
单冲分割模的设计和应用
2014-07-01 23:36:56张振水王英强
机械工程师 2014年5期
张振水, 王英强
(宁夏西北骏马电机制造股份有限公司,宁夏石嘴山753001)
单冲分割模的设计和应用
张振水, 王英强
(宁夏西北骏马电机制造股份有限公司,宁夏石嘴山753001)
介绍了新型定子冲片及内圆加工方法,其原理是将内圆分割为无数的圆弧。并将内圆分割模与冲槽模合二为一,文中详细介绍此类模具设计原理、结构、参数确定及应用。
单冲分割摸;结构设计;关键参数;应用范围
0 引言
冲片是制造电机的关键环节,也是保证电机质量的前提,因此就冲片的工艺和装备进行研究和探讨。采用先进的工艺加工制造冲片。
1 工艺过程
单冲分割模具的作用是冲制定子冲片的槽型和内圆周,确保48等分槽型的等分度、几何尺寸、内圆尺寸,要求定子冲片的外圆和内圆的同轴度≤φ0.06 mm。因此定子冲片单冲分割模的设计是保证冲片质量的前提。目前来说,此工艺和装备属于我国电机制造行业中的先驱。
2 模具原理
冲片的48等分槽型由槽型上冲保证,随着模具槽型上冲由机床上滑块上、下往返运动,冲片由分度机构沿逆时针方向旋转,就完成了48等分槽型的冲制,而内圆是将φ310的内圆周分割为48等分的圆弧,当圆弧的分割冲随着机床上滑块做上下往返运动时,将内圆周分割出图纸所需的尺寸,将槽型上冲和分割上冲按一定角度固定在一块固定板上时,随着机床的运动,就冲制出第一个槽型和内圆φ310的第一段圆弧,在胶皮退料的作用下,冲头上的活件从槽型上冲和分割上冲上退下来,完成了第一个冲次,接着由分度主轴带动冲片旋转,就完成了48等分槽型的冲制和内圆周的分割,最终完成冲片的冲制。其中上模与上滑块相连,而下模与机床工作台相连,固定不动。
3 定子冲片单冲分割模的模具结构
通常的模具结构如图1所示。
其中:上模部分由上冲柄、固定板、槽型上冲和分割上冲及退料板、退料螺栓组成,而下模部分由下模、下模座、下模垫板组成。
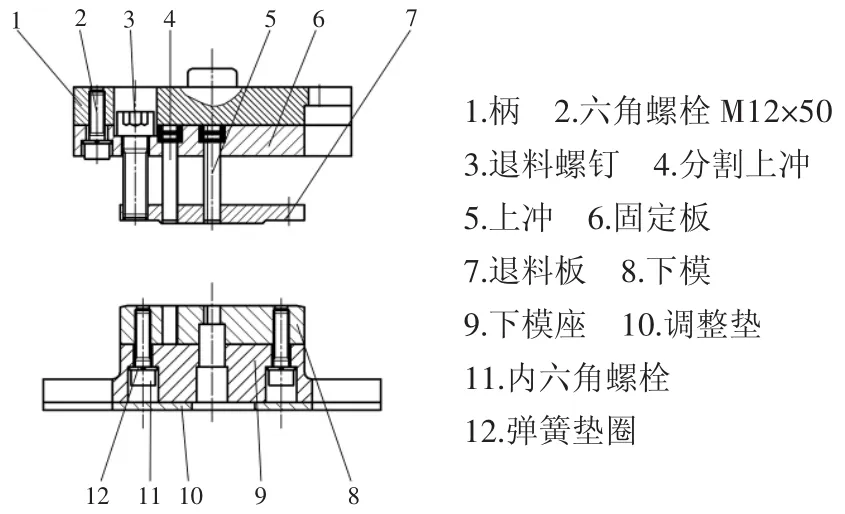
图1 模具结构图
3.1 冲裁力的确定
冲裁力是选择机床和确定模具连接尺寸的依据。
首先确定冲裁轮廓。第一个冲次完成的是一个槽型的冲制和内圆周长的1/48,并去掉槽型的槽口尺寸。如图2,根据AB两点间的距离,算出高度x=30.4,y=2.1,解得:轮廓长度L=95.07 mm。
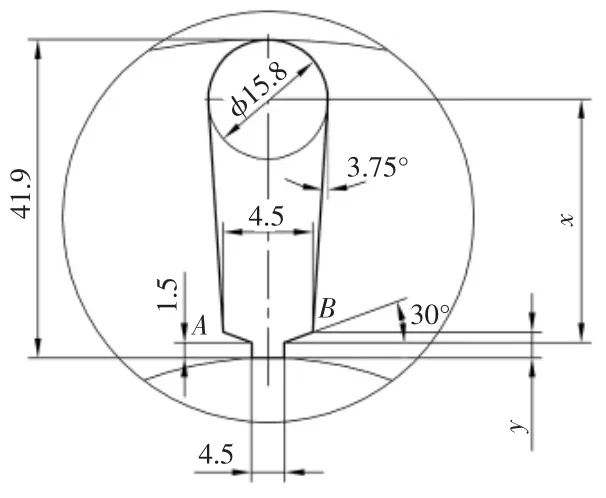
图2 槽型
因此,选择JD 91-10A的机床,其额定吨位为10 t,而需要冲裁力为4.11 t,因此该机床能满足工序的要求。
3.2 确定该模具的封闭高度
根据JD91-10A的机床的封闭高度为185~210mm,确定其模具的封闭高度为195 mm,可确定各零件的高度尺寸。
3.3 主要工作件的设计要点分析
