1,3-丙二醇发酵液除盐的离子交换工艺参数研究
2014-06-26 06:11毕生雷乔建援孙沛勇杜风光
河南化工 2014年4期
毕生雷,乔建援,孙沛勇,杜风光
(河南天冠企业集团有限公司,河南南阳 473000)
1,3- 丙二醇(1,3-propanediol,简称 1,3-PDO)是一种重要的化工原料,可直接用于防冻剂、增塑剂、洗涤剂、防腐剂和乳化剂的合成,主要用于合成对苯二甲酸丙二酯(PTT)[1-2]。微生物转化法生产1,3-PDO是以“绿色”为特征的,以可再生资源为原料,具有操作简便、反应条件温和以及副产物少等优点,是一种技术上可行,经济上有竞争力的生产方法[3]。在发酵过程中,除产生1,3-PDO外,还会生成一些有机酸,这就要求在发酵过程中补碱来调节pH值、在后期通过离子交换等方法脱盐[4-5]。
在1,3-丙二醇发酵液使用离子交换除盐的过程中,树脂的阳阴树脂装填比例、树脂的装填径高比等因素,都会对实验结果产生较大的影响。为了摸清生产工艺,我们使用相关树脂开展工艺参数实验工作。
1 实验材料
实验原料:经金属膜过滤后的1,3-丙二醇发酵液,0.1 mol/L NaOH 标准溶液,0.1 mol/L HCl标准溶液、0.1%甲基橙指示剂、5 g/L酚酞指示剂、D010、D363b。实验仪器:棕色酸式滴定管(洗涤时先用纯水洗涤2~3次,防止产生硝酸银)、无色酸式滴定管、铁架台等。
实验设备:安捷伦液相色谱仪、pH计、电导率测定仪、折光仪、小型玻璃动态柱(250 mL型)实验设备等。
2 实验方法
2.1 样品的收集
实验过程中每100 mL收集一个样品测定pH值、电导率、各组分含量。
2.2 样品的测定
使用pH计测定pH值变化,使用电导率仪测定电导率的变化并确定实验结束时间点,使用液相色谱仪测定物料中各组分变化情况。
2.3 树脂的预处理方法
将树脂先用去离子水浸泡24 h,使其充分溶胀,然后用浓盐酸洗至酸碱度稳定,再用蒸馏水充分漂洗,洗净后抽滤备用[6]。
2.4 进料停止和水顶洗停止
在动态柱实验中,当电导率达到1 mS/cm时停止进料,开始用水顶料,顶至电导率为0时停止。
3 实验结果与讨论
3.1 阳阴树脂填充比例实验
阳阴树脂填充比例实验,出料电导率如图1所示。出料混合液电导率如图2所示。

图1 出料电导率对比图
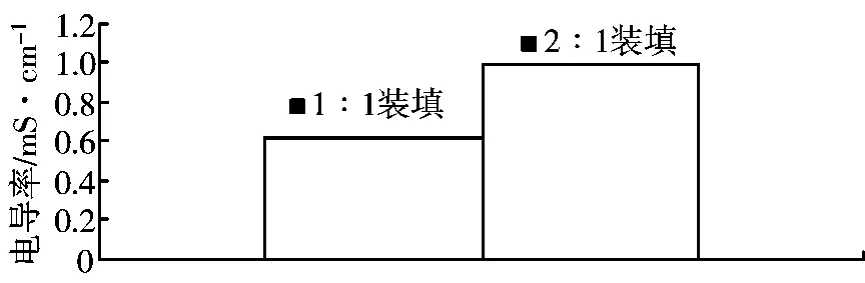
图2 出料混和液电导率对比图
从图1可以看出,阳阴树脂按照2∶1和1∶1的比例装填进行对比时,前者在整个处理过程中出料电导率总是要高于后者,而且在处理过程中最高电导率要远远高于后者。其结果反映在图2中,阳阴树脂按照2∶1的比例进行装填时,其出料混合液的电导率要高,达到了1 mS/cm,不符合我们的生产要求。出料pH值对比如图3所示,出料混合液pH值对比图如图4所示。
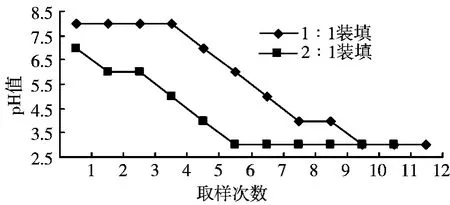
图3 出料pH值对比图

