渤海油田油水井套管损坏原因分析及修复
2014-06-27 05:48:29李继勇王万鹏陈辉卫骏王玉龙中海油能源发展股份有限公司工程技术分公司天津300452
长江大学学报(自科版) 2014年22期
李继勇,王万鹏,陈辉 卫骏,王玉龙(中海油能源发展股份有限公司工程技术分公司,天津 300452)
董江波 (中石化河南石油工程有限公司井下作业公司,河南南阳 473172)
渤海油田油水井套管损坏原因分析及修复
李继勇,王万鹏,陈辉 卫骏,王玉龙(中海油能源发展股份有限公司工程技术分公司,天津 300452)
董江波 (中石化河南石油工程有限公司井下作业公司,河南南阳 473172)
套管是油气井正常生产的重要保护屏障,套管腐蚀变形破损对油井的正常生产以及海洋生态环境都构成了较大的威胁。目前,渤海油田由于完井质量差、作业施工以及生产过程中对套管均造成了不同程度的损坏。总结了渤海油田油水井套管损坏的原因,并分析了锥形磨鞋修理点状破损套管技术、铣鞋套铣修理条状破裂套管技术、胀管器修理缩径变形套管技术等,并结合QK18-2-P1井分析了套管修复的过程,为套损井的治理提供依据。
渤海油田;油水井;套管;损坏原因;修复
1 渤海油田套管损坏原因分析
1.1 完井质量差引起油层套管的损坏
1)钻井完井不合格引起油层套管损坏。钻完井下套管的质量不合格及下套管时丝扣未上满﹑上斜、未涂密封脂等对套管的使用寿命有直接影响,严重时甚至试压不合格[1]。QK18-2-P1井套管损坏主要就是由于完井质量差引起的,套管点状破损多且集中。
2)固井质量问题导致套管损坏。固井质量差,局部井段水泥混浆。造成水泥环与套管固结不牢,是造成套管变形的直接原因。
1.2 作业施工对套管的损坏
1)大型防砂施工作业是造成油层套管损坏的主要原因。
2)重复射孔对油层套管的伤害。重复射孔造成的孔眼叠加降低了套管抗外力的强度。使得套管易发生断裂﹑弯曲﹑甚至错段。
3)磨铣、套铣施工对油层套管的损害。磨铣、套铣施工时,磨、套铣工具在一定钻速﹑钻压作用下,磨鞋、铣鞋在落物鱼顶上发生径向位移,造成磨、套铣工具与油层套管内壁重复磨削,造成套管破损。
1.3 生产过程中对油层套管的伤害
1)注水过程泥岩蠕变造成套管伤害。现场套变井套变位置在射孔井段以上至20m范围内的井占套变井的57%[2]。这个部位地层大部分是泥岩或粉砂质泥岩的混合层段,造成套变的主要原因是某一方向注入水引起粘土膨胀造成的。
2)对于出砂严重的油层,在防砂效果不明显时。孔眼不完美或采液﹑注水强度过高也会对油层套管造成伤害。PL19-3-C15及PL19-3-C12井套管损坏主要由于注水强度过高造成套管弯曲变形。
2 套损井的修复技术
2.1 锥形磨鞋修理点状破损套管技术
对于套管发生点状破损的情况比较常见(见图1),主要原因是套管径向应力集中所致,同时还有套管质量、固井质量、地层应力变化以及井筒作业等综合因素引起的[3]。针对这种点状破损的情况,由于套管损坏程度不大,不会影响到外径较小的油管在井内下入;只有当外径较大且满眼尺寸的工具下入才会发现,从而导致工具不能下到位,影响下步作业,如刮管器(见图2)。
