
基于PLC和WinCC的机械手与传送带控制系统设计
2014-07-02 10:57许伍,郎朗
安徽工程大学学报 2014年1期
许 伍,郎 朗
(安徽工程大学 安徽省电气传动与控制重点实验室,安徽 芜湖 241000)
随着经济生产规模的高速发展,行业竞争越来越激烈.目前,为了提高生产效率、降低生产成本,许多工业生产系统已经广泛使用了传送带,而具有PLC控制的全自动机械手与传送带系统的应用领域更是不断扩大.在工业自动化控制中应用机械手传送带控制系统,可以代替人在一些有害、高温等恶劣环境中的工作,完成繁琐、单调的劳动,节约劳动力的同时,提高了生产率.
本文利用可编程控制器(PLC)所具有的可靠性高、抗干扰能力强、性价比高等优点,结合WinCC组态软件界面友好的特点,设计了机械手与传送带控制系统.系统控制器选用西门子S7-300系列PLC,上位机监控采用西门子WinCC组态软件进行设计,通过实验验证取得了较好效果.
1 系统硬件设计
在机械手与传送带的控制系统中,PLC控制传送带电动机的转速,从而控制传送带的运转速度.PLC同时对机械手的运行进行控制,系统可实现自动与手动两种方式.自动工作方式是系统PLC根据传感器的信号,自动控制系统各部分工作,即决定传送带运行速度、启动停止、机械手的抓取移动等动作.在系统需要时,可选用手动工作方式,手动控制整个系统各部动作.

图1 系统硬件结构图
机械手与传送带控制系统主要包括PLC控制器、光电传感器、霍尔传感器、机械手电磁阀、上位机、传送带驱动电机及其驱动电路等.系统的硬件结构图如图1所示.
系统输入设备:机械手传送带系统的输入共有27个,包括动作方案的选择按钮,启动、停止按钮,机械手的限位传感器的信号输入,还有1号、2号传送带的正反转的减速、停止传感器的信号输入以及手动程序需要的选择按钮输入.
系统输出设备:系统的输出共有13个,包括机械手运作的上升电磁阀、下降电磁阀、手的夹紧/放松电磁阀、机械手的左行、右行电磁阀共5个,还有连接1号、2号变频器的各4个输出口,分别是正转/停止,反转/停止,高速、低速运行,共8个.
系统选用的PLC是西门子S7-300系列,系统共需要27点输入量和13点输出量,而S7-300系列PLC满足要求.PLC的输入和输出地址分配如表1、表2所示.
2 上位机系统设计
WinCC是一套完备的组态开发环境,结构复杂、功能强大、实用,可以与SIMATIC产品无缝连接,其界面友好,可以实现控制界面的设计、硬件组态、变量管理、标签归档、报警归档与打印归档等功能.上位机以组态软件WinCC为开发平台模拟机械手与传送带的工作流程,实现以良好的人机交互界面对机械手动作实时有效控制的目标[2].
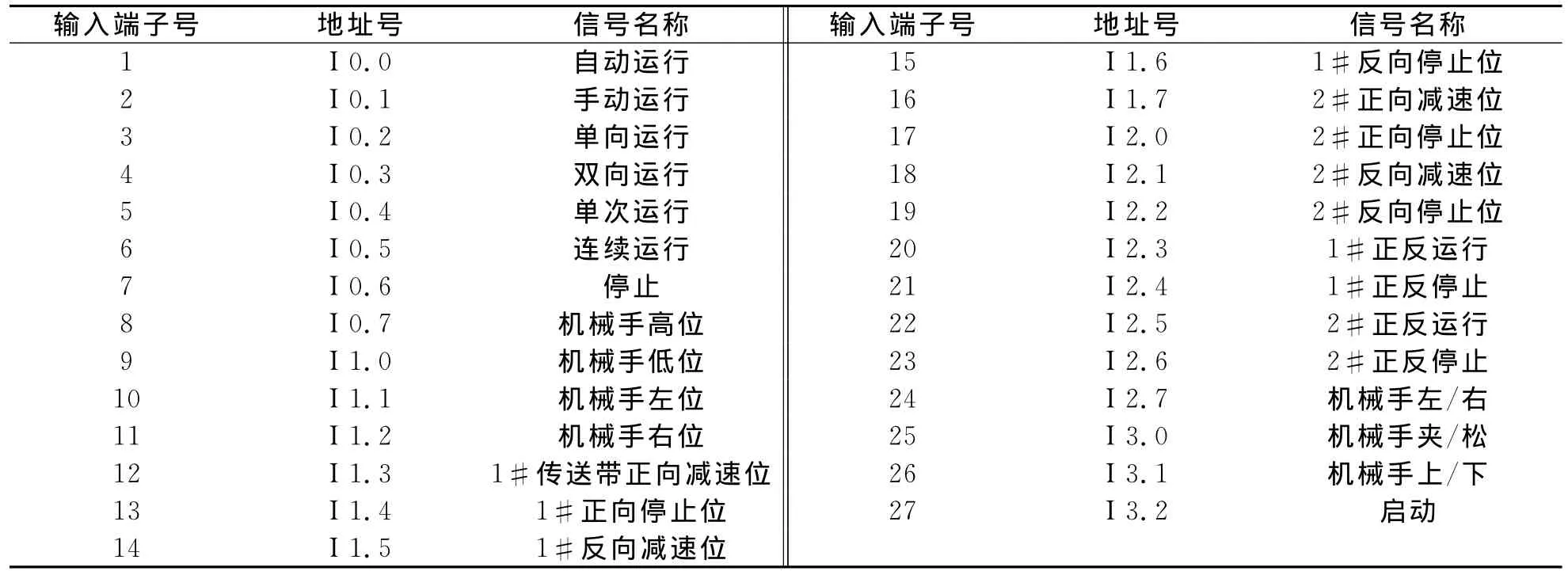
表1 PLC输入地址分配