图4 出料混和液pH值对比图
从图3我们可以看出,阳阴树脂按照1∶1装填,那么其出料的pH值一直较高,仅在末期才呈现酸性。其结果体现在出料混和液仅仅呈现弱酸性,而阳阴树脂按照2∶1装填时,出料混和液呈现强酸性。这是生产工艺所不允许的。出料色值与出料混和液色值对比如图5、图6所示。

图5 出料色值对比图

图6 出料混和液色值对比图
从图5可看出,阳阴树脂按照1∶1装填与2∶1装填对比,前者出料的色值一直要比后者低,这可能是由于阳树脂对色素的吸附作用。其结果反映在图6中,阳阴树脂按照2∶1进行装填时,色值达到了72,而阳阴树脂按照1∶1装填时,色值仅为55.8。不过总体上来说两种装填方法对色素吸附效果相差不是太大。出料1,3-丙二醇(1,3-PDO)收率与2,3-丁二醇(2,3-BDO)收率如图7、图8 所示。

图7 出料1,3-丙二醇(1,3-PDO)收率对比图
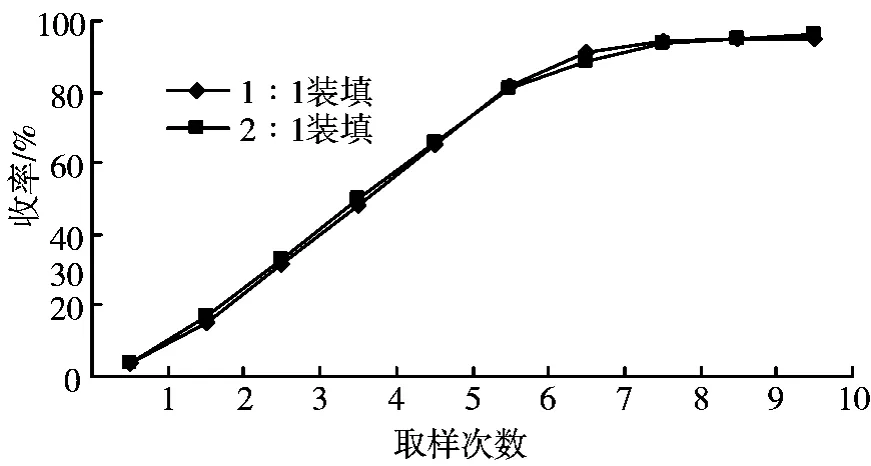
图8 出料2,3-丁二醇(2,3-BDO)收率对比图
在图7中,我们可以看出,如果树脂按照阳阴比例2∶1装填,那么经过处理后PDO收率达到了96%,在整个处理过程中均高于阳阴树脂按1∶1装填。在图8中,我们可以看出,树脂按照2∶1装填和1∶1装填,在整个处理过程中,处理后的物料BDO收率相差无几。如果仅从产品的收率来判断的话,似乎是树脂按照2∶1装填是比较合理的。但是,生产成本不仅仅是由收率决定的,还受到物料中其他物质的影响。出料中乙酸的收率(即残留率)对比如图9,出料乳酸与丁二酸收率如图10、图11所示。

图9 出料乙酸收率对比图

图10 出料乳酸收率对比图
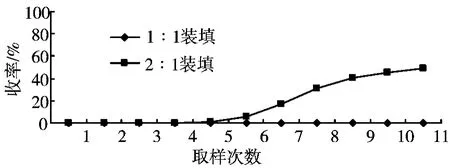
图11 出料丁二酸收率对比图
从图10、11中可以看出,由于西安蓝晓树脂本身具有的特性,其在除盐过程中必然会有乙酸残留,但是阳阴树脂按照1∶1进行装填,乙酸的残留量要少于阳阴树脂按照2∶1进行装填。而从图10、图11我们可以看出,如果阳阴树脂按照2∶1进行装填,那么在出料中会残留大量的乳酸和丁二酸。在前文中我们已经论述过,乳酸和丁二酸的存在会对蒸馏釜造成腐蚀、会在蒸馏釜中积累形成胶状物质、会影响物料的传热效果。因此,它们的存在是不允许的。所以说,从出料中酸类收率情况,我们认为阳阴树脂按照1∶1进行装填是符合生产要求的。
3.2 树脂填充高径比实验
使用西安蓝晓的010、363b树脂开展阳阴树脂填充高径比实验,结果如图12、图13、图14所示。