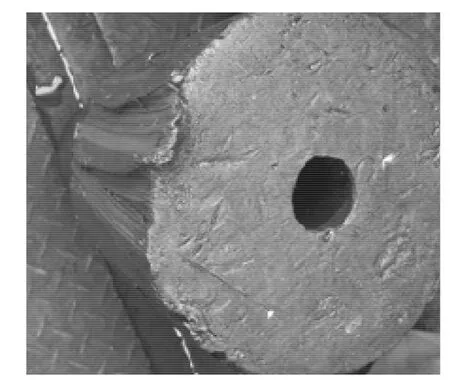
图1 点状破损套管铅印图

图2 套管点状破损导致刮管器不能通过
对于套管发生点状破损的情况,常见的有点状变形、破损、卷边等变形。这种变形的套损修理,较为简单,最适合的修理方法是锥形磨鞋修复。普通锥形磨鞋修理发生点状破损的套管,由于锥形磨鞋的锥度较大,修理起来比较耗时,修理效果也不理想;同时由于普通锥形磨鞋的齿形为研磨齿,且没有保径或者保径部位没有铺焊研磨齿,在这种条件下,修理破损点的过程中由于钻压、扭矩等参数不易控制,锥形磨鞋很容易通过套管破损点,但是上提钻具时会遇卡。
为了解决普通锥形磨鞋修理发生点状破损套管的局限性,笔者通过分析和调研,开发研制出了用于修理发生点状破损套管的专用锥形磨鞋(见图3)。改进主要体现在如下几点:①减小了锥形磨鞋的锥度,加长了锥形部分的长度;②更换普通锥形磨鞋合金齿齿形,将普通锥形磨鞋的研磨齿更换为切削齿;③增加锥形磨鞋保径部分长度;④在锥形磨鞋的保径部分铺焊研磨齿。通过对普通锥形磨鞋的改造,并成功的应用于现场作业,解决了普通锥形磨鞋修理点状破损套管的局限性,节约了作业时间,为后续作业奠定了基础。

图3 改进后的锥形磨鞋
2.2 铣鞋套铣修理条状破裂套管技术
对于套管发生条状破裂变形的情况(见图4),则不能用改进型锥形磨鞋修理,由于套管一旦发生条状破裂,且破裂条已经向管内凹陷,在这种情况下,若用改进型锥形磨鞋修理,由于破裂条状的套管存在弹性,在锥形磨鞋和钻压的作用下,破裂条状内凹陷部分就会恢复原位,不能起到修复破裂部位的作用[4]。
相比锥形磨鞋,铣鞋是套铣和磨铣井下落物的专用工具。在修复套管作业中,对于条状破裂而无法采用锥形磨鞋磨铣进行修复,铣鞋能起到很好的修复作用,将已经内凹陷的条状破裂套管从破裂根部切断,达到修复的目的。但是,若用常规的长城齿或锯齿铣鞋修复发生条状破裂变形的,则会由于铣鞋铣齿的水眼影响,铣鞋水眼部分和铣鞋切削齿在扭矩的作用下使已破裂的套管条状部分产生撕裂,进一步造成套管更严重的破损[5]。
为了解决长城齿铣鞋和锯齿铣鞋对修复套管的局限性,笔者选用波浪齿铣鞋或平底铣鞋,将铣鞋的切削齿更换为研磨差,这样可以将已经内凹陷的条状破裂套管从破裂根部切断,达到修复的目的;然后再利用磨鞋等修理剩余毛刺。由于铣鞋不具有外齿,在修理套管过程中可以最大程度地避免对套管不必要的磨削等损伤,专门处理变形的部分。同时,铣鞋修套过程中一定要控制好钻压、扭矩等参数不至过大,才能取得较好的效果。
2.3 胀管器修理缩径变形套管技术
胀管器是用来修理缩径变形套管的专用工具。在套管缩径但并未破裂的变形,采用胀管器有很好的效果。胀管器一般采用向下冲击胀管的方法对套管进行修复,必要时结合旋转下压通井的方法。同铣鞋一样,胀管器不具备外齿,在修复过程中不会对套管产生磨削损伤,可以保证在修复套管变形的前提下不造成套管破裂,做到真正的“无伤修套”。必要时,胀管器搭配锥形磨鞋通井能取得较好的效果。另外,胀管器的操作必须格外注意钻压的变化,密切关注同时分析套管的修复情况。