冲压模具中的零件有4大类:即工作零件、退料件、连接件、导向和定位件,其中最重要的是工作件,该套模具的工作件为下模、槽型上冲和分割上冲三种零件。下面就设计参数一一进行确定。
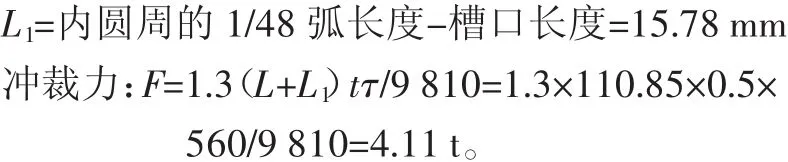
1)槽型上冲的确定。
如图3,确定槽型基本尺寸的依据为冲片的槽型尺寸。冲压工序的冲孔过程中,要将槽型冲制成最大轮廓尺寸,而总长度的42.4的尺寸留+0.5mm加工余量;以此确保槽型断开,并且冲制的槽型尺寸轮廓不影响转子的车削,就是保证单边能有1/2的加工余量。为了保证槽型的通用性,因此其长度的最大公差为0.02mm,角度尺寸与零件图的尺寸相同。主视图中的两个沟槽是为了保证槽型上冲与固定板间联结时与联结剂的联接更加紧固。槽型上冲的材质为Cr12MoV,其热处理硬度为58~62HRC。
图3
2)分割上冲的确定。
分割上冲的主要作用是切割冲片的内圆。分割冲的宽度尺寸B=内圆周的1/48弧长度-槽口长度+3=18.78 mm,因此圆整后的分割冲的宽度为19mm,如图4所示。

图4 分割冲
分割上冲的高度尺寸通常为冲片直边长度的1/2,就可以满足生产的要求。
3)下模的确定。下模尺寸是活件几何尺寸以及位置精度的保证,如图5所示。
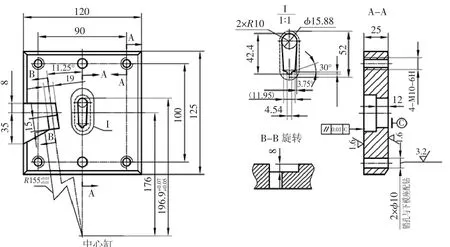
图5 下模
分割冲孔及槽型尺寸与相应上冲一致,二者相配合,其间隙可按查表法确定,或按冲制冲片的板材厚度的10%~15%来确定。其夹角是一个槽型与相临槽型间的度数的1.5倍。该冲片活件为48等分,因此,分割冲与槽型上冲间的夹角α=11.25°,在整体模具中的固定板、退料板中与该参数相关的均按11.25°进行。
4 结 语
虽然在该模具的使用过程中还存在一些实际问题,但此工艺及模具结构已非常稳定和可靠,该类型的模具在电机行业中能大力推广,并为我国的电机行业做出贡献。
(编辑立 明)
TM 305
B
1002-2333(2014)05-0246-02
张振水(1966—),男,从事机电技术工作。
2013-07-13
猜你喜欢
中国设备工程(2024年10期)2024-06-02 16:40:20
中国设备工程(2022年12期)2022-07-11 04:33:00
中国钼业(2022年5期)2022-03-24 10:42:01
橡塑技术与装备(2021年15期)2021-08-12 03:28:22
锻压装备与制造技术(2021年2期)2021-07-19 08:50:48
防爆电机(2021年1期)2021-03-29 03:02:46
制造技术与机床(2019年2期)2019-03-06 07:11:42
橡塑技术与装备(2018年21期)2018-11-13 01:36:00
制造技术与机床(2017年11期)2017-12-18 06:47:01
上海大中型电机(2017年4期)2017-02-06 05:27:05
