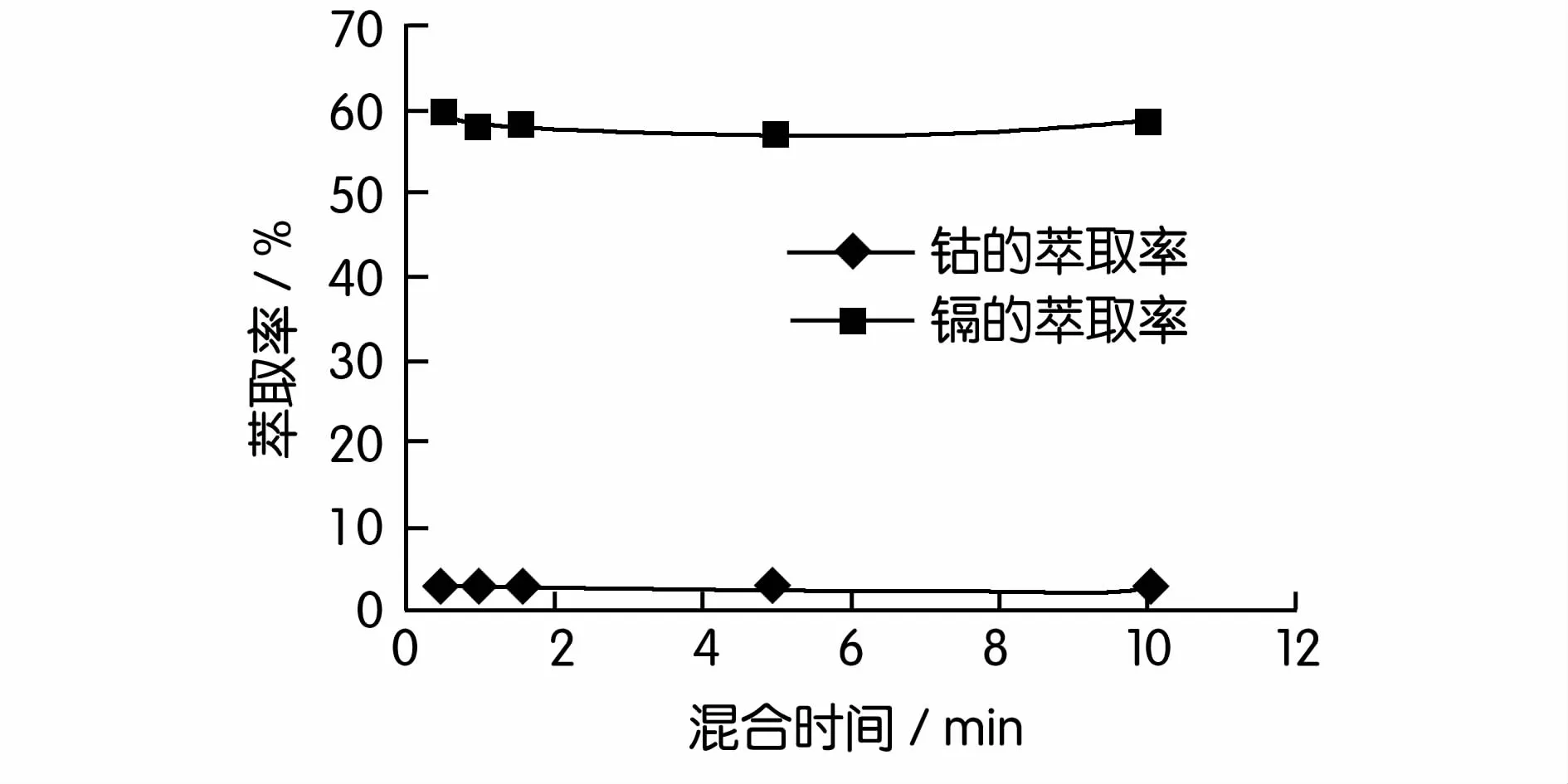
图4 混合时间与钴镉萃取率的影响
结果表明,P204对钴镉的萃取速度都比较快,在5 min以后,钴镉的萃取率基本保持不变,本实验选择5 min为萃取混合时间。
2.5 镉对P204钴皂中钴的交换速率
P204萃取剂(20%P204+80%磺化煤油),皂化率0.6,连续接触硫酸钴溶液,制成饱和P204钴皂,用硫酸镉溶液(Cd含量是26.87 g/L)与其混合,相比1∶1,温度25℃,改变混合时间,考察混合时间对钴交换率的影响。实验结果如图5所示。
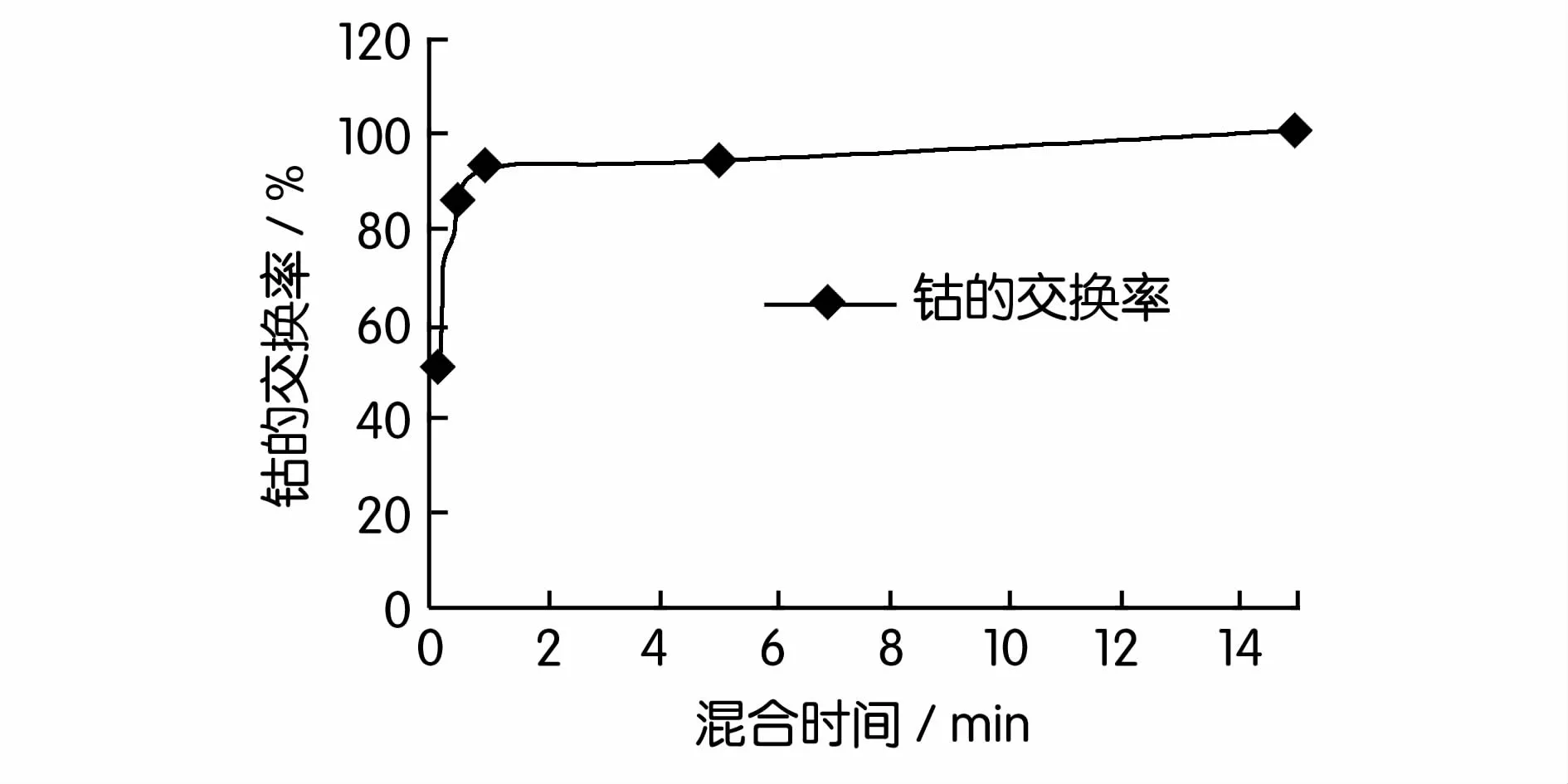
图5 混合时间与镉与P204中钴的交换率的关系
实验表明,镉离子对钴离子的交换在混合5 min可以达到94%以上且基本维持不变,混合5 min,可完成镉离子对钴的交换。
2.6 萃取等温线
P204萃取剂(20%P204+80%磺化煤油),皂化率0.6,萃取温度25℃,混合5 min,根据实验结果绘制镉的萃取等温线。实验结果如图6所示。
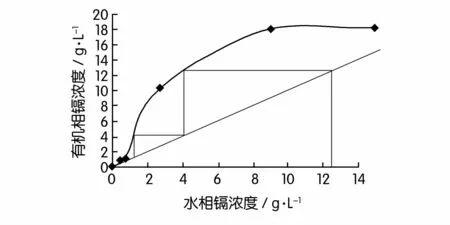
图6 萃取等温线
O/A 1∶1,模拟五级逆流萃取,萃取实验料液2,结果表明,镉的萃取率可以达到99.8%以上,萃余液中镉的含量在25 mg/L以下。
2.7 洗 涤
由于在除镉过程中,会有少量的钴被共萃进入有机相,所以需用稀酸对萃取有机相进行洗涤,将共萃到有机相的钴洗涤下来,提高钴的回收率。
2.7.1 不同浓度洗酸对钴镉洗脱率的影响
P204萃取剂(20%P204+80%磺化煤油),皂化率0.6,O/A 4∶1,萃取温度25℃,混合5 min,模拟五级逆流萃取,萃取实验料液2,将萃取有机相(含量:Co 1.35 g/L,Cd 15.62 g/L)用不同浓度硫酸溶液一级洗涤,O/A 20∶1,混合时间5 min。实验结果见图7。
