
超声波注塑成型技术:无需螺杆
2014-05-31 00:26
塑料制造 2014年8期
1 概述
超声波注塑成型,一家西班牙公司研制出了一种超声波微型注塑机,它能够生产出满足严格原材料精度要求的塑料部件,同时还能免去螺杆或柱塞塑化的流程。定量的标准粒料加入模具后,通过完全基于超声波的工艺在非常低的能量输入条件下即可在几毫秒内熔化。
总部位于西班牙巴塞罗那的Ultrasion S.L.是全球塑料加工领域首家成功地结合了注塑成型生产和超声波技术的公司。该公司成立于2010年,作为从西班牙FundacióAscamm基金会分离出来的独立运营公司,专门从事大功率超声波行业解决方案的开发、制造和销售,并将多年来的应用研究成果(在欧盟资源的支持下获得)转变为超声波在高效聚合物加工能量来源方面的优势。到目前为止,超声波在塑料行业里主要用于焊接和切割。
2 利用USM技术实现节能
Ultrasion推出的第一款产品是适用于微型注塑成型应用的紧凑型全电动立式注塑机,称为Sonorus,它采用超声波进行塑料部件生产-制造商使用的缩写是USM(超声波成型)。以创新的超声波系统取代传统的基于电阻的塑化单元,这显著提升了该工艺的能源效率。此外,超声波还大大增强了聚合物的流动性能。从而以最温和的压力精确复制模腔的所有细节而不受注入材料的支配。
这款注塑机的主要组件是一个特殊的30kHz超声波单元(由Branson Ultrasound提供),最大功耗为1kW。但是,USM工艺实际只用到一部分功率。超声波由发射器产生,随后经过放大并通过特殊的探头(超声波发生器)供应给粒料或熔体。此外还需在注塑成型过程中精确控制作用于聚合物的压力以及三个伺服机械轴的位置,否则超声波将无法正常发挥作用。

Sonorus超声波注塑机通过高效、简单环保的工艺制造非常小的部件
Ultrasion在配备气缸的样机上展开了第一次USM试验。但是,从一开始就可以看出,该工艺明显需要全新的方案来精确控制压力和超声波单元的位移,因为气动装置无法满足这些需求。为了使驱动技术向伺服电机和精密滚珠丝杠转换,控制策略必须经过重新设计以获得更高的重复精度和工艺稳定性并提供更高品质的注塑成型部件。
新开发的控制系统(B&R, Berecker+Rainer IndustrieElektronik GmbH,位于奥地利埃格尔斯贝格)是成功的关键要素之一;另一要素是不同微机电系统和机器的集成—首先是进料系统,它为每个周期提供了所需的精确粒料数量。
3 冷却时间始于超声波关闭之时
在每个周期过程中,定量的塑料颗粒(标准颗粒或微型颗粒)进入模内的小型塑化室。随后,连接声学单元的柱塞对颗粒进行研磨并传输热塑性聚合物分子熔化和流动所需的能量。熔体经过狭窄的浇口进入型腔。
机器的最大注射压力是300巴;注射量约为1立方厘米。注射速度与此无关,只要超声波开启,材料始终是液态形式。冷却时间从超声波关闭之时开始计算。随后,聚合物固化,部件在开模时立即移走。浇道本身比传统注塑机的浇道小,这也是能源和材料节省的另一个原因。在首次应用过程中,机器的周期时间与传统的成型时间大致相当。

没有螺杆,没有气缸,没有加热,塑料的塑化以超声波为主要能量来源
机器的设计和控制与我们所熟知的工艺变化不大,它适用于最高30千牛的锁模力并且不经加热即可启用。某些我们不太熟悉的术语,诸如振幅和频率,在该工艺控制过程中发挥着核心作用。此外,机器和工艺的控制只需少数几个参数,这几个参数随着不同的材料和应用而变化,从而使操作更为简单。
通过对机器参数进行相关设置,Ultrasion已经对半结晶和非晶材料展开了广泛的试验,其结果非常良好。例如,2014年1月,在瑞士卢塞恩塑料展览会上,带两腔模具的机器在15秒的周期时间内生产出了助听器的PP部件(部件原本通过PEEK加工成型)。人们在试验中发现,传统材料可轻松地进行加工;标准聚合物通常不需要模具冷却。但是,材料必须是现成可用的粒料,并且不能加入母粒或类似材料。
这些黑色塑料和助听器外壳均由Sonorus 1G制造
开发商发现,该机器尤其适用于那些传统方式无法注塑成型的应用,例如流道较长的薄壁部件。在试验基地里,15毫米长的部件加工完成后壁厚仅为0.075毫米。只要超声波开启,模具不会产生任何温度变化,熔体也能保持良好的流动性能。

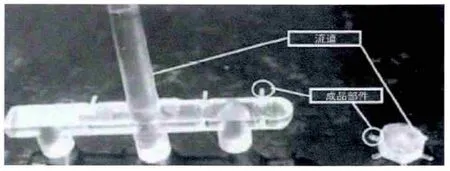
浇道较大的细小部件通常用于注塑成型(左)和USM的小型浇道(右)
4 展望
相较于传统注塑成型技术,USM技术具有众多优势,包括低应力熔融、低材料消耗和高达90%的能源节约。Sonorus首个版本专为小型和微型部件生产而设计。目前正在研究该机器是否适用于注射量较大的应用。尽管如此,制造商仍认为其具有新的应用可能性和较高的商业潜力。
猜你喜欢
环境保护与循环经济(2022年2期)2022-05-10
合成树脂及塑料(2021年2期)2021-01-09
装备制造技术(2020年3期)2020-12-25
中外公路(2020年5期)2020-12-11
中国塑料(2019年6期)2019-06-26
制造技术与机床(2019年6期)2019-06-25
中国塑料(2017年2期)2017-05-17
中国塑料(2016年2期)2016-06-15
当代化工研究(2016年9期)2016-03-20
中国塑料(2015年11期)2015-10-14
