烟草制丝线开包机控制系统的优化
2014-05-22 09:40:06杨晓娜吴华滨黄立仁覃洪汉
烟草科技 2014年5期
杨晓娜,吴华滨,韦 文,黄立仁,覃洪汉
广西中烟工业有限责任公司南宁卷烟厂,南宁市北湖南路28号 530001
烟草制丝工艺包括从烟箱除去包装到制成烟丝的整个生产过程,其中经过开包、回潮、切片、切丝、烘丝、加香等工序。开包作为制丝生产过程中的第一道工序为后续工序的连续正常生产起到了基本保障作用,而开包机作为开包工序的核心设备在制丝生产中广泛应用,其主要功能是代替人工将烟包外的纸质外包装除去[1],使片烟与纸箱分离并保证片烟的完整。南宁卷烟厂FT53-NN型夹板两用开包机在生产过程中存在着开包效率低、零位丢失等问题,造成开包机生产效率低、故障率较高。徐国瑞[2]、朱东华[3]、雒巧霞[4]等分别对不同类型开包机的电气检测、卡料、机械手等问题进行了分析和改进,以提高开包机的性能,保证开包机高速稳定生产,但改进后仍存在开包动作流程繁琐、开包时间长等问题。为此,通过修改开包机PLC程序、增加开包机旋转过程中位置检测开关等方法,对开包机的动作流程进行了优化改进,以提高开包机的生产效率,缩短开包时间。
1 存在问题
1.1 开包机结构及工作原理
FT53-NN型夹板开包机主要由机械手臂旋转提升架、推夹板机械手(以下简称机械手)、电控系统等组成。其中,控制系统包括罗克韦尔SLC500可编程控制器、DeviceNet现场总线控制、气动伺服控制、同步伺服控制、变频器和GP2600操作显示屏等。CPU中央处理器采用罗克韦尔SLC系列SLC5/04-1754-LX模块[5],是控制开包机动作的核心部件,各个I/O模块与CPU之间的通讯通过DeviceNet实现。机械手主要完成烟箱导向、侧板合拢、烟箱抱起、烟箱翻转、夹抱烟箱、开门倒出烟坯等动作。在生产过程中,烟箱输送到开包机机械手的下方,开包机旋转提升烟箱到中心位置。机械手下降,将烟箱定位在机械手箱体内。机械手上升,将烟箱抱起,上升到一定高度后,旋转提升架开始向移动式皮带输送机旋转90°,同时机械手箱体翻转180°,机械手下降到位,将箱体内的烟包推出。机械手和翻转箱归位,开始下一个周期。
1.2 问题分析
开包机在生产过程中主要存在以下问题:①由于开包机自动开包过程中每个动作都是顺序控制,步骤繁琐,由此造成开包时间过长,每箱开包时间约需要2 min。②在开包机动作过程中,由机械手上的旋转编码器对其旋转位置进行定位,并将旋转编码器输出的模拟量信号送入伺服变频器中。由于距离过长及电磁干扰等因素,在机械手反复旋转过程中频繁发生无法定位烟箱位置(即零位丢失)的问题,需要人工调整零位,处理时间较长,从而影响生产效率。
2 改进方法
2.1 增加定位反馈信号
为解决零位丢失问题,在开包机的底座下方A,B,C处加装3个位置检测接近开关,见图1。检测开关型号为TurckNi8-M18-AN 6X-H1141,分别用于检测左极限位、中位、右极限位3个位置信号,并将辊道输送机所在方向定为0°,按机械手旋转方向分别定为90°和180°,零位信号位于90°位置。在开包机PLC控制程序中增加左极限位、中位、右极限位的信号反馈[6-7],用来修正其旋转位置,防止零位丢失。
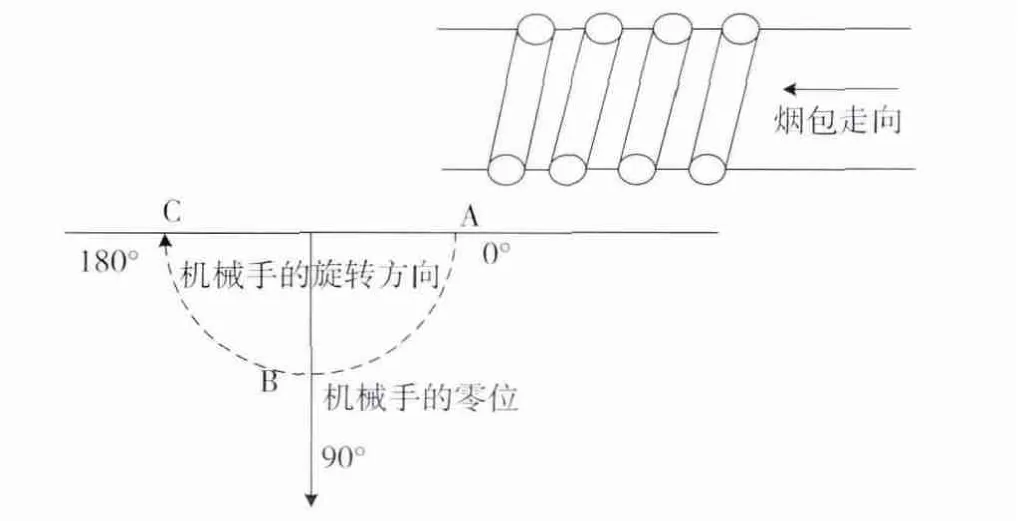
图1 位置检测接近开关安装示意图
2.2 优化开包动作流程