表2 PLC输出地址分配
在WinCC中组态机械手与传送带项目,为单用户项目在项目建立后生成的项目文件夹中,文件和样板数据库用于项目的内部,包括组态数据库、报警和信息、变量记录档案库和用户档案库数据库,这些档案库的样板将存在组态数据库中,但实际存档的数据将存在运行数据库中[3].
2.1 组态系统与外部设备通信
机械手与传送带控制系统一般在控制现场系统中的分布会比较分散,范围会比较大.为了降低生产成本,减少电缆与管线的数量,系统采用分散的控制方式,PLC与上位机的通信是通过工业以太网的形式实现.工业以太网是一种在工业环境中非常有效的网络结构,它通常被应用于管理层同现场层的通信,具有高可靠性、使用范围广且速度快、可扩展和开放型等优势.

图2 加入协议集
系统选取的更新周期为250ms,有助于提高系统的实时性.在WinCC的“变量管理”中添加新驱动器,系统将SIMATIC S7Protocol Suite(SIMATIC S7协议集)加入到项目中,如图2所示.驱动器加入成功后,在这套协议中会有多种协议与PLC相连接,系统将选择TCP/IP协议并将其加入到项目中.
连接属性通过“新驱动程序的连接(N)…”进行访问,建立机械手与传送带项目与PLC接口系统所需的逻辑连接参数,生成连接,成功连接的结果就是握手.产生新的变量标签和标签组,对内部变量与过程变量(外部变量)进行设置.上位机工程项目通过访问S7-300中的过程变量而获取工业现场各种所需的数据,同时发出的控制要求也是通过过程变量实现传递的.同时在运行时进行连接状态的检查,确定工程与PLC之间建立有效的连接.
2.2 监控系统主界面的设计
SIMATIC WinCC可以提供良好的人机交互的控制界面,并且具有功能强大的图形设计器[4].监控系统的运行主控界面如图3所示.机械手的动作有3组:进/退、升/降、开/合,3组状态按照排列组合共有8个状态.在画面组态上,画了两组机械手,分别在前位和后位,当机械手在前位时,后面的画面不显示;当机械手在后位时,前面的画面不显示;机械手的张合也是通过两个画面分别显示的方式实现.机械手进退变量设置如图4所示.
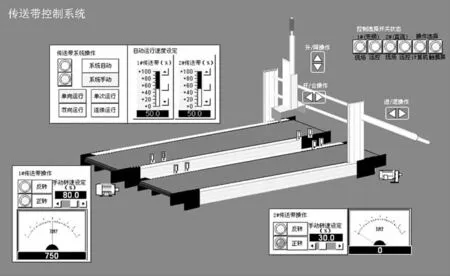
图3 系统的主控界面
2.3 过程值归档
过程值的归档是为了对工业现场传送带的传送速度、传送物件的种类和数量等过程数据进行采集、处理和归档.系统中,采集与处理机械手与传送带过程值并存储在归档数据库中,还可以以表格或趋势的形式输出当前过程值或已归档过程值.在项目管理器的“变量记录”中进行“定时器”的设置,系统一般提供5个默认定时器:500ms、1s、1min、1h、1d.创建机械手传送带项目归档,并在已组态的归档中添加系统设计所需变量.创建输出过程值归档,组态的图形窗口如图5所示.
2.4 系统自动报警实现
报警记录编辑器实现了组态系统的报警记录功能.在机械手传送带系统运行过程中出现电机运行故障、传送物件位置偏移等故障时,系统可以自动报警.报警记录要显示、定义机械手与传送带系统的报警内容、报警种类和报警时间.使用报警记录的组态系统可以对机械手与传送带报警消息进行组态,使其以期望的形式在运行中显示.报警纪录的运行系统主要实现的功能是监控项目过程值、报警确认的管理及报警输出的控制.
机械手与传送带组态报警的步骤在“报警记录”中,通过报警向导完成机械手与传送带系统的“带有报警,故障和警告的类别错误”的报警设置.组态的报警消息以及消息文本、颜色设置如图6所示.
WinCC Alarm Control即显示消息事件的消息视图.通过使用报警控件,在组态机械手传送带时就可获得高度的灵活性.而项目要显示的消息视图、消息行和消息块均可在图形编辑器中进行组态.当运行系统时,机械手报警事件将以表格的形式显示在画面中.