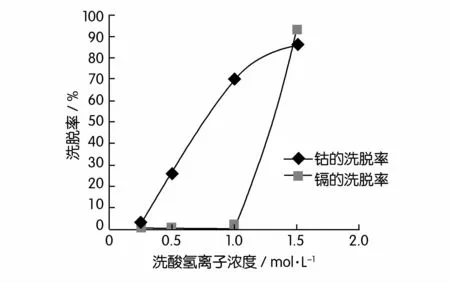
图7 洗酸浓度与钴镉反萃率的关系
结果表明,在O/A 20∶1条件下,洗酸氢离子的浓度为1.0 mol/L时,经过一级洗涤,钴的洗脱率是70%,而镉只有很少被洗脱,可以达到洗涤的要求。故选择0.5 mol/L的硫酸为洗酸。
2.7.2 洗涤级数对钴镉洗脱率的影响
洗酸为0.5 mol/L的硫酸,O/A 20∶1,混合时间5 min,逆流洗涤萃取有机相(含量:Co 1.35 g/L,Cd 15.62 g/L),研究洗涤级数对钴镉洗脱率的影响。实验结果见图8。
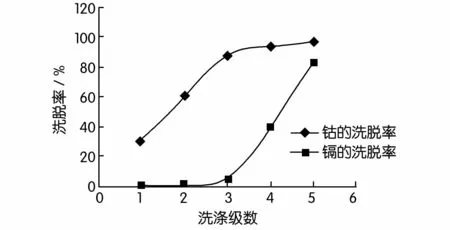
图8 洗涤级数与钴镉洗脱率的关系
实验结果表明,在三级洗涤下,钴的洗脱率达到90%以上,而镉大约只有5%被洗脱,达到洗涤的要求。
2.8 镉的反萃
经过洗涤后的P204镉皂(含量:Cd 15.00 g/L,Co 82.3 mg/L),用1.5 M硫酸溶液,模拟3级逆流反萃,相比10∶1,得到的反萃液成分:Cd 139.07 g/L、Co 0.87 g/L。
2.9 钴的萃取及反萃
萃取镉后的萃余液,钴含量Co 25.55 g/L,镉含量22.5 mg/L,在相比3∶1下三级逆流萃取,萃余液中钴含量是20 mg/L,萃取率达99.9%。含钴有机相(含量:Co 9.28 g/L,Cd 13.5 mg/L)用1.5 mol/L的硫酸溶液按照相比10∶1、四级逆流反萃,得到钴溶液中钴含量Co 70.32 g/L,镉含量6.2 mg/L,反萃后有机相中钴含量低于1 mg/L,反萃率大于99.9%[6,7]。
3 结 论
