宏程序编程应用
——斜椭圆的变量处理技巧
2014-05-21 12:53董金梁
山东工业技术 2014年8期
董金梁
(江苏省交通技师学院 212006)
例:试编制图1所示的斜椭圆程序(毛坯直径为φ85)。
1 、解决思路:一是利用高等数学的坐标公式进行坐标变换;二是把椭圆分段,利用复杂的几何关系进行坐标变换。本例选择第一种思路。如图2,任选椭圆上一点P(X',Z'),利用矩阵[]对曲线方程变换,得旋转后的椭圆在原坐标系下的方程为:(式1),为旋转前坐标,XZ为旋转后坐标,θ为旋转角度。
2 、数据处理:本例选择Z坐标作为自变量,尺寸计算如图3所示,
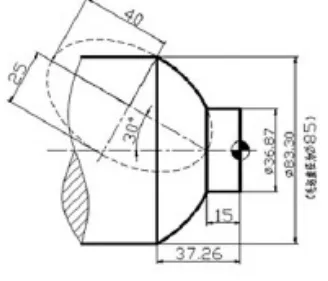
图1 斜椭圆
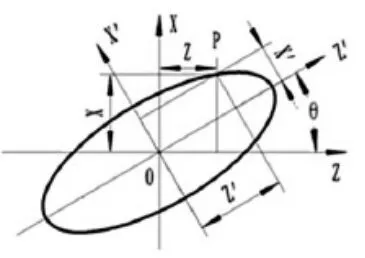
图2 斜椭圆的坐标分析

图3 尺寸计算
N1 #12=#5;(自变量#12赋初值)
G0 X[36.87+#4]Z2;(快速定位)
G1 Z-15 F0.15;(车右外圆)
N2 #11=25*SQRT[1-#12*#12/1600];
#21=#11*COS[#7]+#12*SIN[#7];
#22=#12*COS[#7]-#11*SIN[#7];
#1=2*#21+40+#4;
#2=#22- 49.64;
G01 X#1 Z#2 F0.1;(直线插补逼近曲线)
#12=#12-#3;(#12递减)
IF[#12 GE #6]GOTO 2;(椭圆曲线完成一层车削后跳出向下执行)
G01 X88.87;(X方向退刀)
G0 Z5;(返回刀具循环点)
#4=#4-2;(每层切削2mm,直径量)
IF[#4 GE 0]GOTO 1;(循环车削各层)
...
4 、处理技巧:

表1 宏变量处理表
3 、参考程序:
...
G0 X88.87 Z5;(设置刀具起始点和循环点)#3=0.5;
#7=-30;
#4=52;(#4=88.87-36.87)
#5=30.78;
#6=0;
(1)选择Z坐标作为自变量,因为Z值通常是给出的。
(2)用#1、#11、#21表示X,用#2、#12、#22表示Z,方便理解不同参考系下的X、Z坐标。
(3)设置刀具起始点时,使#4能被每层切削量2mm整除,可以使最后一刀不留余量。
(4)#7表示角度,#5、#6分别表示自变量的起始坐标,适应不同角度斜椭圆。
(5)右外圆与椭圆一刀车出无接刀痕。
(6)采用G01 X88.87而不用G0,可车平台阶面和保护刀尖。
5 、结束语:本文介绍了B类宏程序应用于斜椭圆,对其他等非圆曲线方法类似。希望读者继续,不断提高数控编程能力。
【参考文献】
[1]杜军.轻松掌握FANUC宏程序——编程技巧与实例精解[M].化学出版社,2011.1
猜你喜欢
心电与循环(2021年4期)2021-11-29
智能制造(2021年4期)2021-11-04
小星星·阅读100分(低年级)(2021年8期)2021-08-27
锻压装备与制造技术(2020年6期)2021-01-25
读者·校园版(2020年24期)2020-11-30
宝藏(2020年3期)2020-10-14
科学与财富(2018年28期)2018-11-16
科技视界(2018年6期)2018-05-11
小猕猴智力画刊(2013年1期)2013-03-15
学苑创造·B版(2009年10期)2009-11-16