
板翅式换热器翅片的质量控制技术
2014-05-29 05:49:06张瑜
化工机械 2014年5期
张 瑜
(杭州杭氧股份有限公司)
铝制板翅式换热器是一种高效节能的换热设备,它以结构紧凑、重量轻、体积小及传热效率高等优点,广泛应用于石油化工、化肥、空分设备以及天然气液化等领域。我国板翅式换热器制造厂家数量众多,但制造水平与国际先进水平相比仍存在较大差距,主要是翅片冲制能力和翅片质量的差距。杭州杭氧股份有限公司在板翅式换热器领域已有四十余年的研制历史,通过引进、消化吸收和自主创新,形成了独特的质量控制方式,使产品质量跻身国际前列,笔者将对翅片质量控制技术及其后续影响进行全面介绍,以供借鉴和探讨。
1 基本结构
板翅式换热器的结构形式很多,但其结构单元体基本相同,通常由翅片、隔板、封条和导流片组成[1]。在相邻两隔板间放置翅片、导流片和封条组成夹层(图1),称为通道,将这样的夹层根据流体的不同方式叠置起来,钎焊成整体便组成板束,板束是板翅式换热器的核心,配以必要的封头、接管和支撑就组成了板翅式换热器。

图1 板翅式换热器的单元结构示意图
翅片是板翅式换热器最基本的元件,传热过程主要通过翅片热传导及翅片与流体之间的对流传热来完成[2],同时承担两隔板之间的支撑作用。尽管翅片很薄(常用的有0.15~0.50mm)却能承受较高的压力[3]。
常用的翅片形式有平直翅片、多孔型直齿翅片、锯齿翅片和波纹型翅片,其形态如图2所示。
平直翅片是由金属薄片冲压而成的,具有较高的承压强度,换热系数和流动阻力系数都比较小,其换热和流动摩擦特性与管内流动相似。这种翅片一般用于流动阻力要求较小而其自身的传热系数又比较大(例如液侧或相变)的场合。
多孔翅片是先在金属薄片上冲孔,然后再冲压成型。翅片上密布的小孔使热阻边界层不断破裂,从而提高了传热性能,也有利于流体再分配。
锯齿形翅片可看作是由平直翅片切成许多短小的片段,并相互错开一定间隔而形成的间断式翅片,这种形式的翅片对促进湍流和破坏热阻十分有效。换热系数比平直翅片高30%以上,又称高效翅片。锯齿形翅片多用于需要强化换热(尤其是气侧)的场合。
波纹翅片是将金属薄片冲压成一定的波形,形成弯曲流道,通过增加流体的扰动来提高传热性能,有较高承压能力。

图2 常用翅片的外形
2 质量控制要点和控制技术
虽然现在我国《铝制板翅式热交换器》标准和国际ALPEMA标准均未对翅片的质量控制要求作出具体规定,作为板翅式换热器中的最基本的换热单元,翅片质量的好坏直接决定了芯体钎焊缝的质量,从而影响换热器的换热性能,因此加强换热器翅片的质量尤为重要,现阶段主要从翅片材料、翅片尺寸、翅片性能检测以及翅片的清洗等方面来控制翅片的质量。
2.1 翅片材料
翅片冲制前应核对材料和材料证明,确保符合图样和相关标准的规定。冲制前用壁厚千分尺检查铝箔材料厚度应符合标准规定。铝箔材料表面不允许有明显腐蚀或难以清除洗净的大片油污。当前国内铝箔材料制造厂家提供的材料有时会因热处理问题有软硬不均的情况,冲制过程应予以关注,材料的软硬不均会导致翅片形状和翅片高度的变化。
2.2 翅片尺寸和外形
单元翅片结构如图3所示,主要几何参数有:高度H、厚度t、节距p、每齿长度B、翅侧垂直度α、切开距离e、冲孔孔径φ、翅端平面A和折弯圆角R。
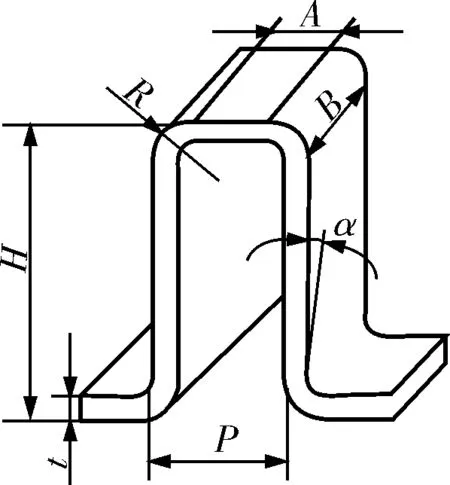
图3 单元翅片结构示意图
翅片冲制成型后检查翅片表面是否有毛刺、是否平整,这会直接影响产品的气阻特性,毛刺多则阻力大。为保证钎焊焊缝宽度,避免材料在成型过程中过大的机械损伤,翅片成型后及时进行投影检查是非常重要的,一般要求模具调试好以后,首件零件和冲制一百万次后应进行投影检查(检查项目和建议控制要求见表1)。
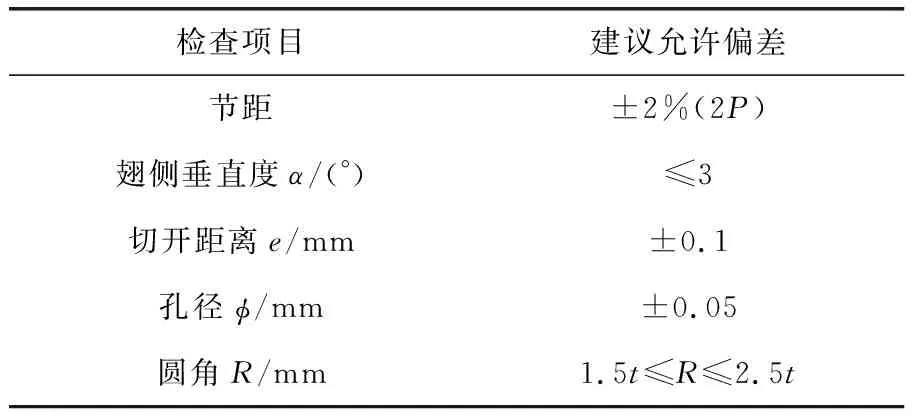
表1 检查项目和建议控制要求

