加工中心铣削螺纹
2014-05-26 05:15杨志丰
科技创新导报 2014年3期
关键词:宏程序
杨志丰
摘 要:该文研究了铣削螺纹的原理及加工特点,利用工厂实例说明了螺纹铣削宏程序编制方法,使得螺纹的加工高效便捷。传统的螺纹车削和丝锥、板牙已无法满足高效生产的需要。铣削螺纹的方法采用三轴联动数控机床进行螺纹加工,改变了传统螺纹的加工方法,尤其是对于加工大型零件,取得了良好的效果。
关键词:加工中心 铣削螺纹 宏程序
中图分类号:TG547 文献标识码:A 文章编号:1674-098X(2014)01(c)-0128-01
1 螺纹铣削的原理和优点
铣削螺纹必须选择能实现三轴联动功能的数控铣床或加工中心。三轴联动铣削螺纹,实质是XY平面内加工整圆同时,Z轴每加工一个整圆下降一个螺距。
螺纹铣削的优点:
(1)加工精度、加工效率高
使用三轴联动数控机床进行铣削螺纹加工,它的加工线速度可达80~200 m/min,而且不受材料的影响。
(2)加工表面质量好
由于在螺纹铣削的过程中,主轴高速旋转,背吃刀量较小,并且螺纹铣刀刀刃锋利,铣削时所产生的切削力使铁屑可以快速飞离工件表面,故可以获得较高的表面质量。根据不同进给量,不同转速等铣削参数,也可以人为的控制表面质量的高低。
(3)加工范围广、成本低
同一把螺纹铣刀又即能加工右旋螺纹,也能加工左旋螺纹,即能加工内螺纹,也能加工外螺纹。由于仅有刀尖部分参加铣削,在刀具发生磨损后,仅仅进行更换到头刀块的方式就可以进行再次加工,节约刀具成本。
(4)尺寸精度易保证
在螺纹铣削的过程中,每一把刀都有相应的刀具半径补偿值。在进行加工时可以通过修改刀具补偿值来达到粗加工、半精加工和精加工,获得较好的螺纹尺寸精度、表面质量。
(5)机床的功率要求低
采用丝锥加工螺纹,由于切削速度较低,刀具全部参与切削螺纹,造成切削力较大,对于机床提供的扭矩要求较高。一旦切削速度较高、较低,都易造成丝锥折断。因为螺纹铣削时仅刀尖部分与工件做局部接触,切削力小,铣削螺纹所需的扭矩较小,所需要的机床功率小得多。
(6)刀具折损容易处理
使用丝锥时,由于切削力较大、排屑不畅、磨损等原因易造成丝锥折断,如果是大孔,从工件中将折断的丝锥取出还稍微容易些,如果是小孔则非常麻烦。而采用螺纹铣刀,很少发生刀具折断现象。一旦发生,由于其直径一定小于孔的直径,取出坏刀片也是相对容易。
(7)盲孔加工全尺寸螺纹
传统的丝锥加工螺纹时,由于丝锥在制造时,丝锥底部要负责螺纹的粗加工,所以丝锥的底部在攻丝时,加工出的螺纹牙型较粗。而使用螺纹铣刀进行螺纹铣削时,由于螺纹铣刀的刀片形式,刀尖点与刀杆底部相差不大,这样在进行盲孔加工时,加工出的螺纹是全尺寸。
2 螺纹铣刀的种类
螺纹铣刀分为机夹式和整体式两类
(1)机夹式螺纹铣刀又可以分为单齿机夹和多齿机夹螺纹铣刀
(1)单齿机夹螺纹铣刀:刀具结构同数控内螺纹车刀并且刀片与车刀可通用、互换。
(2)多齿机夹螺纹铣刀(螺纹梳刀):刀刃上有多个螺纹加工齿,在加工过程中多个刀齿可同时进行螺纹铣削。
