数控机床智能远程监控系统*
2014-06-29 10:21蒋贤海谢存禧
组合机床与自动化加工技术 2014年9期
蒋贤海,张 铁,谢存禧
(1.广东水利电力职业技术学院 机械工程系,广州 510635;2.华南理工大学 机械与汽车工程学院,广州 510640)
0 引言
数控机床是制造业中一重要的加工设备,它在我国制造业发展中起着非常重要的作用,但数控机床的故障会导致机床工作状态改变,降低加工质量,如不及时对故障进行诊断处理,可能会导致整个数控机床崩溃,给企业带来很大的经济损失,因此对数控机床运行状态监测和故障诊断是很有必要的。近年来我国对数控机床监控诊断问题在理论和实践方面进行了大量研究工作[1-4],也开发了数控机床监控系统,但所开发的系统开放性较差,不能和其他系统很好地集成,没有完全实现数控机床远程监控,更没有形成真正意义上的数控机床智能化监控[5-7]。随着信息和网络技术的发展,对数控机床监测诊断提出了新的、更高的要求。
智能化数控机床远程监控系统正是基于此情况下提出的,该系统可对数控机床的运行状态在线实时监测,系统诊断机床故障通过智能故障诊断模块识别,当机床出现故障时,监控系统能自动识别机床故障并发出报警信号,系统会自动响应报警同时进行停机操作,保障机床的安全运作。现有数控机床监控系统的不足及数控机床网络化制造将随着智能化数控机床的远程监控系统的实现而得到改善、提高。
1 系统总体结构
系统以计算机通信网络技术为基础,以数据分析处理为核心,实现以零件加工过程、机床运行状态、机床刀具状态与加工质量等参数为主的远程监控网络。系统主要包含机床各状态实时信号采集、机床信号分析和处理、机床信号显示及数控机床运行状态诊断结果四部分。数控机床智能远程监控系统可实现数控机床在无人情况下就能及时得到实时监测、统计故障、故障分析、报警、急停操作等功能,机床和数控维护人员间的在线通信也可由远程监控系统完成。图1 数控机床智能远程监控系统架构总体图。

图1 数控机床智能远程监控系统架构总体图
本监控系统的构成主要由车间端和中心监控端两部分,监控系统车间端如图2 所示,数控机床加工信息与状态信息的监测、采集和放大,模拟数字信号转换、压缩等预处理主要由位于用户侧的车间端完成,且具有打印输出、显示及同中心服务器端的网络通信功能;通信控制卡是该端的核心部件,具有机床各特征数据的采集功能、信号发送(将机床信号发送给中心监控端)和接收来自中心监控端的信号功能。
对故障数据的分析、处理和数据管理等功能由远程中心端完成的,各种智能算法是该部分的核心。中心监控端通过因特网与车间端对话,实现车间端故障信号的接收及分析诊断结果的车间端反馈。
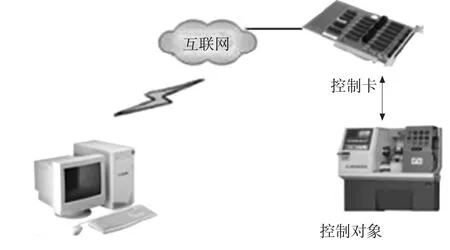
图2 监控系统车间端