图12 高径比10∶1实验结果

图13 高径比7∶1实验结果
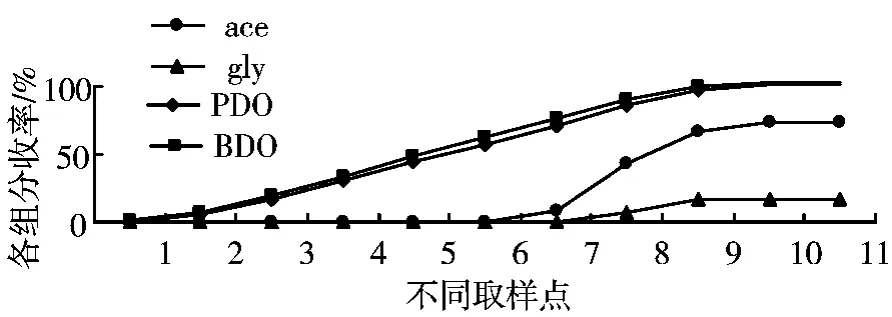
图14 高径比4∶1实验结果
从图12~14可以看出,随着高径比的减小,处理过的物料,除了PDO和BDO外,其它杂质开始逐渐出现。高径比为10∶1时,出料中还只有PDO和BDO,而且其收率还是挺高的,均在90%以上,而高径比为7∶1时,出料中出现了乙酸(ace),在第六个取样点时开始,乙酸收率(残留量)迅速增加,而在高径比为4∶1时,出料中还出现了甘油(gly)。从图12~14可以看出,在实际生产中,如果条件允许,应当使用10∶1的高径比来装填树脂,如果由于离心泵的作用导致工作压力较大,那么也可采用7∶1的高径比来装填树脂。
3.3 流速实验
使用西安蓝晓的010、363b树脂开展在离子交换过程中物料流动速度(空间流速,即柱内单位时间流经单位体积树脂平均流量,BV/h)的实验,结果如图15、图16、图17所示。

图15 流速4 BV/h实验结果

图16 流速2 BV/h实验结果

图17 流速1 BV/h实验结果
图15~17分别是流速为4 BV/h、2 BV/h、1 BV/h各组收率。从图15~17可以看出,流速为4 BV/h时,出料中含有 PDO、BDO、乳酸、乙酸、甘油等5种物质,其中仅PDO和BDO是我们需要的、乙酸是我们容许适量存在的。所以说流速为4 BV/h是完全不能使用于生产或实验的。流速为2 BV/h时,出料中含有PDO、BDO、乙酸,在以上论述中,我们认为这些物质都是可以允许存在的。而在1 BV/h流速时,出料中也含有PDO、BDO、乙酸,只不过是乙酸的含量较少而已。在同样的处理效果下,我们选择流速为2 BV/h。
4 小结
通过研究,我们认为阳阴树脂按照1∶1的比例装填、树脂高径比7∶1、物料流速为两倍于树脂体积时,出料情况比较理想,收率可以达到95%以上、出料pH值呈中性且仅含有微量的易挥发性的乙酸而不含腐蚀性强难挥发的乳酸,符合下游处理的要求。
[1]张青瑞,修志龙,曾安平.克雷伯氏杆菌发酵生产1,3-丙二醇的代谢通量优化分析[J].化工学报,2006,57(6):1403-1409.
[2]王剑锋,修志龙,范圣第.甘油转化生产1,3-丙二醇发酵液中甘油含量的测定[J].工业微生物,2001,31(2):33-35.
[3]朱春杰,方柏山.微生物转化法生产1,3-丙二醇的研究进展[J].华侨大学学报:自然科学版,2009,30(5):481-485.
[4]牟 英,王元好,修志龙,等.高效液相色谱法测定1,3-丙二醇发酵液中的有机酸[J].分析化学研究简报,2006,34(9):183-186.
[5]谢小莉,崔克娇,王崇辉,等.离子交换在1,3-丙二醇发酵液脱盐中的应用[J].精细与专用化学品,2011,19(8):4-7.
[6]乔建援,齐笑飞,张一飞,等.离子交换树脂在1,3-丙二醇生产中的应用[J].河北化工,2009,32(1):41-43.
猜你喜欢
锻压装备与制造技术(2022年5期)2022-11-22
中南林业科技大学学报(2022年7期)2022-09-26
石油石化绿色低碳(2020年3期)2020-12-30
中国矿业(2020年5期)2020-05-22
西南石油大学学报(自然科学版)(2019年5期)2019-12-20
天然产物研究与开发(2018年4期)2018-05-07
中成药(2018年1期)2018-02-02
食品工业科技(2017年6期)2017-04-14
中南大学学报(自然科学版)(2015年7期)2015-10-28
国外医药(抗生素分册)(2015年3期)2015-07-12