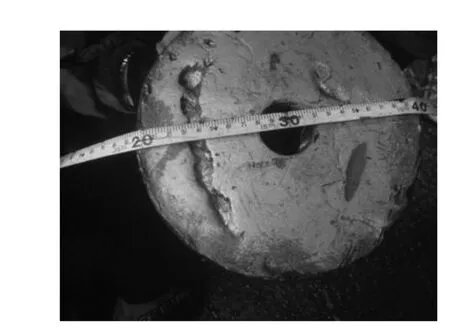
图4 条状破裂变形套管打印图
3 QK18-2-P1井套管损坏修理实例
QK18-2-P1井是一口定向生产井,位于渤海西部海域,于2004年4月中旬完钻投产,完井套管程序为:∅20in×205.3m(K55)+∅13 3/8 in×1245.21m(N80)+∅9 5/8 in×2834.03m(13Cr L80)+∅7in×3966m(13Cr L80),射孔段3520.4~3548.3m,3701.7~3863.9m。
2013年10月2日,P1井进行补孔前刮管作业时,下钻至2489m遇阻,多次上下活动管柱无法通过,最大下压4t未果。开泵反循环,排量25m3/h,泵压2MPa,返出为清水,尝试开泵状态下多次上下活动管柱,最大下压6t,每次上提均有最大2t的过提显示,仍无法通过遇阻点。起钻检查刮管器本体及牙板有明显磕痕。现场分析认为井下套管存在变形。
3.1 ∅8 1/8 8 in锥形磨鞋修理套管
1)锥形磨鞋(见图5)修理套管钻具组合:∅8 1/8 8 in锥形磨鞋+变扣(411×310)+∅4 3/4 in震击器+∅3 1/8 2 in加重钻杆9根+∅3 1/8 2 in钻杆。
2)缓慢下钻至2487.64m遇阻,测上提/下放悬重:66t/30t。开泵正循环,排量25m3/h,泵压1MPa,测正空转扭矩3.5k N·m,下放管柱至遇阻位置启动转盘开始磨铣通井:排量25m3/h,泵压1MPa,钻压0.5~3t,转速60r/min,扭矩7.5~9.5k N·m,返出口放至强磁吸附较多铁屑。
磨铣至井深2487.71m时,扭矩突然上涨至11k N·m,悬重恢复至66t;停转盘,下放钻具畅通,上提钻具至2487.7m时管柱遇卡,最大过提20t无法解卡,下放钻具遇阻3t后钻具自由;继续上提钻具,震击多次后解卡;重新下放钻具,在2487.64m遇阻,最大下压13t无法通过遇阻点。
调整磨铣参数,继续磨铣,现象与上述情况相同,起钻,锥形磨鞋两侧被磨平(见图6)。
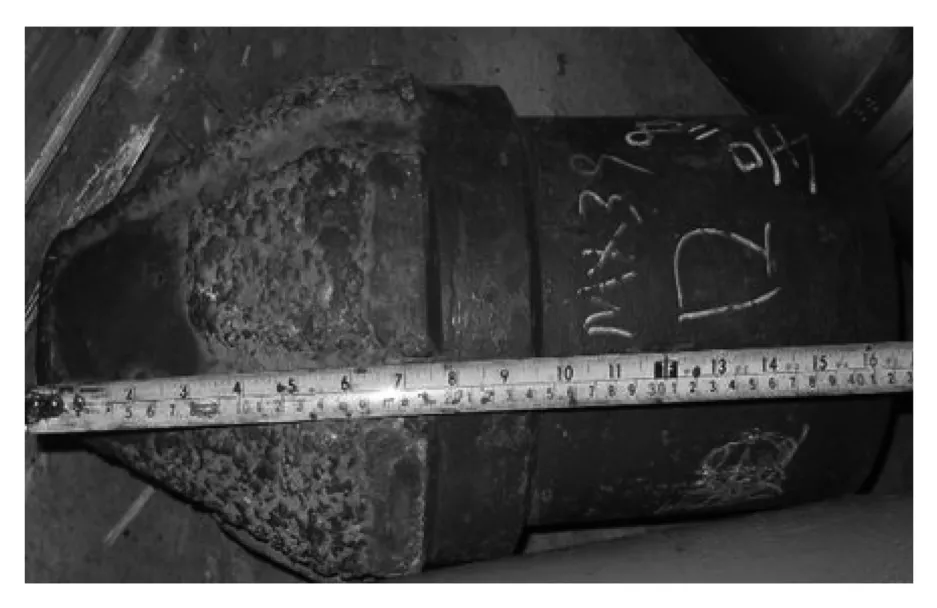
图5 普通锥形磨鞋入井前
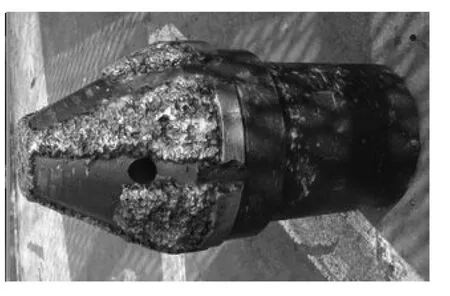
图6 锥形磨鞋修套后
3.2 ∅8 1/8 2 in改进型锥形磨鞋修理套管
1)∅8 1/8 2 in改进型锥形磨鞋(见图7)修理套管钻具组合:∅8 1/8 2 in改进型锥形磨鞋+变扣(411× 310)+∅4 3/4 in震击器+∅3 1/8 2 in加重钻杆9根+∅3 1/8 2 in钻杆。

图7 改进型锥形磨鞋磨铣后
2)下钻至2487.64m遇阻,上下活动管柱无法通过,测上提/下放悬重:66t/30t。开泵正循环,排量25m3/h,泵压1MPa,测正空转扭矩3.5k N·m,下放管柱至遇阻位置启动转盘开始磨铣通井:排量25m3/h,泵压1MPa,钻压0.5~3t,转速60r/min,扭矩7.5~9.5k N·m,返出口放强磁吸附较多铁屑。磨铣至2479.02m顺利通过遇阻点,多次划眼无遇阻现象。