数控机床智能远程监控系统的工作原理是通过对数控机床加工过程、主轴、刀具的状态等模块采集装置在线采集机床状态信息及特征信号,车间端动态实时显示采集的机床信号;在出现异常或故障时,车间端启动故障报警和发送程序,通过网络将报警信号发送给中心监控端;报警信号会在中心监控端显示并存储于后台数据库,系统自动调用智能算法对报警信号进行分析处理并结合监控中心的专家知识库中识别诊断的知识,响应报警并将相应的结果及操作指令传输至车间端。
2 数控机床中心监控端软件
中心监控端在整个数控机床智能远程监控系统中占主导作用,其功能的强大与否可用来衡量智能远程监控系统。中心监控端软件系统主要由①车间用户管理,②报警显示,③状态识别与故障诊断,④数据库管理,⑤系统维护等五大部分构成,见图3。
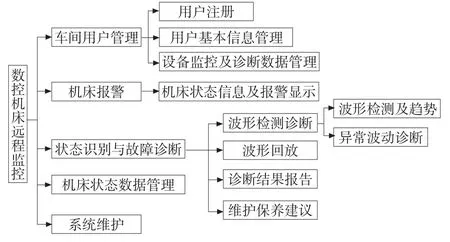
图3 数控机床智能远程中心监控端软件功能
车间用户管理主要新用户的注册和老用户的资料存储与更新;报警显示接收车间端的报警信号,完成报警信号的动态实时显示,包括波形和内容,为数控机床维修专家提供数据支撑;状态识别和故障诊断是该部分的核心,该部分具有波形显示、故障定位、故障识别和诊断等较全的功能;此处还结合神经网络、小波分析等多种智能算法来对报警信号进行诊断处理[8-9],对机床故障进行统计、分类和自动识别。数据库管理是对接收和分析处理的结果进行分类管理,实现数据的追踪。系统维护完成中心监控端软件的更新维护。
3 系统实现及其关键技术
3.1 系统实现
数控机床智能化远程监控系统采用面向对象技术设计,成熟稳定的Windows XP 操作系统,SQL Server 2008 数据库系统、网络编程技术及C#技术实现系统开发。数控机床智能远程系统可同时监控九个车间端,具有友好地人机交互界面、可操作性好并能和数控机床其他系统良好的集成,系统监控界面如图4 所示。

图4 数控机床智能远程监控系统主页
主界面同时显示多个小界面,不同的数控机床的监测情况显示在相应的小界面上,如要查看车间端监控详情只要进入相应的页面即可。
3.2 监测数据传输与访问
数控机床智能监控监测数据如何从车间端安全可靠地传输至中心监控端是系统良好运行的前提,Socket 网络编程技术结合TCP/IP 传输控制协议为实现车间端和中心监控端安全可靠的数据传输提供了良好的解决方案。
智能远程监控系统中心监控端在整个监控系统运行时就自动启动设定端口的监听程序,以便及时响应车间端发来连接请求。机床设备的加工过程、刀具状态、设备状态等各种参数通过车间端采集程序采集并传给车间端数据预处理程序进行处理,出现异常或故障信号时程序会自动调用与中心端程序握手的请求,机床监控系统监测数据在远程监控系统车间端和中心监控端成功握手后就可实时安全可靠传输。
