YT2250/Y2280铣齿机调整卡计算
2014-07-01 23:36张侗朱妍李深
机械工程师 2014年5期
张侗, 朱妍, 李深
(兖矿集团大陆机械有限公司a.工艺部;b.设计一部;c.标准化办公室,山东兖州272109)
YT2250/Y2280铣齿机调整卡计算
张侗a, 朱妍b, 李深c
(兖矿集团大陆机械有限公司a.工艺部;b.设计一部;c.标准化办公室,山东兖州272109)
针对采用固定调整法在国产YT2250/Y2280铣齿机上的齿形加工,阐述了利用EXCEL制作机床调整卡的步骤和难点分析,给出了跳齿齿数的计算公式,并使用VB6.0软件设计了挂轮计算程序。
YT2250;Y2280;铣齿机;机床调整卡;固定调整法;VB编程
0 引言
国产YT2250/Y2280铣齿机的切齿方法主要有单号单面法、单号双面法及固定调整法。采用固定调整法进行齿形加工时通常需要5台机床,其分别用于大轮粗切、大轮精切、小轮粗切、小轮凹面精切和小轮凸面精切,相当于一条齿轮生产线,具有加工效率高,质量容易得到保证等优点,适用于大批量齿轮加工。
本文主要介绍在使用固定调整法加工齿轮时,所采用的机床调整卡的计算过程,并对其难点和重点进行了分析。
1 机床调整卡计算的步骤
1)准备好机床说明书。
2)将说明书后面各数据表输入到Excel中,备查。
3)将说明书后面各图表按一定比例画在二维绘图软件上,备查。
4)将表单A,表单B、表单C输入到Excel表格,计算公式可以注明,以供查缺补漏,需要自己做选择的部分则根据步骤1)、2)查询表、图进行选择。
5)生成机床调整卡。
以上步骤亦可采用VB软件或其他软件编程的方式完成,但是由于工作量比较大,并且不容易发现和修改出现的问题,不建议初学者采用。
2 各表单部分内容及难点分析
2.1 计算单A
本计算单的目的是对被加工齿轮副的工作图进行核算,使计算单B和计算单C的计算顺利进行。
2.2 计算单B
本计算单为按计算单C做最终计算时的原始数据,其主要内容包括:

2)齿规尺寸的确定。需要注意的是:小轮实际测量齿厚=小轮测量齿厚-侧隙值。
3)刀具与工件的调整。刀具与工件的调整至关重要,它直接决定了加工出来的齿轮的各参数正确与否,因此,在进行调整时应谨慎再谨慎,各数据要仔细校对。
2.3 计算单C
本计算单用以确定机床摇台角,工件偏心角,床鞍位移及跳齿齿数、分齿挂轮、滚比、滚比挂轮等机床调整数据,这是生成机床调整卡之前的最后一个步骤。
2.3.1 名词解释
滚比挂轮值:实现产形轮与被加工齿轮间的展成传动比。
分齿挂轮值:加工完一个齿槽后分度实现连续加工。
2.3.2 跳齿齿数的计算
1)粗加工小、大齿轮时,跳齿齿数计算。
对于小齿轮,跳齿齿数Zi1′=0.8×Z1,小数部分向上取整,如所得整数与齿数有公约数,则向上加1。
对于大齿轮,节锥角>60°时,跳齿齿数Zi2′=1;节锥角<60°时,Zi2′=0.8×Z2,小数部分向上取整,如所得整数与齿数有公约数,则向上加1。
2)精加工小、大齿轮时,跳齿齿数计算。
对于小齿轮,跳齿齿数Zi1=0.5×Z1,小数部分向上取整,如所得整数与齿数有公约数,则向上加1。
对于大齿轮,其跳齿数一般选择10及以上的数字,如Z2=29时,跳齿齿数Zi2=10;Z2=35时,跳齿齿数Zi2=12;Z2=47时,跳齿齿数Zi2=12,选用要求同上。
2.3.3 滚比挂轮的计算
各滚比相应的挂轮表在说明书中虽有涉及,但是查阅起来多有不便,为此笔者使用VB6.0软件,设计了一个挂轮计算程序,只需给出滚比e和精度值f,便会自动运算出合适的挂轮组合,工作人员可以挑选最合适的组合使用。
本挂轮计算程序由一个窗体及一个滚比输入框,一个精度输入框,一个计算按钮及一个退出按钮组成,其界面如图1所示。
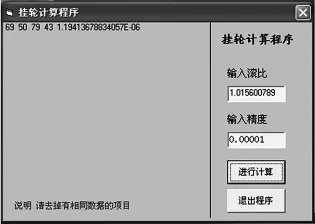
图1 挂轮计算程序界面
挂轮的滚比计算部分程序如下:


3 结语
本文简要阐述了利用Excel制作机床调整卡的过程,针对部分较难理解和容易出错的地方进行了说明,以使同行有所借鉴,并在以后的调整卡制作中会更加方便、快捷。
[1] 齿轮手册编委会.齿轮手册[M].北京:机械工业出版社,2004.
(编辑黄 荻)
TG 54
B
1002-2333(2014)05-0218-02
张侗(1987—),男,助理工程师,从事刮板输送机、皮带输送机的工艺研发工作。
2014-03-01
猜你喜欢
舰船科学技术(2021年5期)2021-07-03
小学生学习指导(高年级)(2021年3期)2021-04-06
疯狂英语·初中天地(2020年10期)2020-11-16
中等数学(2020年4期)2020-08-24
制造技术与机床(2019年8期)2019-09-03
中等数学(2019年11期)2019-05-21
中国自行车(2018年10期)2018-11-30
现代制造技术与装备(2018年8期)2018-09-25
中学数学研究(广东)(2018年23期)2018-03-05
中国工程咨询(2017年2期)2017-01-31