翅片节距对换热器的换热性能和阻力特性均会产生重要影响,因此翅片节距的控制是一个关键项目,测量的方法通常通过单位长度的翅数进行计算判断,同时也可测量每米长度内的翅片数,控制的公差必须在±2%以内。随着工业的发展,为了提高换热性能,所有翅片均会向节距小的方向发展[4]。
成型翅片的翅端平面和折弯圆角对钎焊来说是一项关键因素,若翅端平面大一些,则钎焊时的接触面也会大一些,这样有利于增加钎焊缝的承压强度。当然翅端平面和折弯圆角存在一定的函数关系,折弯圆角大,则翅端平面小;若折弯圆角小,则翅端平面大。根据机械弯曲的最小弯曲半径推算,成型翅片的折弯圆角只能做到:R≥(1.5~2.5)t,在实践中应尽量用最小的折弯圆角。同时在实践过程中,有的企业为了追求最大的翅端平面和最小的折弯圆角,通过强力形成翅端平面,导致翅端角部材料严重变形和减薄,出现应力集中,降低承压能力。
翅片成型形状会直接影响翅片在钎焊高温下的稳定性,出现翅片失稳将导致产品整体下凹,同时在高温下翅片失稳会呈现多米诺骨牌现象,一旦出现局部失稳则会带动相邻翅片高温失稳,从而出现整体严重下凹等质量问题。因此,在实践过程中不能仅考虑翅片高度和节距,同时还要高度重视翅片的成型形状,应尽量保证翅片两侧的垂直度。
2.3 翅片阻力性能
一般企业只能对翅片的尺寸等实施检测和控制,为了进一步提高对翅片质量的有效控制,笔者研制了一种新的判定板翅式换热器翅片质量的方法,即通过实验测量翅片的阻力特性曲线来判断翅片的质量:采用翅片风动测试台位测量翅片的阻力特性,利用计算机控制以标准阻力特性曲线为判定标准,通过测量压差、温度和流量算出翅片的摩擦因子和雷诺数,如果这个数据点在标准曲线的下方就判定翅片是合格的,反之,则不合格。当然,在实际生产中通常会给定一定的公差带来判定翅片的质量。通过以上方法能直接、定量地测量翅片的阻力特性,以判断翅片成型的质量。同时通过实验结果发现,翅片齿数、厚度、切开程度、宽度以及是否清洗等对翅片的阻力特性均有直接的影响。
2.4 翅片的清洗和烘干
翅片成型后应进行清洗,以确保其表面没有固体物质、浮锈、清洗液、油斑、碱迹及水渍等。当前常见的清洗方法有物理清洗和化学清洗,优先推荐化学清洗,因其可以去除铝材表面的氧化膜,为真空钎焊创造条件。当然因环保的需要,当前很多企业使用了物理清洗,也能达到清洗的目的,但物理清洗无法去除铝材表面的氧化膜,对真空钎焊会有一定的影响,在技术上也可通过改进钎焊工艺和使用破除氧化膜的钎剂来达到真空钎焊的目的。
清洗后进行油份检测是验证清洗质量的有效方法,在被检测零件表面100mm×100mm范围进行取样,取样需有代表性,特别注意检查那些有明显油斑的部位。翅片清洗后表面含油量一般应控制在30mg/m2范围。
清洗之后应对所有清洗零件进行干燥处理,确保表面处于干燥状态,因为翅片零件表面潮湿将严重影响抽真空的效果,从而影响真空钎焊的质量。
3 结束语
铝制板翅式换热器翅片的制造能力和精度控制在生产实践中存在一定技术难度,体现了企业的技术水平和制造水平。通过分析翅片制造质量控制要点、难点、最新控制技术和相关质量问题的后续影响,希望能供从事本专业的科技人员和管理人员共同探讨、研究,以提高相关的制造技术和能力。
[1] NB/T 47006-2009(JB/T 4757).铝制板翅式热交换器[S].北京:国家能源局,2009.
[2] 王伟平,张淑文,杨健,等.多孔式翅片传热与流阻特性分析[J]. 低温工程, 2012,(2):40~43,59.
[3] 毛绍融,朱朔元,周智勇.现代空分设备技术与操作原理[M].杭州:杭州出版社, 2005.
[4] 阎振贵. 板翅式换热器翅片性能的比较和选择[J]. 杭氧科技, 2007, (4):1~5.
猜你喜欢
机械工程师(2022年6期)2022-06-21 08:44:24
电子技术与软件工程(2021年8期)2021-06-16 06:30:58
装备制造技术(2020年11期)2021-01-26 00:39:00
装备制造技术(2020年1期)2020-12-25 05:18:50
内燃机与配件(2020年18期)2020-09-10 07:22:44
制造技术与机床(2019年10期)2019-10-26 02:47:36
制造技术与机床(2019年6期)2019-06-25 10:17:18
制造技术与机床(2017年7期)2018-01-19 02:29:50
低温与特气(2016年5期)2016-11-23 01:03:23
工业设计(2016年7期)2016-05-04 04:02:09