此外,数控机床智能远程监控系统的数据库采用封装了ODBC API 的MFC ODBC 技术访问,ODBC 因拥有多种数据库统一接口而应用广泛的数据库访问技术,应用程序借助ODBC 技术对载有ODBC 驱动程序的关系数据库进行控制和访问数据库,本系统访问数据库流程如图5。
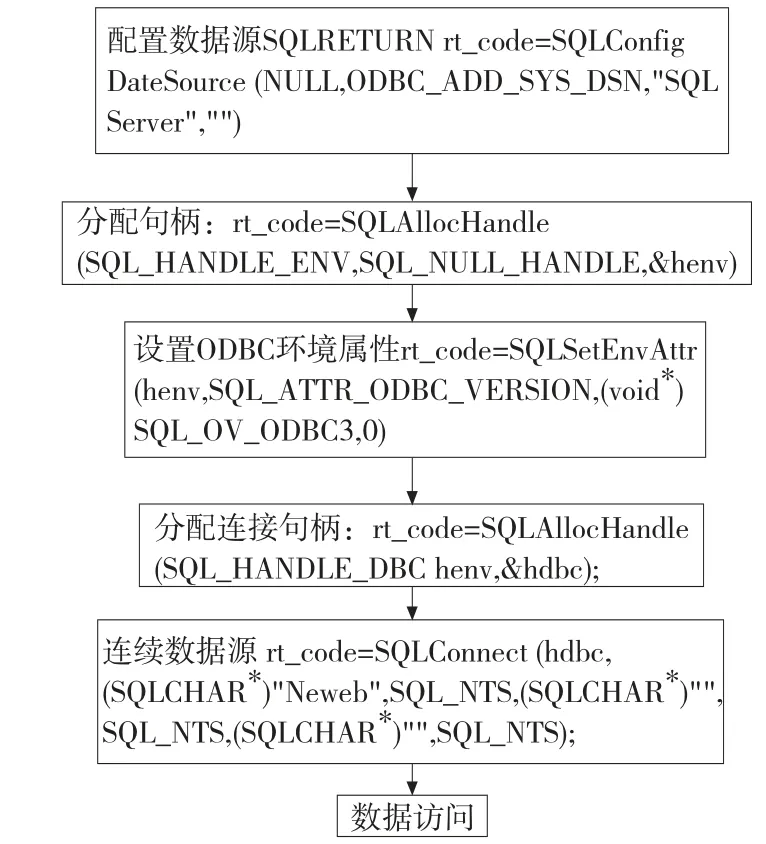
图5 机床监控系统访问数据库流程
3.3 机床信号检测算法
机床智能远程监控系统采用小波分析、滤波算法对数控机床监测信号滤除干扰信号,如图6 所示。

图6 数控机床干扰信号滤波
数控机床监控系统采集的多种信号会参杂许多影响机床信号分析的干扰信号,系统要实现准确的对数控机床运行状态进行判断诊断就必须对干扰信号进行消除,小波分析方法能较好地去除数控机床信号的干扰信号,机床信号信噪比的提高及用于判定机床设备状态变化情况的状态信号波形跟踪都可通过小波分析方法实现。含干扰信号的数控机床齿轮箱加速度传感器信号及经滤波算法处理后的信号波形如图7 所示。引入信噪比(SNR)[10]对去噪效果进行评价,滤波前SNR 为2.0865,滤波后SNR 为44.7802,可知效果非常明显。
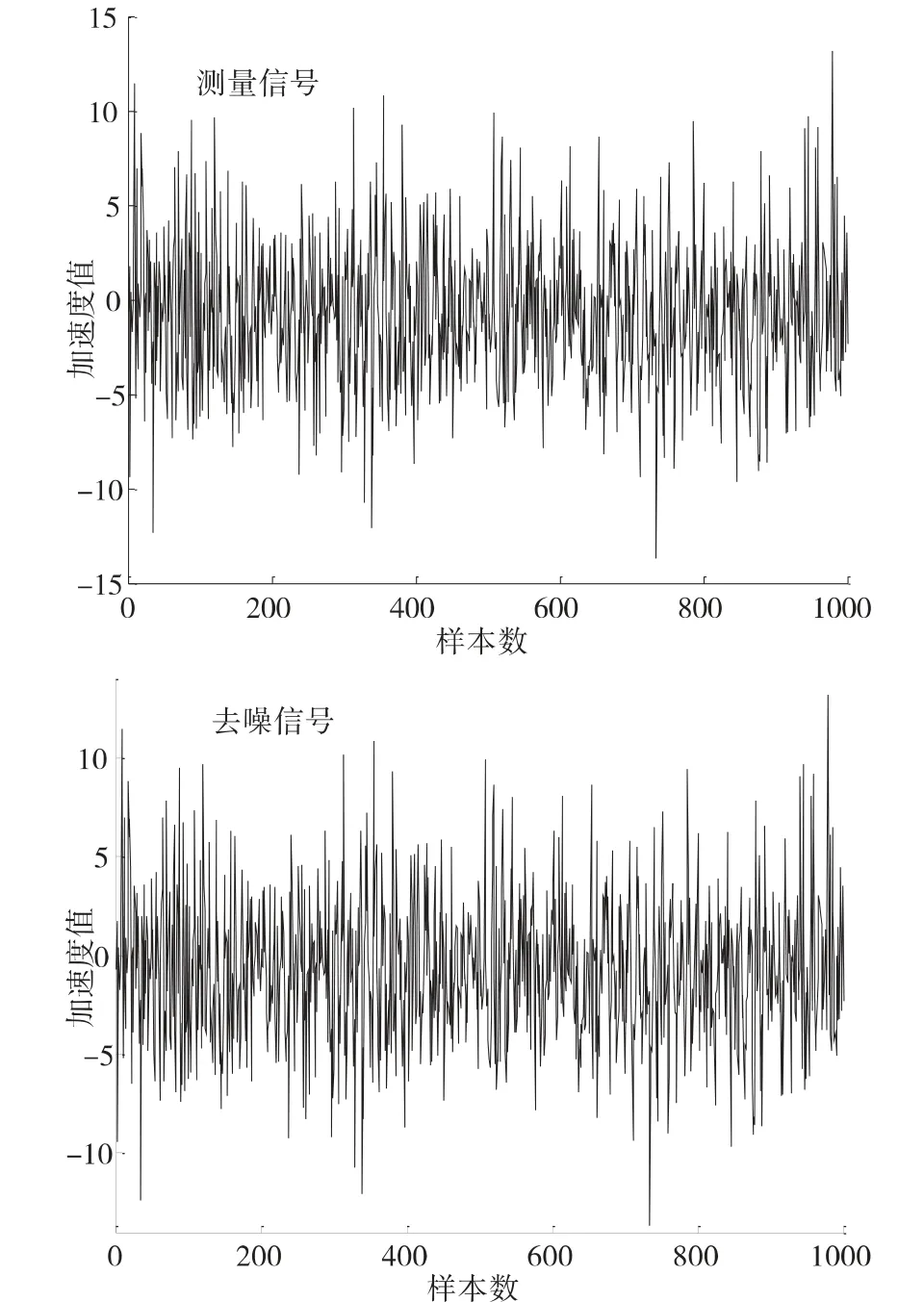
图7 小波分析去噪前后效果
数控机床智能监控系统滤除干扰信号后的工作就是对加工过程出现的故障点和故障出现的时刻进行准确定位,诊断维修专家以系统定位点为依据,对其进行详细的分析处理并将分析结果反馈至车间端。系统可借助小波分析法的特点和其在奇异点判定方面的优势对机床的故障进行定位,图8 是采用小波分析法对数控机床运行过程中的刀具磨损的定位情况,从定位情况可断定系统采用此方法对故障定位具有较好的效果。

图8 小波检测机床信号奇异点
4 结束语
数控机床智能远程监控系统为数控机床更好的监控诊断提供了一新思路,系统通过远程实时监控技术实现整个数控机床车间的管理和维护,通过智能诊断技术有助于数控维修专家解决在数控加工中难以识别诊断的机床故障问题。系统的架构总图,系统具有的功能及工作流程,系统智能识别诊断的技术等都在文中进行了详细的说明。机床智能远程监控系统具有良好的运行状态,能远程实时监控数控机床各状态,但数控机床智能识别诊断方法还不够完善,为解决此问题还需对智能诊断算法做进一步深入的研究工作。
[1]王姣,王诚. 基于嵌入式Linux 的数控机床远程监控[J].计算机工程与设计. 2010,31(10):2175 -2177.
[2]杨家荣,徐志明,王昌富. 基于OPC 技术的数控机床远程监控技术研究[J].制造技术与机床,2010(7):52 -55.
[3]任继国,徐东明. 数控机床群远程监控系统[J]. 轻工机械,2012,30(2):42 -45,49.
