
挤出工艺对尼龙-12球囊管材性能的影响
2014-05-30 08:22王明福鲍红霞林春平
塑料制造 2014年5期
王明福,鲍红霞,林春平
(业聚医疗器械有限公司,广东深圳,518048)
球囊导管作为腔内介入治疗的主要器械之一,是临床使用最多的一类导管,被广泛的应用于各种医疗领域。血管成形术(PTCA)中使用的球囊产品,需要通过极长且狭窄的血管到达病变部位,并通过充气将狭窄处打开,要求球囊需要具有很小的壁厚及较大的强度。尼龙12具有优良的特性,非常适合通过精密挤出工艺制备PTCA球囊管材。本文以尼龙12粒子作为原料,采用精密挤出成型工艺,制备得到一系列尼龙12球囊管材;管材继而通过吹塑成型得到产品球囊。使用DSC, XRD等多种表征手段,对尼龙12管材的结构与性能进行分析,重点讨论挤出工艺条件如何影响管材的结构与性能。
1 实验部分
1.1 原材料
PA12 L25 瑞士EMS
1.2 实验设备
输送一体式干燥机: 美国DRI-AIR,型号: RH-15。
水压爆破测漏仪(美国Interface PT-1000),
万能拉力机(德国Zwick Z5.0 TS),
数显游标卡尺(桂林量具刃具公司141-510S),
光学显微镜(深圳市迈特仪器有限公zMZS0740R),
910S型差示扫描量热仪:美国TA Instruments
Ultima IV型X射线粉末衍射仪:日本Rigaku公司
挤出机: 美国DS精密挤出机,螺杆直径:1”,螺杆长径比24:1。
管材拉伸机: INTERFACE ASSOCIATES公司生产,型号:CPS-2000。具体参数:加热温度150℃,拉力70psi,左右两端拉伸速度120mm/s,左右两端拉伸距离130mm,左右加热时间15s,左右冷却时间7s,泡长34mm,切割尺寸153mm。
球囊成型机: INTERFACE ASSOCIATES公司生产,型号:2210H;参数特点:球囊成型分加热段,成型段与定型段。具体参数:加热温度75℃,加热压力36bar,成型压力36bar,定型温度140℃,定型压力36Bar,左拉伸量40mm,右拉身量40mm。
1.3 尼龙12管材的挤出
尼龙12粒子首先经过除尘,去除混杂的坐埃或异质。之后置于鼓风干燥箱中,在90℃烘20小时以除去可能含有的水分。烘干后的粒料其含水率0.05%。粒料通过料斗进入料筒,在螺杆旋转作用下,通过料筒内壁和螺杆表面摩擦剪切作用向前输送到加料段,在此松散固体向前输送同时被压实;在压缩段,螺槽深度变浅,进一步压实,同时在料筒外加热和螺杆与料筒内壁摩擦剪切的共同作用下,料温不断升高,粒料开始溶融,压缩段结束;均化段使物料均勻,定温、定量、定压挤出溶体,在机头成型,并经过水冷凝固,最终得到尼龙12管材。挤出时,加料口温度小于90℃,挤出机温度在205℃-220℃。螺杆转速19-60 RPM,
熔体泵转速65RPM,牵引速率17-52m/min。采用水冷,冷却温度60-90℉。
1.4 尼龙12球囊吹塑成型
不同工艺参数挤出得到的管材,通过吹塑成型得到最终产品球囊,通过对球囊性能的结构(化学结构,相态结构)和性能(力学性能,化学性能)的表征,对挤出工艺参数进行评价,并最终确定最优挤出参数。经挤出得到的尼龙12管材,加热到120℃转变为软化状态,沿着轴向釆用120mm/s拉伸速度,左右两端拉伸距离130mm左右,加热时间15s形成薄壁管材。将拉伸后的薄壁管材置于对开模中,闭模后立即在型还内通入压缩空气36Bar,定型温度110℃,使塑料型还吹胀而紧贴在模具内壁上。尼龙12管材在压力和高温作用下,沿纵向与径向两轴吹塑成型。经冷却脱模,最终可得到尼龙12球囊。
1.5 管材结构与性能表征方法
1.5.1 差热扫描实验DSC
样品的差热扫描实验在美国TA Instruments公司生产的910S型差示扫描量热仪上进行,保护气为N2,气体流速为40ml/min。测试时将样品剪碎并准确称取10mg,平铺于样品池。样品首先由室温以20℃/min的升温速率升高至210℃,恒温5min以消除热历史,然后样品再以50℃/min的降温速率降至室温,再以10℃/min的升温速率进行DSC测试。并根据DSC测试结果,计算各样品的结晶度,计算方法如式(1)所示:

XD:样品的结晶度,以百分比表示;
ΔH样品:样品的熔融热;
ΔH*:为该聚合物结晶度达到100%时的熔融热。
1.5.2 PA12管材的XRD分析
采用单轴取向实验多采用纤维样品架.当由WAXD得到某样品(hkl)晶面衍射角度(2)位置后,保持此晶面所对应的衍射角度(2),然后将样品沿角(纬度角)在0 1800范围内进行旋转,记录不同角下的 X 射线散射强度.