3)下钻至2480.50m遇阻,上下活动管柱无法通过,启动转盘缓慢下放管柱磨铣通井:排量25m3/h,泵压1MPa,钻压0.5~1t,转速55r/min,扭矩扭矩7.5~9.5k N·m,磨铣至2480.52m顺利通过遇阻点,多次划眼无遇阻现象。
4)下钻至2486.43m遇阻,上下活动管柱无法通过,启动转盘缓慢下放管柱磨铣通井:排量25m3/h,泵压1MPa,钻压0.5~1t,转速55r/min,扭矩扭矩7.5~9.5k N·m;磨铣至井深2486.48m顺利通过遇阻点,多次划眼无遇阻现象。
5)下钻通井至2490.61m遇阻,多次上下活动管柱无法通过,启动转盘缓慢下放管柱磨铣通井:排量25m3/h,泵压1MPa,钻压0.5~1t,转速57r/min,扭矩扭矩7.5~9.5k N·m,套铣至2490.63m顺利通过遇阻点,多次划眼无遇阻现象。
3.3 QK18-2-P1井套管修复结果
QK18-2-P1井进行机械整形后,对套管进行试压2000psi×10min,合格(注:1psi=6894.757Pa)。套管修复成功,后续封隔器成功座封,井筒正常,作业顺利开展。
4 结论
1)渤海油田套管损坏主要原因是完井质量差、作业施工损坏及生产过程损坏等,因结合具体情况,采取相应的预防措施。
2)针对不同套损情况应采取不同的修理工艺,在施工过程中要严格控制施工参数,根据不同井段、不同井深优化参数,可得到较好的效果。
[1]《海上油气田完井手册》编委会.海上油气田完井手册[M].北京:石油工业出版社,1998.
[2]张春轶,邓洪军.塔河油田油井套损现状及主要影响因素[J].油气田地面工程,2011,30(7):68-69.
[3]艾军.浅析油水井管套损坏的原因与对策[J].江汉石油职工大学学报,2007,20(2):47-49.
[4]聂海光,王新河.油气井井下作业修井工程[M].北京:石油工业出版社,2003.
[5]孙克滨.油田套损井治理配套技术探讨[J].经营管理者,2013(6):364.
[编辑] 洪云飞
TE973
A
1673-1409(2014)22-0077-04
2014-04-13
李继勇(1987-),男,助理工程师,现主要从事海上修井方面的研究工作。
猜你喜欢
油气田地面工程(2021年4期)2021-04-29 09:37:24
昆明医科大学学报(2021年1期)2021-02-07 01:06:48
新生代(2019年11期)2019-11-13 09:28:19
新生代·上半月(2019年6期)2019-09-10 16:56:02
新教育时代·教师版(2019年3期)2019-03-11 06:30:12
中国化工贸易·上旬刊(2018年9期)2018-09-10 07:22:44
中国医学装备(2016年6期)2016-12-01 06:44:33
中华老年口腔医学杂志(2016年5期)2016-03-01 02:24:22
中国继续医学教育(2015年5期)2016-01-07 07:38:17
天津大学学报(自然科学与工程技术版)(2015年10期)2015-12-29 12:53:20