[4]熊瑞平,殷国富. 网络制造环境下的远程控制系统研究[J].计算机集成制造系统,2006,12(11):1848 -1852.
[5]K. Schutzer,E. Uhlmann,E. Del Conte,etc. Improvement of surface accuracy and shop floor feed rate smoothing through open CNC monitoring system and cutting simulation.5thCIPP Conference on high Performance Cutting 2012,2012(1):90 -95.
[6]王娜,张运才,李国平.基于串口服务器的变频器远程控制系统[J].组合机床与自动化加工技术,2006(5):43-48.
[7]Roberto Augusto Gomez Loenzo,Pedro Daniel Alaniz Lumbreras,Rene de Jesus Romero Troncoso,etc. An object-oriented architecture for sensorless cutting force feedback for CNC milling process monitoring and control[J]. Advances in Engineering Software,2010(41):754 -761.
[8]贾伟广,胡丹,车畅. 基于小波分析和支持向量机的刀具故障诊断[J]. 组合机床与自动化加工技术,2010(12):65 -70.
[9]Huang Bi-hui,Li Ying,Li Xiao-long. Research of the open CNC System Based on Network[J]. Machinery Design and Manufacture,2010(5):164 -166.
[10]蒋贤海,谢存禧,邹炎飚. 一种强噪声下的监护信息降噪方法[J]. 华南理工大学学报(自然科学版),2011,39(4):66 -69.
猜你喜欢
中国设备工程(2022年12期)2022-07-11
智能制造(2021年4期)2021-11-04
今日农业(2020年23期)2020-12-31
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年2期)2019-03-06
小学生学习指导(中年级)(2018年11期)2018-11-29
电子制作(2018年10期)2018-08-04
农村农业农民·B版(2018年11期)2018-01-28
制造技术与机床(2017年11期)2017-12-18