H 是赤道线上Debye环(常用最强环)的强度分布曲线的半高宽, 用度表示 (图1).完全取向时 H=0°,∏=100%; 无规取向时 H=1800, ∏=0.
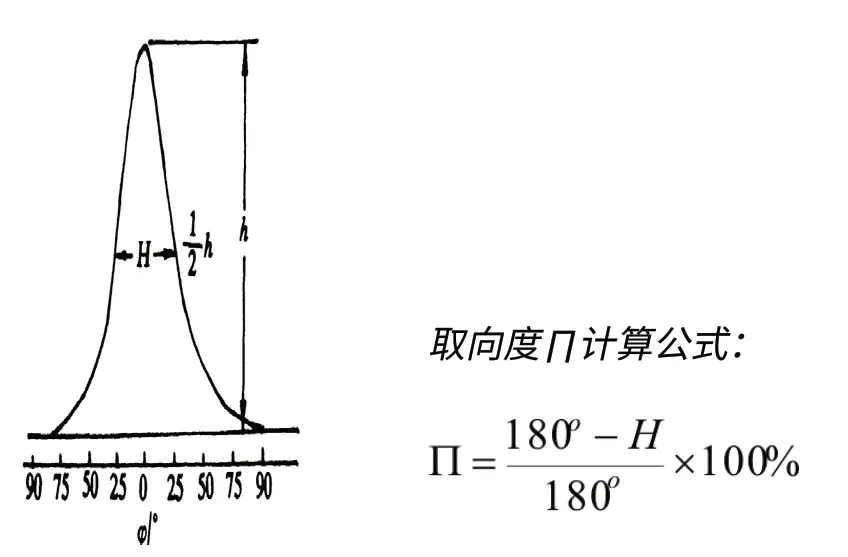
图1 X射线衍射强度曲线半高宽
1.5.3 尺寸与力学性能测试
用德国Zwick 公司的Z5.0 TS万能拉力机研究材料拉伸性能,选用气动夹具以及500N传感器。采用针规和激光千分尺测量管材的尺寸(内、外直径)。
1.5.4 球囊的功能测试
采用INTERFACE ASSOCIATES公司的PT-1000液压测试仪测试球囊的爆破压力。
2 结果与讨论
2.1 挤出工艺对球囊管材结晶度的影响
2.1.1 冷却水槽的温度越高, 球囊管材结晶度越大.
采用同一批号的尼龙12,保持熔体温度,熔体泵转速,牵引速度,机头与冷却水槽的距离恒定,只改变冷却水槽的温度,挤出对应的管材,然后用差热扫描实验DSC测出不同冷却水槽的温度下得管材的结晶度,结果如图2。随着冷却水槽的温度的升高,结晶度有增大的趋势。
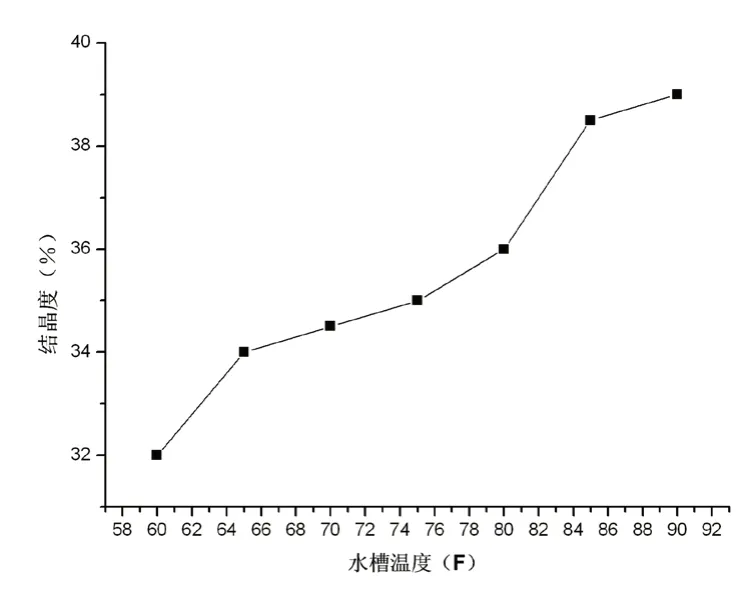
图2 结晶度与水槽温度的关系

图3 结晶度与水槽距离的关系
2.1.2 冷却水槽与机头的距离越短, 球囊管材结晶度也越低.