1.P204能够在硫酸体系中有效分离钴镉,萃取分离的条件是:P204皂化率0.6、萃取温度25℃、水相平衡pH值3.5、混合时间5 min。
2.对于钴含量32.56 g/L、镉含量12.62 g、pH值3.5的钴镉料液,在O/A 1∶1情况下,五级逆流萃取镉,得到的含镉有机相经过三级洗涤后,用1.5 M硫酸溶液,相比10∶1反萃,镉钴比由原始的0.39提高到160。
3.萃取镉后的溶液在相比3∶1、三级逆流萃取得到含钴有机相,用1.5 M硫酸溶液,相比10∶1、四级逆流反萃,得到的钴溶液中镉的含量小于7 mg/L。
[1] 王成彦,王含渊,江培海,等.P204萃取分离钴锰铁实验研究[J].有色金属(冶炼部分),2006,(5):2-5.
[2] 李正根.氧化钴生产中镉的控制[J].湖南有色金属,1991,7(2):99-102.
[3] 陈海清,刘亚雄.从钴渣中综合回收有价金属的研究[J].湖南有色金属,2006,22(4):19-22.
[4] 江丽,王卫红,陆严宏.溶剂萃取法分离二次电池废泡沫式镍极板中镍、镉、钴的研究[J].湿法冶金,2000,19(1):46-50.
[5] 王玉棉,侯新刚,王大辉,等.湿法炼锌净化渣处理工艺的试验研究[J].甘肃工业大学学报,2002,28(1):32-34.
[6] 陈家镛.湿法冶金手册[M].北京:冶金工业出版社,2005.
[7] 李正根,肖金娥.用试剂萃取分离钴浸出液中铜锌镉的研究[J].湖南冶金,1997,7(4):5-7.
Study on Separation of Co and Cd Solution by Using P204
WANG Qin,CHEN Yan-hong
(HubeiWanrun New Energy Technology Development Co.,Ltd,Shiyan 442000,China)
Study on the separation of cobalt,cadmium ion P204 extraction was carried on.The optimum conditions of extraction are:temperature 25℃,phase equilibrium pH value of3.5,the volume fraction of P204 20%,and saponification rate 0.6.For cobalt and cadmium solution,when the cadmium content is 12.62 g/L,O/A 1∶1,the five stage countercurrent extraction,the cadmium content in the raffinate cobalt solution is less than 20 mg/L.
solvent extraction;cobalt;cadmium;P204
TF816
:A
:1003-5540(2014)03-0034-03
2014-03-29
王 勤(1984-),男,工程师,主要从事钴镍二次资源利用研究。
猜你喜欢
润滑油(2022年5期)2022-10-22
科学与财富(2020年27期)2020-11-10
矿产综合利用(2020年1期)2020-07-24
光谱学与光谱分析(2020年6期)2020-06-13
中国化肥信息(2020年2期)2020-01-20
中国化肥信息(2019年4期)2019-01-17
建筑热能通风空调(2018年5期)2018-07-09
中学生理科应试(2017年2期)2017-04-01
教育教学论坛(2017年3期)2017-02-10
华东理工大学学报(自然科学版)(2015年1期)2015-11-07