图4 机械手进退变量设置图
图5 机械手归档变量

图6 组态报警类型设置
2.5 归档数据库的建立
机械手与传送带的归档包含过程值归档与消息归档.在 WinCC V6.0的集成数据库中采用了MS SQL Server 2000建立归档数据库,实现系统变量归档和系统报警归档.系统变量归档在运行状态下有两种类型:快速、慢速归档.系统的报警归档分为长期、短期归档.长期归档同变量归档一样是把数据拆分为片段.短期归档是将其储存在内存中,同时也备份在硬盘上.如果电源突然断电,在电源恢复之后,备份数据将会被重新加载在内存中.为了使管理人员对机械手与传送带归档数据查阅方便,可以在打开数据库管理器直接查阅机械手与传送带的归档数据.
3 结束语
PLC和WinCC组成的系统具有高可靠、适应性强等特点.本文利用WinCC设计上位机与以PLC为控制器的下位机设计的机械手与传送带控制系统具有可行性,且能够实现系统的监控和控制一体化.上位机与现场PLC之间的通信采用工业以太网,具有可靠性高、速度快等优点,可充分满足现场的通信要求.系统建立的过程值归档可降低风险,及时对错误状态进行早期检查,从而提高生产力水平和产品的质量,优化维护周期等.系统同时建立归档数据库,方便管理人员对机械手与传送带系统的历史数据进行查阅.
[1] 杨光,唐世,孟庆斌.基于三菱PLC控制传送带的系统设计[J].控制工程,2009(16):20-21,69.
[2] 张晓杰,刘海昌.基于 WinCC的数据采集和监控系统设计[J].工业仪表与自动化装置,2007(4):53-55.
[3] 刘华波,王雪,何文雪,等.组态软件 WinCC及其应用[M].北京:机械工业出版社,2009.
[4] 朱勇,叶华,刘成良.使用 WinCC在机电一体化系统中实现过程监控[J].仪表技术与传感器,2004(6):19-20,25.
[5] 安徽工程大学.传送带控制装置:中国,201320172727.9[P].2013-03-28.
[6] 西门子(中国)有限公司自动化与驱动集团.深入浅出西门子S7-300PLC[M].北京:北京航空航天大学出版社,2004.
猜你喜欢
中学生数理化·高一版(2021年1期)2021-03-19
河北农机(2020年10期)2020-12-14
制造技术与机床(2018年11期)2018-11-23
河北农机(2017年12期)2018-01-20
凿岩机械气动工具(2017年2期)2017-07-19
制造技术与机床(2017年4期)2017-06-22
中学教学参考·理科版(2016年11期)2017-06-08
通信电源技术(2016年1期)2016-04-16
工业设计(2016年11期)2016-04-16
中国铸造装备与技术(2015年5期)2015-12-10
