风力发电塔架法兰平面度控制技术
2014-07-01 01:13刘海霞
河南科技 2014年4期
刘海霞
(宁夏银星能源股份有限公司,宁夏银川 750021)
风力发电塔架法兰平面度控制技术
刘海霞
(宁夏银星能源股份有限公司,宁夏银川 750021)
在对风力发电塔架法兰和筒体缝隙进行焊接的时候,法兰的表面上容易出现变形,故在焊接过程中采用刚性固定法控制角变形,并在组对工序中严格控制组对间隙。采用技术措施控制后可满足法兰平面度要求。
风力发电塔架;法兰;平面度;焊接变形控制
在风力发电装备中,风力发电塔架具有十分重要的,不可缺少的作用。它在整个发电过程中起着连接风机各个关键装置的作用,要担负起叶片转动过程中产生的各种压力,冲击,以及电机的震动还要调整受力过程中的摇摆。发电塔架经过3、4段直筒或锥筒联合在一起构成的。因为每一节塔架是将滚制筒与法兰通过焊接的方式连在一起的,所以,最重要的是在焊接之后要调控好平面度。要是在制作过程中操作不当,将不利于风力发电机的正常运作,造成机械破损,降低机械设备的工作效率,缩短机械设备的寿命。在这里我们就NordexN100/2.5MW-80M型风力发电塔架为例来分析一下应该采用的焊接方法。
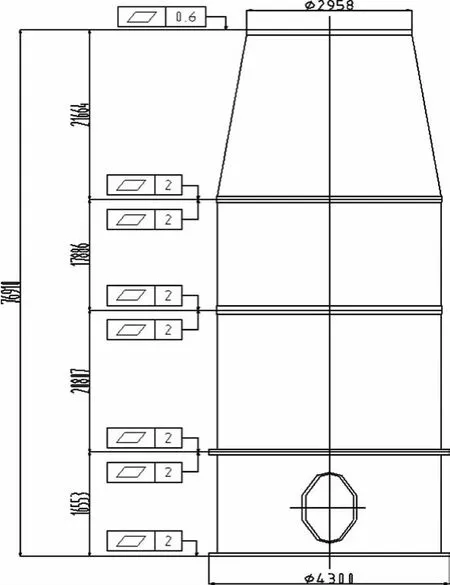
图1 恩德2.5MW塔架立面示意
1 法兰焊接平面度的质量要求
在经过焊接之后,法兰的平面度必须和之前文件中规定的标准相符合,每一节塔架法兰面的平面度应该在0到1.99毫米之间,起连接作用的机舱座法兰平面度应该在0到0.5毫米之间。在焊接之后,全部的法兰面(沿直径方向)只可以保持内倾的状态,而不可以处在外翻的状态中,内倾度分为三种:(1)单排孔带颈平焊法兰为0~1.5mm。(2)双排孔带颈平焊法兰为:单边为+ 3mm,双边为-1.5mm~1.5mm。(3)上法兰为0~0.5mm。
2 法兰焊接变形成因分析
在将法兰和筒体以焊接的方式连接在一起的时候,按照文件中提出的标准,需要处理的坡口状态一律是为“里铲”式的,所以根据一般顺序环缝焊接要按照以下步骤来完成:先处理里侧焊缝,再处理外侧焊缝。在这个过程中,缝隙与缝隙周围的法兰脖颈处比较热,在没有特殊处理的情况下法兰因为温度过高会迅速膨胀。在焊缝区的温度降下去的时候,连接法兰因为太厚(一般为45到107mm),硬度强,和降温速度不同;法兰受热区热度降低过慢,使得焊缝区在变冷的过程中收缩应力没有办法减小;法兰因长时间高温而产生膨胀力,最终导致其它部位的法兰面里侧出现“外翻”的变形。如果筒体口平整度不好,同时法兰放置方式不正确就会引起其它焊接失误的出现,最终导致焊接后法兰面变成波纹型,影响整体的焊接效果。
3 控制法兰角变形的措施
3.1 法兰采购时预留内倾量
恩德2.5MW风力发电机装备,在做顶部法兰焊前,规定好的平面度的标准是0.29毫米,焊后顶部法兰平面度0.6mm,内部倾斜度为0到0.4毫米。为了一次性制作出合格的塔筒法兰内倾斜度,经过多次实践之后,我们得到成品法兰内部倾斜度是顶法兰、中上法兰、中法兰0.5mm,中下法兰、下法兰是外侧0.5mm,内侧为1.0mm。所以在购买法兰的过程中,应该把法兰控制在一定的内部倾斜范围内,详见图2、3。

图2 设计顶法兰无内倾度
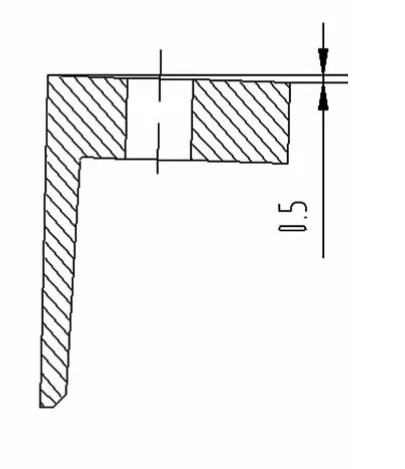
图3 采购顶法兰预留内倾度
3.2 通过刚性稳定法对法兰角的形变进行调控
按照周长的方向每隔3到4个螺栓洞把两个有等量直径的法兰通过安装有一样的直径的螺栓来完成连接,如果内侧存在的空隙过大就通过塞垫塞的方式进行紧固。
3.3 法兰环缝焊接顺序
3.3.1 在对法兰面进行联合的时候,我们要求内部有倾斜,外部平整。组装的时候能给和它连接在一起的高强度螺栓以所需的应力,所以在焊接的工作中要保证不能让法兰连接口发生“内侧外翻”的情况。在对法兰进行链接之后的情况详见图4。

图4 法兰焊接后情况示意