采用同一批号的尼龙12,保持熔体温度,熔体泵转速,牵引速度,冷却水槽的温度恒定,只改变冷却水槽与机头的距离,挤出对应的管材,然后用差热扫描实验DSC测出不同冷却水槽与机头的距离下得管材的结晶度,结果如图3。随着冷却水槽与机头的距离越短,结晶度有降低的趋势。
2.1.3 研究发现熔体温度对球囊管材结晶度的影响没有规律可循。

图4 结晶度与熔体温度的关系
采用同一批号的尼龙12,保持冷却水槽与机头的距离,熔体泵转速,牵引速度,冷却水槽的温度恒定,只改变熔体温度,挤出对应的管材,然后用差热扫描实验DSC测出不同冷却水槽与机头的距离下得管材的结晶度,结果如图4。结果显示熔体温度对球囊管材结晶度的影响无规律可循。
2.2 牵伸比对球囊管材结晶度,取向度的影响
口模Tip与芯棒Die的尺寸直接影响牵伸比,挤出工艺条件:熔体泵转速,牵引速度,通气孔气压,也影响球囊管材的牵伸比.
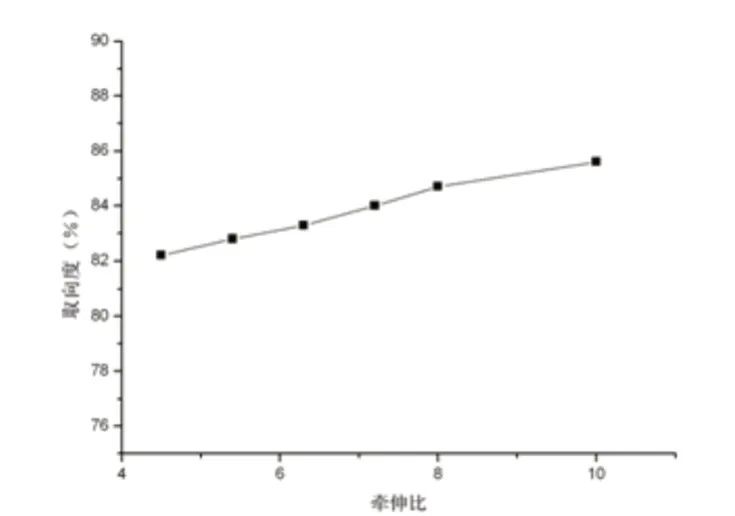
图5 取向度与牵伸比的关系
采用同一批号的尼龙12,保持熔体温度,冷却水槽与机头的距离,牵引速度,冷却水槽的温度恒定,调节挤出工艺条件:熔体泵转速,牵引速度,通气孔气压,从而改变球囊管材的牵伸比.结果如图5。随着球囊管材的牵伸比的增大,取向度有增大的趋势。
2.3 球囊管材取向度,结晶度与力学性能的关系
选用 0.046inch的Tip和0.096inch的Die挤出直径为3.0mm的球囊管,保持熔体温度,冷却水槽与机头的距离,冷却水槽的温度恒定;在一定范围内,随着取向度的增大,材料的结晶度也增大,材料的力学性能(拉伸强度,延伸率)有了明显的提高。(见表1)
2.4 球囊管材取向度与球囊外观缺陷的关系


表1
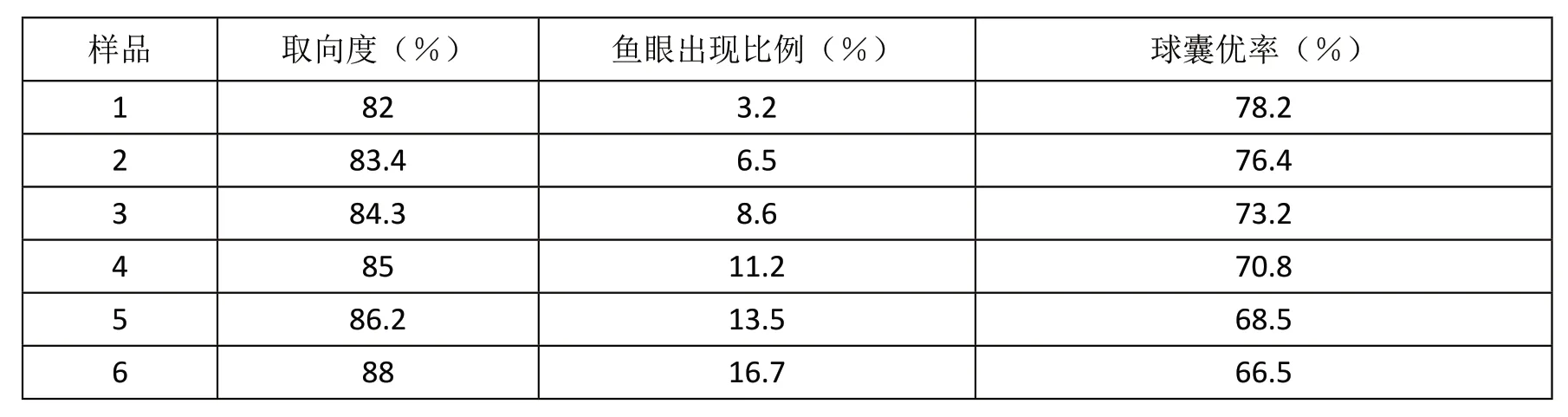
表2
鱼眼是一种椭圆形裂缝在球囊表面,它是常见的球囊外观缺陷,实验发现,在一定范围内,鱼眼的出现比例随球囊管材的取向度的减少而降低。控制适当低的管材取向度,可以得到相对高的球囊优率。(见表2)
2.5 球囊管材取向度与球囊爆破压力的关系