原开包机的动作流程是按顺序完成,耗时较长。改进后修改了开包机动作控制程序并对开烟箱动作流程进行了优化,见图2。在控制程序中修改了输出指令之间的连锁信号,以改变动作顺序。例如当夹抱信号结束后,可以同时启动机械手上升、舱门左翻转、机械手检测至中间位置3个指令,3个操作同时运行,节省了运行时间,每箱开包时间缩短到45 s,有效提高了工作效率。

2.3 增加寻零功能
当发生零位丢失故障时,原控制程序没有快速寻零操作。改进后增加了快速寻零的控制程序和控制电路,见图3。在控制程序中将图1中由接近开关提供的3个位置信号反馈给PLC[8-9],以辅助纠正机械手定位旋转编码器的信号,通过接近开关定位机械手位置可以快速寻找到机械手的零位。图3中A1A2为夹抱线圈,当PLC通过DeviceNet网络[10]将指令信号传送给I/O模块时,线圈得电闭合,即开始运行寻零程序。另外,在开包机的操作画面[11]上增加了“手动寻零”功能按钮,一旦发生零位丢失故障,通过点击寻零按钮,开包机便可启动寻零程序,不需要人工推动机械手进行调整,寻找零位时间可缩短到3 min。

图3 增加寻零功能的电路图
3 改进效果
改进后FT53-NN型开包机通过增加3个位置检测接近开关、优化动作流程以及增加寻零功能,寻找零位时间可缩短到3 min,开包机故障率由原来的13.3%降低到1.9%,开包时间由2分钟/包缩短到45秒/包,有效提高了生产效率。
[1] 姚二民,褚国海.卷烟机械[M].北京:中国轻工业出版社,2005.
[2] 徐国瑞.开包机卡料问题的探索[J].农业技术装备,2010(6):72-74.
[3] 朱东华,吴保平,杜峰.对制丝线纸箱开包系统的改进[J].工业技术,2012(17):57-58.
[4] 雒巧霞.开包机电气控制功能的完善[J].机电信息,2011(3):334-36.
[5] 宋振寰.现场总线Profibus和以太网技术在烟草制丝线的应用[J].科技信息,2008(31):69-70.
[6] 邓礼.ControlLogix系统实用手册[M].北京:机械工业出版社,2008.
[7] 阳宪惠.现场总线技术及其应用[M].北京:清华大学出版社,1999.
[8] 朱双印,刘石.PLC故障分析一例[J].烟草科技,2003(7):18-19.
[9] 刘云,陈亮,王朝飞,等.Profibus常见故障分类诊断[J].烟草科技,2010(5):63-65.
[10] 储文明,许文明,左小五,等.基于DeviceNet现场总线的网络控制系统设计[C]//第九届工业仪表与自动化学术会议.北京:中国自动化学会,2008:303-306.
[11] 吕兴荣,王爽,蔡丹,等.基于S7-1200PLC和触摸屏的气动机械手控制[J].轻工科技,2012(12):34-35.
猜你喜欢
物流技术与应用(2022年11期)2022-12-01 08:20:22
现代制造技术与装备(2022年5期)2022-07-22 08:00:46
现代机械(2021年3期)2021-07-12 00:47:42
装备制造技术(2020年4期)2020-12-25 05:26:02
科学与信息化(2020年36期)2020-01-04 19:01:41
客车技术与研究(2019年5期)2019-10-24 02:22:44
设备管理与维修(2017年10期)2018-01-03 06:19:25
电子设计工程(2015年3期)2015-02-27 12:03:53
决策与信息(2014年21期)2014-12-13 01:50:10
武夷学院学报(2014年5期)2014-07-19 10:08:30