3.3.2 因为焊缝坡口是单面的而且是V字形状的,在遇到法兰连接面出现的“内侧外翻”的问题的时候,必须按照合理的步骤来进行。焊缝内部分2层进行焊接:先对内环缝的第1层进行焊接,接着使用碳弧气刨清根的方法对外侧环缝进行焊接;将焊道进行清洁处理然后将焊缝进行第二次处理;接着再对内层的第二层进行焊接,焊接的时候要保证能够一次性完。
4 控制法兰平面平整度在组对时应注意的事项
4.1 严守法兰进厂质量
法兰在进行组对的时候,需要一个刚度足够的组队载体(平面度最大标准为0.499mm),要通过激光测平器对每个等待装运的法兰进行内部平整度的测量。检查结果要保证不超过0.299mm,内部倾斜度在0到1.499毫米以内,而且要把检测点平面值记载下来。法兰与筒体组对完成以后,在焊接的工作中可以根据检测点数值的大小,调整焊接次数来控制法兰平整度。
4.2 严守滚制筒体的质量
4.2.1 不管是什么样的筒体,它们的下料都是通过数控切割机来完成的。长边尺寸需要保持在±1.99mm左右,短边尺寸需要保持在±0.99mm左右,对角线的长度为︳L1-L2︳≤2.99mm。
4.2.2 为了防止发生强力组对,所以要确定滚制筒体的成品的品质,确保在对筒节进行焊接处理之后筒体的椭圆度Dmax/Dmin不超过1.004,同时筒体的棱角度不超过2.99mm。
4.2.3 法兰与筒体在进行组装的时候,要确保接触面之间不存在任何空隙。通过这种方式可以减少焊接的收缩程度,防止法兰面变成波纹状,调控好法兰的平整度。
5 法兰焊接时应注意的问题
5.1 焊后冷裂纹
由于法兰是锻件,所以要是在焊接的过程中工艺参数确定的不合适,在焊接结束之后,很长的一段时间内,在焊缝、法兰脖颈处将会产生纵向贯通的裂痕,同时这种裂纹还会因为刚度过大而出现扩张的情况,这种在后期才会出现的问题会对塔架产生十分巨大的破坏作用,所以对此,我们一定要小心警惕。因为,这种问题一旦产生后将无法修复,最终引起整个法兰的报废。
5.2 重视法兰焊接热影响产生的裂纹
加强法兰组对前的质量检查工作,可以通过MT检测对法兰脖颈处的表面裂痕进行检查;调整组对手法,防止出现强力组对。
6 工程应用实例
6.1 法兰平面度控制技术的应用
法兰平面度控制技术已应用工程:1)贺兰山六期49.5MW工程,共计33套塔架。2)大水坑一二期49.5MW工程,共计96套塔架。3)阿左旗贺兰山风电场二期49.5MW工程,共计48套塔架。4)天润宁夏固原三营一期49.5MW风电场工程,共计33套。5)宁夏银星能源大战场风电场二期49MW工程,共计98套。
6.2 控制变形效果
根据图纸设计的标准,法兰焊后平面度不超过1.99毫米,内部倾斜度不超过1.49mm才是符合标准的。在工程项目现场利用激光测平仪来进行检测,贺兰山六期工程塔架法兰平面度(包含内倾度),测得的平面度最大不超过0.439mm,测得的内倾度不超过0.359mm,都在可以处理的范围以内。
7 结语
为了提高整体运营效益,降低生产成本,可以通过对风力发电塔架法兰平面度调控的方法来实现。根据控制变形的一系列措施,争取一次性地实现度和内倾度都符合标准的法兰平面,保证了工程工期。此种技术可以在风力发电塔架制造中广泛使用。
[1]焊接手册,焊接结构:第3卷/中国机械工程学会焊接学会编.-2版.-北京:机械工业出版社,2001.8ISBN7-111-03073-7。
TG404
A
1003-5168(2014)04-0124-02
刘海霞(1978—),女,工程师,主要从事风机塔架的制造技术与工艺。
猜你喜欢
上海航天(2022年5期)2022-12-05
建材发展导向(2022年2期)2022-03-08
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
装备制造技术(2020年1期)2020-12-25
建材发展导向(2019年11期)2019-08-24
建材发展导向(2019年10期)2019-08-24
江西建材(2018年1期)2018-04-04
石油化工建设(2015年6期)2015-12-01