爆破压力是球囊的一项重要性能,标称压力范围通常在6到8个标准大气压,额定爆破压力范围在12到20个标准大气压。采用相同的球囊成型工艺,把取向度不同的球囊管材成型出相同厚度的球囊,然后测试其爆破压力,结果如图6。随着管材取向度的增加,球囊爆破压力有增大的趋势。
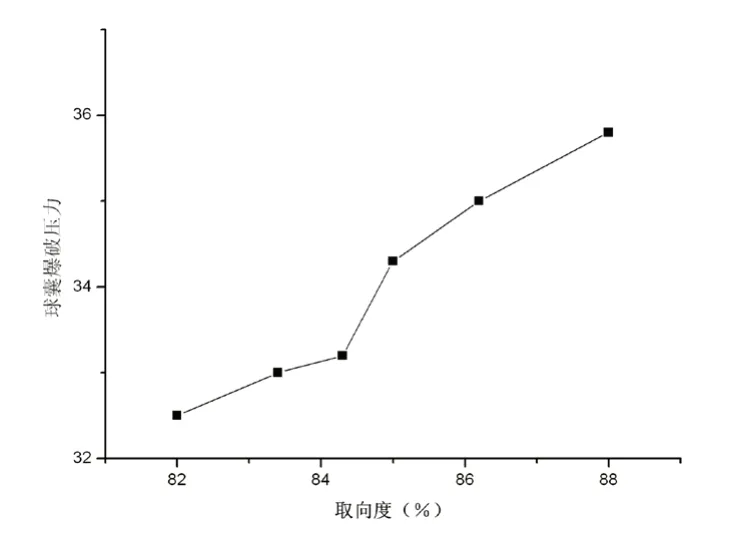
图6 取向度与球囊爆破压力的关系
3 结论
3.1 挤出工艺条件:熔体泵转速,牵引速度,通气孔气压,影响球囊管材的牵伸比,影响球囊管材的取向度,
3.2 熔体温度,冷却水槽的温度,机头与冷却水槽的距离,牵引速度等工艺参数会影响结晶度的高低。
3.3 牵伸比增大,管材的取向随之增大,导致管材的力学性能会有一定的增加。因此,通过控制牵伸比,可达到调整管材取向度,从而控制管材的性能的目的。
3.4 在一定范围内,控制低的管材取向度,有利于改善球囊的外观,避免鱼眼的出现; 相反地,适当高的管材取向度,会使球囊的爆破压力提高。所以为了成型出生产优率高且满足性能要求的球囊,应通过DOE来选择最佳的取向度。
[1]徐立霞,等.尼龙12球囊成形过程中的材料聚集态的变化[J].高分子通报2012(7):104
[2]李勇.精密挤出管材性能评价及方法研究---Pebax球囊管材的性能表征[S].复旦大学硕士学位论文 2012.3.15
[3]黄伟,等.PA12双腔医用导管挤出成型工艺实验研究[J].工程塑料应用 2008 36(2):30
猜你喜欢
发明与创新·小学生(2021年11期)2021-12-24
现代仪器与医疗(2021年5期)2021-12-02
小天使·五年级语数英综合(2018年9期)2018-10-16
幸福(2016年6期)2016-12-01
核技术(2016年4期)2016-08-22
工业设计(2016年3期)2016-04-22
中国塑料(2015年6期)2015-11-13
江苏农业科学(2015年1期)2015-04-17
四川党的建设(2014年9期)2014-08-23
中国设备工程(2014年1期)2014-02-28