(2)整体式螺纹铣刀:刀刃上也有多个螺纹加工齿,是一种固定螺距螺纹铣刀。刀具由整体硬质合金制成,能有较高的切削速度和进给速度,加工范围很广。
3 螺纹铣削举例
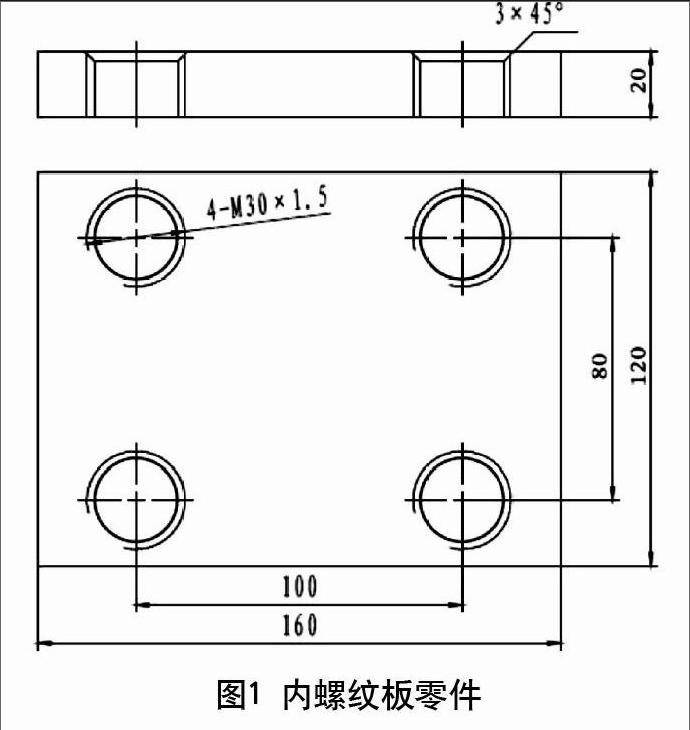
加工如图1所示零件,在进行螺纹加工时采用单刃螺纹铣刀进行加工,编制一个通用的宏程序进行螺纹的加工,以提高加工的通用性和提升了螺纹加工效率。
采用螺纹铣刀进行内螺纹的铣削。计算螺纹M30×1.5底孔直径=公称直径-1.0825×螺距=30-1.0825×1.5=28.376 mm通孔,内孔程序略。内螺纹的铣削,编程原点选择在内螺纹孔上平面为Z零点,XY零点在各个内螺纹孔的中心处,利用G52坐标系偏移命令完成4个内螺纹的加工,单个加工内螺纹程序如下:
O0001;(程序名)
M06 T01 G54 G90 G40 M03 S1000 G0 X0 Y0 Z100.;(程序初始化)
Z5.;(快速定位到安全平面)
G01 Z0 F40;(刀具工进到工件表面)
#1=0;(将0赋值于局部变量#1)
N10 #2=#1-1.5;(将#1-1.5赋值于局部变量#2)
G42 G01 X-13.Y1.188 D01;(直线加刀具半径补偿)
G02 X0 Y14.188 R13.;(圆弧切入)
G02 Z[#2] I-14.188;(圆弧导入半径)
#1 = #1-1.5;(计算循环高度)
IF [#1GE-21] GOTO 10;(条件判别语句,如果#1大于-21,则跳转至N10继续执行程序)
G02 X13. Y1.188 R13.;(圆弧切出工件)
G40 G01 X0;(取消刀具半径补偿)
G00 Z100.;(快速抬刀)
X0 Y0;(刀具回到零位)
M30;(程序结束)
螺纹铣削在机械制造中的应用愈加广泛,技术也日益成熟,这种加工方式表现出了其卓越的加工性能,不单单降低了加工成本,而且大幅度提高了加工效率,为生产制造提供了有力的保障。利用编制通用性强的宏程序进行螺纹的铣削,能使加工螺纹变得更加方便和高效,是螺纹的加工问题迎刃而解。
参考文献
[1] 刘培跃,闫志波,王军芬.基于宏程序的螺纹数控铣削加工[J].工具技术,2008(12):58-59.
[2] 成岗,刘虎.运用宏程序铣削孔与螺纹[J].煤矿机械,2010(12):119-120.endprint
猜你喜欢
智能制造(2021年4期)2021-11-04
制造技术与机床(2019年10期)2019-10-26
科技视界(2018年6期)2018-05-11
数码世界(2017年12期)2018-01-03
制造技术与机床(2017年11期)2017-12-18
深圳职业技术学院学报(2015年5期)2015-11-30
时代农机(2015年3期)2015-11-14
机电产品开发与创新(2015年5期)2015-10-28
焊接(2015年9期)2015-07-18
机械工程师(2015年10期)2015-02-02